Описание технологии аргонно-дуговой сварки. Сварка аргоном – технология и видео уроки для начинающих
Медь и др.) которые практически не поддаются соединению с применением традиционного оборудования, поэтому для создания неразъемных конструкций из этих материалов успешно применяется аргонно-дуговая сварка. Аргонная сварка своими руками осуществляется на стандартном оборудовании или при помощи агрегата собственного изготовления и требует определенных навыков и знаний, без которых процесс обречен на неудачу. Горелка для сварки аргоном
Особенности аргонодуговой сварки
При аргонно-дуговой сварке процесс происходит в среде инертного газа (аргона), который защищает сопрягаемые поверхности от окисления, тем самым улучшая качества шва. может осуществляться в ручном, и автоматическом режимах с использованием неплавящегося и плавящегося электрода.
В качестве неплавящегося электрода при аргонно-дуговой сварке обычно применяется вольфрамовый элемент, поскольку это очень тугоплавкий материал. При помощи подобного способа сваривания можно осуществить надежное соединение материалов, которые очень затруднительно сварить традиционных способом, и даже разнородных деталей.
Особенности техники при аргонодуговой сварке
Для уверенной и продуктивной работы следует знать, как варить аргоном, и придерживаться некоторых правил, выполнение которых значительно облегчит процесс и позволит добиться высокого качества шва.
Аргонно-дуговая сварка своими руками предполагает создание прочного и надежного шва, и поэтому требует повышенного внимания при проведении работ.
- Неплавящийся электрод следует держать как можно ближе к свариваемой поверхности, создавая минимально возможную длину дуги. С увеличением дуги уменьшается глубина проплавления металла и увеличивается ширина шва, то есть страдает качество.
- Обычно при аргонно-дуговой сварке совершается только одно движение, которое направленно вдоль оси шва. Отсутствие частых поперечных движений дает возможность создать более узкий и эстетически привлекательный шов, что выгодно отличает эту технологию от применения покрытых электродов.
- Для предотвращения насыщения свариваемых поверхностей азотом и , содержащихся в воздухе, следует внимательно следить за тем, чтобы неплавящийся электрод и присадочная проволока находились в зоне аргонной защиты.
- При резкой подаче сварочной проволоки наблюдается активное разбрызгивание металла. Для предотвращения этого процесса следует подавать проволоку очень плавно, что достигается практикой.
- Одним из показателей качества шва является его проплавленность, о которой можно судить по форме, образованной сварочной ванной. О хорошей проплавленности можно судить по сварочной ванне, удлиненной в сторону направления сварки, а овальная или круглая форма говорит о недостаточном проплавлении поверхности.
- При сваривании неплавящимся электродом присадочную проволоку следует располагать под углом к свариваемой поверхности впереди горелки, избегая поперечных колебаний. Таким способом легче обеспечить ровный и узкий сварочный шов.
- Заваривание кратера при окончании работ производят с помощью понижения силы тока реостатом (неправильно прекращать работу путем обрыва дуги, отводя горелку, поскольку резко снижается защита шва). Обычно подачу газа (аргон) прекращают через 7 – 10 секунд после окончания работы, а начинать подачу газа в область соединения следует за 15 – 20 секунд до начала процесса.
- Перед началом проведения сварочных работ поверхности деталей следует очистить от окислов и грязи механическими или химическими способами, а также обезжирить.
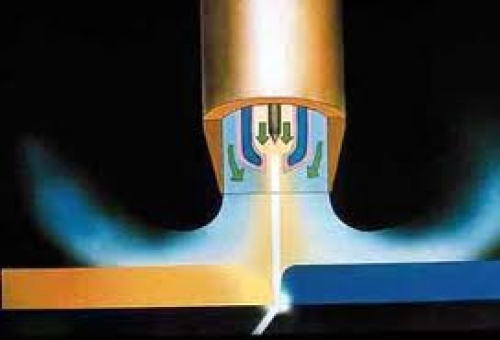
 Принцип сваривания аргоном
Принцип сваривания аргоном
Параметры режимов при аргонно-дуговой сварке
Сварка аргоном своими руками пройдет на высоком уровне, если выбрать оптимальные режимы, которые обеспечат максимально эффективное проведение процесса.
- Полярность и направление тока выбираются согласно свойствам свариваемого металла. Обычно при работе с основными сталями и сплавами применяется постоянный ток прямой полярности. Сварку алюминия, магния и бериллия предпочтительней вести при обратной полярности, что способствует более быстрому разрушению оксидной пленки.
- Устанавливаемый сварочный ток зависит от марки и состава материалов, от диаметра вольфрамового электрода, а также от полярности тока. Точные данные режимов для решения конкретной задачи следует выбирать из справочных материалов или на основании собственного опыта.
- Напряжение дуги полностью зависит от ее длины, поэтому рекомендуется проводить работы, создавая минимальную дугу, добиваясь снижения напряжения. При увеличении длинны дуги растет напряжение и ухудшается качество шва.
- Расход инертного газа следует устанавливать таким образом, чтобы создавался ламинарный поток, который полностью защитит провариваемые поверхности от окисления.
 Режимы сваривания металла
Режимы сваривания металла
Подбор оптимальных режимов – это довольно сложный процесс, поэтому аргонно-дуговая сварка, обучение должно проводиться опытным специалистом, владеющим как теоретическими знаниями, так и практическими навыками выполнения подобных работ.
Модернизация обычного сварочного аппарата для использования аргона
Зачастую аргоновая сварка своими руками осуществляется на нестандартном , то есть аппарате, переделанном для решения конкретных задач. Для обеспечения качества работ понадобятся два дополнительных агрегата, которые помогут осуществить процесс на высоком уровне качества.
- Осциллятор – это устройство, используемое для бесконтактного зажигания электрической дуги. Оно поддерживает стабильный дуговой разряд при работе на режимах, требующих применения переменного тока. Поскольку зажигание дуги при аргонно-дуговой сварке по ряду причин невозможно путем непосредственного касания электродом рабочей поверхности, осциллятор генерирует высоковольтный разряд (4 – 8 кВт.), который и пробивает дуговой промежуток.
- Балластный реостат служит для регулирования силы тока и подбора оптимальных параметров при сварке деталей из различного материала. При сваривании алюминия на переменном токе рекомендуется осуществлять регулирование реостата в очень узких пределах (15- 20%), поскольку постоянную составляющую тока компенсировать все равно не удастся.
Преимущества и недостатки аргонодуговой сварки
Более наглядно с процессом можно ознакомиться, посмотрев аргонно-дуговая сварка (видео), где показаны методики настройки оборудования и способы сопряжения различных поверхностей.
Преимущества:
- область нагрева основного металла очень незначительна, что сохраняет первоначальную форму заготовок;
- аргон является инертным газом, удельный вес которого тяжелее воздуха, поэтому он надежно защищает свариваемые поверхности от воздействия окружающей среды;
- высокая тепловая мощность дуги позволяет увеличивать скорость проведения работ;
- несложность технических приемов делает такой способ сварки общедоступным;
- возможность сваривания деталей, которые нельзя соединить другим способом, с получением аккуратного и эстетичного шва.
Недостатки:
- возможность неполной защиты швов при работе на сильном ветре или сквозняке, поскольку часть аргона может не попасть по назначению;
- при проведении работ высокоамперной дугой предпочтительно использовать дополнительное охлаждение;
- довольно сложное оборудование, используемое для работы, и некоторые трудности точной настройки.
Для более подробного ознакомления с процессом следует посмотреть, как варить аргоном (видео), в котором очень доступно показаны все особенности проведения процесса, а также ознакомиться с необходимым оборудованием.
Нержавейка, медь, титан, алюминий, бронза, другие цветные металлы и легированные стали - все это металлы, детали из которых просто так не сваришь между собой. А ведь в быту бывают разные ситуации: то необходимо сварить трубы из нержавейки, то детали автомобиля из алюминия или просто приварить отвалившуюся ножку от бронзовой статуэтки. К перечисленным выше металлам потребуется особый подход - аргонодуговая сварка, работы по которой стоят недешево, если не сказать изрядно «кусаются», если заказывать их у специалиста. Вот и возникает вопрос у хозяев, а возможна ли сварка аргоном своими руками и что для этого нужно. Если Вы еще никогда ничего варили, то категорически не стоит начинать со сварки цветных металлов, уж больно трудоемкий и сложный это процесс, рассчитанный на некую сноровку специалиста и его опыт. Но если опыт обычной дуговой сварки имеется и Вы уверены в своих силах, тогда информация из данной статьи для Вас.
Сварка аргоном: технология и общие принципы
Аргонодуговая сварка представляет собой некий гибрид электросварки (дуговой) и газовой сварки. На технологию электросварки она похожа тем, что используется электрическая дуга, а на газовую - использованием газа и похожей работой сварщика.
Электрическая дуга служит источником нагрева, именно она расплавляет кромки металла, благодаря ней происходит сваривание.
А вот зачем нужен газ аргон ? Дело в том, что при сварке цветные металлы и легированные стали при взаимодействии с кислородом окисляются, либо же на них негативно влияют другие примеси, которые находятся в воздухе, из-за этого шов получается непрочным, наполненным пузырьками, а алюминий, например, вообще горит в кислороде. Чтобы защитить металл от воздействия различных примесей и газов используется инертный газ аргон. Этот газ на 38 % тяжелее воздуха, поэтому легко и быстро вытесняет кислород из зоны сварки и надежно изолирует рабочую ванну от любого влияния атмосферы. Начинать подавать газ в зону сварки необходимо за 20 секунд до зажигания дуги, а прекращать через 7 - 10 секунд после завершения работы. Аргон практически не вступает в реакцию со свариваемым металлом и другими газами в районе горения дуги, поэтому и называется инертным. Но есть и некоторый нюанс: при сварке на обратной полярности от атомов аргона легко отделяются электроны, благодаря этому вся среда аргона превращается в электропроводную плазму.
Сварку аргоном можно производить как плавящимся электродом , так и неплавящимся , в качестве последнего используется вольфрамовый электрод, так как этот материал исключительно тугоплавкий. Именно из вольфрама делают нити накаливания для ламп. Диаметр и материал электрода полностью зависит от сплавляемых металлов, данные показатели можно легко найти в справочниках.
Различают три вида аргонодуговой сварки:
- РАД - это ручная сварка аргоном неплавящимся электродом.
- ААД - автоматическая аргонодуговая сварка с помощью неплавящегося электрода.
- ААДП - автоматическая аргонодуговая сварка с использованием плавящегося электрода.
Если Вы будете искать готовый аппарат для сварки аргоном вольфрамовым электродом, ищите аппараты TIG (Tungsten Inert Gas (Welding)). Именно так обозначается сварка вольфрамом в среде инертных газов.
Технология аргонодуговой сварки

Что представляет собой горелка для сварки аргоном? Ее сердцем является вольфрамовый неплавящийся электрод , который должен выступать за пределы корпуса горелки всего на 2 - 5 мм, не более. Диаметр электрода подбирается согласно таблицам, исходя из параметров свариваемых материалов. Внутри горелки есть держатель, в который можно вставить и закрепить электрод любого требуемого диаметра.

Вокруг электрода надевается керамическое сопло , из него и будет поступать газ аргон во время сварки.
Для сварки нам понадобится присадочная проволока из того же материала, что и свариваемые детали, ее диаметр подбирается согласно таблицам.
Рассмотрим принцип работы с ручной сваркой аргоном, когда и горелка, и присадочная проволока находятся в руках сварщика.
Перед началом работ поверхность свариваемых деталей необходимо очистить от окислов, грязи и жира. Это можно сделать механическим или химическим способом.
Первым делом на свариваемую деталь подается так называемая «масса», как и при обычной дуговой сварке. Если детали слишком маленькие, ее можно подать на железный рабочий стол или ванну. Присадочная проволока в электрическую цепь не включается, она будет подаваться отдельно.
В правую руку сварщик должен взять горелку, а в левую присадочную проволоку. На горелке должна быть кнопка подачи тока и газа, включаем подачу газа заранее за 20 секунд. Сила тока подбирается в зависимости от свариваемых материалов или по личному опыту путем проб и ошибок. Опускаем горелку с электродом как можно ближе к поверхности свариваемых металлов, идеальное расстояние 2 мм. Электрическая дуга возникает между кончиком электрода и металлом, она плавит кромки свариваемых деталей и присадочную проволоку.
Как происходит сварка аргоном: фото - пример.


Важно! Неплавящийся вольфрамовый электрод следует держать как можно ближе к поверхности свариваемых металлов для того, чтобы создать наиболее короткую дугу. Чем больше дуга, тем меньше глубина проплавления металла и шире и менее эстетичнее шов. При большой дуге возрастает напряжение и ухудшается качество шва.
Медленно проводя горелкой вдоль шва, не делая поперечных движений, сварщик должен постепенно подавать присадочную проволоку. Именно от сноровки мастера будет зависеть качество и аккуратность получившегося шва.
Важно! Резкая подача присадочной проволоки приводит к разбрызгиванию металла. Поэтому подавать ее следует плавно и аккуратно, что достигается только практикой. Лучше всего располагать присадочную проволоку впереди горелки под углом к свариваемой поверхности, не делая поперечных движений. Это обеспечит ровный и узкий шов.

Обратите внимание, что зажигание дуги при сварке неплавящимся электродом нельзя производить путем касания о свариваемую поверхность. И вот по каким причинам:
- Высокий потенциал ионизации аргона не позволяет хорошо ионизировать промежуток между свариваемыми поверхностями и электродом за счет искры от касания. При сварке плавящимся электродом ситуация несколько другая: после касания электрода о поверхность в зоне варки появляются пары железа, потенциал ионизации которых намного (в 2,5 раза) ниже, чем у аргона, это и позволяет зажечь дугу.
- Из-за касания электрода поверхности свариваемых металлов он загрязняется.
Для зажигания дуги при сварке аргоном неплавящимся вольфрамовым электродом используется осциллятор, который подключается параллельно источнику питания.
Осциллятор подает на электрод высокочастотные высоковольтные импульсы, благодаря которым ионизируется дуговой промежуток. Если частота в сети обычно равна 55 Гц, а напряжение 220 В, то осциллятор преобразует их и подает напряжение в 2000 - 6000 В с частотой 150 - 500 кГц. Это позволяет легко зажечь электрод.

Для аргонодуговой сварки недостаточно привычного аппараты для дуговой сварки, но его можно модернизировать или дополнить другими требуемыми элементами. Рассмотрим, что нам необходимо для сварки в среде аргона:
- Трансформатор. Подойдет обычный сварочный трансформатор, который используется для дуговой сварки с напряжением холостого хода 60 - 70 В. Безусловно, мощность его должна соответствовать технологическим особенностям процесса.
- Силовой контактор, который будет подавать сварочное напряжение на горелку.
- Осциллятор. Для чего он нужен мы уже выяснили.
- Устройство, которое будет регулировать время обдува аргоном. Нам ведь надо зажигать его заранее, и чтобы после завершения сварки газ подавался еще секунд 20. Для этой задержки и нужен регулятор.
- Горелка для сварки аргоном.
- Баллон с аргоном, обязательно с редуктором.
- Вольфрамовые электроды, прутки требуемого диаметра.
- Вспомогательный трансформатор, который будет использоваться для питания коммутирующих устройств.
- Выпрямитель для питания коммутирующих устройств постоянным током напряжением 24 В.
- Электрогазовый клапан (24 В для постоянного или 220 В для переменного тока).
- Реле включения-отключения осциллятора и контактора.
- Индуктивно-емкостной фильтр, который необходим для защиты сварочного трансформатора от импульсов (высоковольтных), посылаемых осциллятором.
- Амперметр для измерения сварочного тока.
- Автомобильный аккумулятор (55 - 75 Ah), рабочий или неисправный не важно. Он включается последовательно в электрическую цепь для того, чтобы уменьшить постоянную составляющую тока, которая неизбежно появляется при сварке на переменном токе (более детально в специальной литературе).
- Очки сварочные.
Все элементы данной схемы можно купить на рынке и собрать своими руками, получится самодельная сварка аргоном, более того схему можно намного улучшить, если обладать соответствующими знаниями.

Также аппараты TIG можно приобрести в готовой комплектации, к ним подключить баллон с газом, горелку, заземление и кнопки управления горелкой и подачей газа. Цена таких аппаратов начинается от 250 у.е.
Различные режимы сварки аргоном
Для более качественного сваривания металлов необходимо правильно подобрать режим сварки.
Полярность и направление тока следует выбирать, исходя из свойств свариваемых металлов. Основные стали и сплавы свариваются на постоянном токе, имеющем прямую полярность. Алюминий, бериллий, магний и другие цветные металлы лучше сваривать на обратной полярности или переменном токе, это способствует более быстрому разрушению оксидной пленки. Во время сварки на постоянном токе идет неодинаковое выделение тепла на аноде и катоде: 70 % на аноде и 30 % на катоде. Чтобы минимально разогревать электрод и при этом хорошо проплавлять изделие, используют прямую полярность.

Важно! При сварке на переменном токе осциллятор после того, как зажег дугу, переходит в режим стабилизатора. Чтобы предотвратить деионизацию дугового промежутка во время смены полярности и обеспечить устойчивое горение дуги, осциллятор подает импульсы на дугу в момент смены полярности.
Сварочный ток выбирается в зависимости от свойств свариваемых металлов и размера деталей, а также электродов. Подбирать силу тока можно из таблиц в справочной литературе, а можно опытным путем.
Расход аргона напрямую зависит от скорости подачи и от скорости сносящих воздушных потоков. Если сварка происходит внутри помещения без сквозняков, расход будет минимальным. Сварочные работы в условиях сильного бокового ветра требуют увеличения расстояния между электродом и материалом, так как воздушный поток может сносить аргон, тогда поверхности металлов будут незащищены. В таких случаях используются специальные сопла (конфузорные) с мелкоячеистыми сетками.
В газовую смесь помимо аргона иногда добавляют кислород , около 3 - 5 %. Аргон не способен защитить от влаги, грязи и других присадок, которые могут появиться на поверхности свариваемых деталей в ходе расплавления металла. Кислород же вступает в реакцию с вредными примесями, в результате чего они либо сгорают, либо получившиеся соединения всплывают в сварочной ванне на поверхность. Использование кислорода - хороший способ борьбы с пористостью сварного шва.
Особенности сварки алюминия

При нагреве алюминия на его поверхности возникает тугоплавкая пленка. При сварке на обратной полярности или с использованием источника переменного тока эту пленку можно разрушить. Когда алюминиевая деталь имеет положительный заряд, при сварке на обратной полярности ионы аргона бомбардируют поверхность алюминия, разрушая оксидную пленку. В таком случае аргон уже выступает не просто защитным газом, а является электропроводной плазмой, упрощающей и улучшающей сварочные работы.
Во время сварки на переменном токе подобный процесс происходит тогда, когда алюминиевая деталь является катодом.
Особенности сварки меди

Медь легко вступает в реакцию с кислородом, образуя закись меди. Это приводит к тому, что шов получается неоднородный и недостаточно прочный. Еще большей проблемой является то, что получившаяся закись меди взаимодействует с водородом, содержащимся в воздухе, образует водяной пар, который стремится вырваться наружу и образует поры в шве. Именно поэтому обязательна защита сварной зоны аргоном.
Аргонодуговая сварка: преимущества и недостатки
Как и у любого процесса, у сварки аргоном есть свои достоинства и недостатки, которые связаны с технологией и используемыми приборами.
К преимуществам можно отнести:
- Защита сварного шва аргоном от воздействия окружающей среды. Это обеспечивает прочное соединение, без пор и примесей.
- Металл нагревается мало, область нагрева очень мала, поэтому можно легко сваривать заготовки сложной конструкции, не боясь изменить их форму.
- Возможность сварки металлов и сплавов, которые невозможно сварить иначе.
- Относительно быстрое проведение работ, благодаря высокотемпературной дуге.
Недостатки:
- Достаточно сложное оборудование, требующее точной настройки.
- Относительная сложность сварочных работ, требующая опыта и сноровки.
Сварка аргоном хороша тем, что обеспечивает выполнение шва высокого качества, с одинаковой глубиной проплавления. Это очень важно при проведении сварочных работ тонкого металла с доступом только с одной стороны, например, неповоротных стыковых труб. Кстати, при сварке цветных металлов малой толщины присадочную проволоку можно не использовать.
Сварка аргоном: видео - инструкция
Конечно же, чтобы провести высококачественную сварку любого металла, необходимо обладать определенными знаниями, навыками и опытом. Но ведь нужно с чего-то начинать? И в этой статье мы поможем вам овладеть начальными знаниями по аргонной сварке и разъясним особенности сварки того или иного металла и конструкции.
Особенности аргонной сварки
Прежде, чем говорить о технике и правилах сварки с помощью аргона, давайте разберемся, что вам для этого потребуется.
Итак, для осуществления сварки аргоном подготовьте:
- баллон с необходимым газом (в нашем случае с аргоном);
- пластина из угля;
- обеспечьте 3-хфазное питание;
- обзаведитесь дополнительным источником тока.
Теперь можно начать обучение сварке аргоном. В этом процессе существует несколько особенностей, которые мы рассмотрим попунктно.
Для начала подводим инертный газ к сварочной горелке (СГ). Затем разбираемся с фазами: первая должна быть подведена к СГ, а вторая – к свариваемой поверхности. СГ обеспечивается электродом из вольфрама, который затачивают под конусовидную форму малого диаметра (его длина должна равняться 2-3 диаметрам проволоки для сварки).

Это азы аргонной сварки. Рассмотрим особенности сварки на примере алюминия и нержавеющего металла.
Аргонная сварка алюминия
Обладает теплопроводностью, превышающей таковую у стали в четыре-пять раз. В связи с этим при сварке алюминия от шва необходимо постоянного производить отвод излишка тепла. Кроме того, при стремительном разогреве алюминий теряет свою прочность, следовательно нагревать его следует постепенно.
Еще один нюанс при сварке алюминия – во время нагревания на этом металле образуется пленка, сложно поддающаяся плавлению и чтобы ее разрушить необходимо сварку производить на обратной полярности. Срабатывает следующий механизм: алюминий, обладающий при сварке положительным зарядом, бомбардируется ионами аргона, которые и разрушают эту тугоплавкую пленку.
Кроме этого, стоит обратить внимание на то, что алюминий при разогреве цвет не изменяет, а потому визуально сложно отследить момент достижения его поверхности температуры, достаточной для плавления. Здесь вам поможет опыт, который вы накопите с годами.
Основные режимы аргонной сварки алюминия представлены в таблице ниже.
Обучение сварке аргоном нержавейки
Нержавеющая сталь в настоящее время очень популярна в быту человека, а потому нередко требует первичной сварки или вторичного заваривания образовавшегося дефекта.
Нержавейка обладает рядом особенностей, которые сказываются на результате и тонкостях ее сварки. Так, например, пониженная в 2 раза теплопроводность нержавейки диктует необходимость снижения на 15-20% силы тока при сварке, а высокий показатель коэффициента линейного расширения моет привести к деформации изделия во время или после осуществления сварочных работ.
При сваривании труб используются все те особенности, о которых мы говорили выше, но в обязательном порядке должно выполняться следующее правило: свариваемые между собой части труб должны быть надежно фиксированы и максимально прижаты друг к другу.
Если этого не осуществить, то любое (даже микроскопическое) изменение положения одной детали относительно другой вызовет разрушение сварочного шва, а соответственно и целостности детали. Варят обычно в направлении справа налево, а горелка должна располагаться под углом 70-80 0.
Мы ознакомили вас с азами сварочного искусства, а добиться в нем мастерства вам поможет практика.
Аргонная, аргонно-дуговая, сварка в среде, образуемой защитным газом — все это названия типов сварки. Сварка аргоном использовалась в Советском Союзе для изготовления космических аппаратов. Сегодня он доступен каждому желающему. Его применяют при ремонте автотехники, узлов лодок и самолетов, при ремонте и изготовлении алюминиевых конструкций. Ведь многим известно, что трудно в обычных условиях сварить нержавейку и медь, бронзу и алюминий, титановые детали и другие металлы. А в жизни часто случается такое, что нужно приварить нержавеющие трубы, алюминиевые автозапчасти, детали от статуэток. В этих случаях лучше воспользоваться аргонно-дуговым методом сварки. Работа эта будет стоить дорого. Если у вас есть опыт работы с применением сварочного оборудования, как варить аргоном — это не вопрос. Можно попробовать при удобном случае, навык появится.
Сварка аргоном достаточно распространен во всех сферах, где можно применить сварочный ремонт.
Основные принципы сварки
Что же такое представляет собой аргонная сварка? Это гибрид электрической и газосварки. При работе специалист-сварщик пользуется электрической дугой и присадочной проволокой. Источник нагрева — это дуга. Она плавит кромки заготовок. А газ тут для чего служит? Попробуем разобраться с этим вопросом.

Изображение 1. Аргонная горелка используется для соединения элементов.
Многие цветные металлы, которые взаимодействуют с кислородом воздуха, окисляются. Окисная пленка на их поверхности не дает возможности образовываться шву с заготовками из черного металла. Он получается наполненным пузырьками, это значительно снижает прочность готовой конструкции. Детали из алюминия могут просто сгореть в этих условиях. Инертный газ, в том числе и аргон, способен выеснить воздух из зоны горения дуги. Он имеет вес, на 38% превышающий вес воздуха. Это дает возможность ему надежно очистить ванну сварки, если начать подавать аргон чуть раньше, чем загорится электрическая дуга. Заканчивать процесс нужно через несколько секунд после угасания дуги. Сам аргон обычно не вступает с металлами в реакцию. Не зря он называется инертным газом. Но если варить при подключении обратной полярности, аргон способен превратиться в плазму.
Сваривают металлы аргоном с помощью плавящегося электрода и неплавящегося. Неплавящийся электрод — это кусок тугоплавкого вольфрама. Диаметр его зависит от металла, который нужно варить. Сварщики различают следующие виды сварки:
- РАД — работа под слоем аргона с применением неплавящегося электрода (ручная);
- ААД — ;
- ААДП — автоматическая работа с применением плавящегося электрода.
Для работы с помощью вольфрамового электрода применяют аппараты TIG. TIG сваркой называют в производстве метод, при котором свариваемые металлические детали соединяются друг с другом методом сварки в среде аргона. Процесс этот ведется специальным пистолетом (изображение № 1). Электрод из вольфрама выступает за его пределы на расстояние 2-5 мм. Он может быть любого размера. Вокруг него — сопло из керамики, через которое поступает инертный газ. Диаметр присадочной проволоки и электрода подбирается по специальным таблицам.
Вернуться к оглавлению
Процесс аргоновой сварки

Сварку необходимо производить в специализированной маске.
Перед работой все детали очищают, с них удаляют окислы, следы жира, грязи. Делается это щеткой, различными химическими составами. На свариваемые элементы подается электрическая масса. Присадочная проволока в сеть не включается. В одной руке сварщик держит горелку, в другой — проволоку. На корпусе горелки есть кнопка включения подачи газа. Секунд за 20 до начала сварки ее нужно нажать. Силу тока можно подобрать, используя свой опыт.
Горелка опускается к поверхности деталей. Расстояние между ними в идеале составляет 2 мм. Электрическая дуга возникает между заготовками и электродом. Горелка равномерно подается вдоль шва. Сварщик подает проволоку. От сноровки его целиком зависит качество шва. Нельзя зажигать дугу, прикасаясь к рабочему столу. Для этого существует осциллятор. Он подает к электроду импульс, частота которого не менее 150 кГц, а напряжение — от 2000 В. Электрод от этого зажигается.
Вернуться к оглавлению
Что требуется для сварки
Для сварки аргоном нужно приготовить:
- Трансформатор.
- Контактор.
- Осциллятор.
- Устройство для регулировки времени обдува.
- Горелка.
- Баллон с газом и редуктором.
- Электроды и проволока.
- Вспомогательный трансформатор.
- Выпрямитель.
Трансформатор может быть обычным сварочным. Мощность этого устройства должна полностью соответствовать особенностям процесса работы.
Контактор — это приспособление для подачи напряжения на горелку.
Назначение осциллятора описано немного выше.
Устройство для регулировки нужно для подачи газа (аргона) к месту сварки заблаговременно и заканчивать подачу тоже вовремя.
Горелка нужна для доставки аргона к месту сварки от баллона.
Вспомогательный трансформатор необходим для питания некоторых дополнительных устройств.
Еще могут понадобиться реле для включения контактора и осциллятора, амперметр, очки.
Самодельная установка готова. Можно приобрести полный комплект аппарата для TIG сварки. Цена его начинается с цифры 250 у.е. Чем он будет стоить дороже, тем лучше.
В любом деле присутствует расход материалов. Расход аргона при сварке зависит от скорости, с которой подается горелка. На улице при боковом ветре применяют специальные устройства в виде сеточки, которая закрывает раструб горелки.
Научиться правильно варить алюминий довольно трудно. Нередко за такую работу не берутся даже мастера со стажем. Проблема в том, что алюминий является весьма капризным материалом и работа с ним требует применения инвертора высокого качества.
Конечно же, можно обойтись практически любым сварочным полуавтоматом, но по-настоящему качественные сварные швы позволяют получать только аппараты, имеющие специальную функцию сварки данного металла. Если внешний вид тоже имеет значение, то лучше варить алюминий агрегатом со специальной опцией импульсной сварки. Обычно алюминий варится в среде аргона. Современные инверторы позволяют делать все качественно и в кратчайшие сроки.
Какие требования необходимо соблюдать при сварке алюминия аргоном?
При варке алюминия обычно применяется чистый аргон. Можно использовать смесь данного газа с гелием. 2-ой вариант лучше подходит для работы с толстыми листами. Алюминий варится с использованием специальной алюминиевой проволоки со сплошным сечением.
Важно уделить особое внимание конструкции горелки. Во-первых, ее нужно устанавливать на прямой шланг, безо всяких скручиваний и перегибов. Во-вторых, длина этого шланга должна быть не больше 3 м. Проблема в том, что алюминий варится аргоном с использованием очень мягкой проволоки. Вместо обычного канала в горелку лучше установить тефлоновый, предназначенный специально для работы с алюминием.
В случае если 3 м шланга для вас мало, приблизьте сварочный инвертор к обрабатываемому материалу. Если это невозможно, можно будет только при помощи агрегата с отдельно подающим механизмом. Наконечники должны иметь больший диаметр, чем для стали. Связано это с тем, что при нагревании алюминий сильнее расширяется.

Нужно подобрать правильные электроды. Лучшие результаты показывает сварка алюминия аргоном с использованием таких электродов:
- ОК 96.20, ОК 96.10.
- ОЗАНА-1, ОЗАНА-2.
- Неплавящихся изделий на вольфрамовой основе.
1-ая марка электродов стала широко использоваться немногим более 10 лет назад. Такие электроды применяются преимущественно для работы с техническим алюминием. Также их можно использовать для сварки сплавов и литейного брака. Они позволяют поддерживать ровное горение дуги. Свойства готового шва максимально приближены к свойствам исходного материала, а шлаковая корка удаляется без лишних усилий.
У электродов 2-го типа присутствует щелочно-солевое покрытие. Их используют при работе с разнообразными сплавами алюминия. В большинстве случаев приходится проводить предварительный подогрев в среднем до 200-300°С.
Варить алюминий аргоном можно с использованием неплавящихся вольфрамовых электродов. Они позволяют поддерживать дугу на стабильном уровне. Такие электроды могут иметь диаметр 2-6 мм. Для каждого конкретного случая нужно подбирать подходящий диаметр электродов в отдельном порядке. Зависит он, прежде всего, от толщины обрабатываемого изделия. Лучше всего показывают себя вольфрамовые электроды с разного рода присадками.

При варке алюминия аргоном используются довольно дорогостоящие электроды, поэтому к их выбору нужно подходить со знанием дела и обязательным учетом особенностей предстоящей работы.
Для варки алюминия аргоном вам понадобится следующее:
- Сварочный аппарат и подходящие электроды.
- Алюминиевая проволока.
- Газосварка и нагревательный прибор.
Вернуться к оглавлению
Основные особенности сварки алюминия
Главной сложностью сварки алюминия является оксидная пленка, образующаяся на поверхности металла в процессе обработки. Температура плавления этой пленки достигает 2050 градусов, а непосредственно алюминий плавится при гораздо более низких температурах.
В соответствии с технологией нужно сначала пробивать эту пленку, а уже после этого плавить непосредственно металл. Лучше всего для выполнения такой задачи подходит импульсная сварка. Алюминий имеет хорошую теплопроводность и низкую температуру плавления. Из-за этого в процессе проведения сварочных работ деталь может зажечься. Чтобы этого избежать, нужно предварительно немного подогреть заготовку. Благодаря этому будет дополнительно увеличена глубина провара алюминиевой детали.

Принципиальная схема поста для полуавтоматической сварки плавящимся электродом: СГ — сварочная горелка, Р — редуктор баллонный, Б — баллон со сжатым газом, МП — механизм подачи сварочной проволоки, БУ — блок управления полуавтоматом, ИП — источник питания.
Чтобы было легче разбить оксидную пленку, нужно предварительно обработать деталь металлической щеткой. Такая обработка не займет много времени, зато деталь будет лучше и быстрее проплавляться. Зачищать рекомендуется непосредственно перед началом выполнения сварочных работ.
В процессе сварки алюминия следите за тем, чтобы дуга имела постоянную длину. Данное правило актуально не только для алюминия, а и для любых других металлов. Если дуга будет длиннее, чем нужно, заготовка не расплавится. Если же она будет короче, металл зажжется. Подходящая длина дуги определяется с учетом химического состава материала, т.к. у разных сплавов теплопроводность тоже различается. В среднем в случае с алюминием применяется дуга длиной 1,2-1,5 см.
Еще одной сложностью, с которой вам придется столкнуться в процессе варки алюминия, является заваривание кратера в конце шва. Проблема возникает из-за того, что алюминий достаточно быстро остывает. Решить данную проблему позволяет специальный полуавтомат. Сначала он дает повышенный ток, который позволяет пробить окисную пленку. В дальнейшем ток снижается, что позволяет безо всяких проблем заварить упомянутый кратер.
Вернуться к оглавлению
Какие способы сварки существуют

Для варки алюминия было разработано множество различных способов, подразумевающих использование различных материалов, оборудования и защитных сред.
Наибольшее распространение получили следующие методы:
- Сварка в инертной газовой среде с использованием вольфрамового электрода.
- Сварка при помощи полуавтомата с автоматизированной подачей проволоки.
- Сварка плавящимися электродами без защитных газов.
Важным условием данной работы является разрушение окисной пленки, образующейся на поверхности алюминия. Для ее разрушения подойдет переменный или постоянный обратный ток. Алюминий нельзя варить на постоянном прямом токе, т.к. в подобных условиях окисная пленка не поддастся катодному распылению и не разрушится.
Вернуться к оглавлению
Какие аппараты подходят для сварки алюминия

Для сварки алюминия аргоном можно использовать ряд сварочных аппаратов. Все они делятся на несколько групп, а именно:
- Универсальные агрегаты.
- Специальные модели.
- Специализированное оснащение.
Универсальные модели выпускаются серийно, они наиболее востребованы среди покупателей и используются чаще всего. Подобная сварка применяется в производственных условиях на специально оснащенных площадках.
Для сварки алюминия в среде аргона можно использовать различные специальные присадки. Они делают работу более простой и качественной.
Агрегаты, позволяющие варить алюминий аргоном с использованием неплавящихся вольфрамовых электродов, имеют следующее оснащение:
- Источник переменного/постоянного тока.
- Горелку либо комплект специально предназначенных для такой работы устройств.
- Устройство, способное обеспечить стартовое усиление дуги или же такое, которое позволяет стабилизировать переменную дугу.
- Аппаратуру, позволяющую управлять сварочным циклом.
- Устройство, предназначенное для компенсации и регулирования постоянного тока.

В настоящее время существует ряд новых методов сварки алюминия аргоном, разработанных специально для расширения диапазона толщины материалов, которые можно варить, улучшения показателей производительности при получении сварочных соединений, в том числе и улучшения провара.
В процессе работы дуга перемещается шагами или с определенной скоростью. Эти перемещения могут быть синхронизированы с импульсами тока сварки. Благодаря этому проплавление будет максимально эффективным по всем направлениям. Снижение тока позволяет исключить риск перегрева металла и благодаря этому практически полностью избавиться от деформаций.
Вольфрамовые электроды позволяют получать качественные сварные швы и выполнять работу с довольно большой скоростью. Для выполнения работы понадобится лишь специальное оборудование и дополнительные блоки, никаких труднодоступных и дорогостоящих агрегатов не нужно.
Чаще всего сварка аргоном выполняется при помощи инверторного агрегата. Такие аппараты получили широкое распространение как в быту, так и на производстве. Применение инверторного сварочного аппарата является оптимальным вариантом. Даже не имея особого опыта проведения сварочных работ, вы сможете разобраться в технологии без особых усилий. И эти знания определенно вам пригодятся. Во-первых, вы сможете выполнять свои личные задачи, а во-вторых, при желании, оказывать услуги сторонним заказчикам.