روشی برای بازیابی صندلی های بلبرینگ غلتکی. اگر یک یاتاقان در میل لنگ چرخیده و صندلی آن شل شده است چه باید کرد.
این اتفاق می افتد که یاتاقان در میل لنگ چرخیده است، نشیمنگاه آن در بلوک موتور یا میل لنگ برخی از واحدها (گیربکس یا محور عقب) شل می شود و کارکردن خودرو یا موتورسیکلت با چنین نقصی غیرممکن است، زیرا صندلی بلبرینگ حتی بیشتر خواهد شکست. چنین نقصی می تواند به دلیل نصب مکرر یا نادرست یاتاقان در سوراخ (سوکت) میل لنگ، عدم روغن کاری (بلبرینگ گیر کرده و می چرخد) یا صرفاً از ساخت نادرست سوراخ یاتاقان رخ دهد. و این نوع نقص اغلب توسط صاحبان هر یک مواجه می شود وسیله نقلیه، یا فقط نوعی ماشین یا واحد. چگونه بدون داشتن تجهیزات گالوانیکی، حتی ساده ترین (برای پوشش روی)، به راحتی از شر چنین نقصی در خانه خلاص شوید، در این مقاله بررسی خواهیم کرد.
البته اگر روی یاتاقان را با کروم یا یک لایه روی بپوشانید می توانید قطر نژاد بیرونی آن را افزایش دهید و قبلاً در این مورد نوشتم (اینجا می توانید بخوانید). اما برای این کار باید شاخه های مخصوص بسازید (به طوری که لایه پوشش روی توپ ها، جداکننده و سطوح داخلیگیره ها)، و شما باید با مواد شیمیایی سرهم بندی کنید.
در همین مقاله، راه دیگری حتی ساده تر برای افزایش قطر بیرونی نگهدارنده را بررسی خواهیم کرد که هم در گاراژ شما و هم در گاراژ قابل انجام است. شرایط میدانیهر شخصی، حتی یک پسر مدرسه ای.
ابتدا بیایید به موارد رایج تر نگاه کنیم روش های سنتیبازگرداندن سوراخ شکسته صندلی در یاتاقان، شاید برخی از تازه کارها در مورد آنها ندانند و برای کسی مفید باشند. و پس از آن، ما به روش کمیاب تری که اکثر تعمیرکاران از آن اطلاعی ندارند، نگاه خواهیم کرد.
1 - میل لنگ، 2 - بوش، 3 - نژاد بیرونی بلبرینگ.
بنابراین، اگر یک یاتاقان در میل لنگ نوعی واحد یا روکش آن نصب شده باشد و سوراخ نصب شکسته شود، در این صورت روکش از طریق یک صفحه در ماشین تراش و میل لنگ در دستگاه حفاری کاردینگ و قطر آن محکم می شود. سوراخ نصب حدود 3 تا 4 میلی متر سوراخ می شود و پس از این کار، یک بوش تعمیری را در ناحیه حفره فشار دهید، که در آن قطر داخلی کمی بزرگتر است (با امکان تکمیل) و پس از پر کردن، قطر داخلی را سوراخ کنید. بوش برای مطابقت با قطر نژاد بیرونی بلبرینگ (شکل 1 را ببینید).
این روش بسیار متداول است، علیرغم این واقعیت که بسیاری از صنعتگران باید به دنبال کاردینات خسته کننده یا ماشین تراشو همچنین وسیله ای برای ایمن سازی دقیق قطعه بسازید. به علاوه اگر ضخامت فلز دیواره محفظه پس از سوراخ کردن نازک شود و استحکام کافی برای سوراخ یاتاقان ایجاد نکند، این روش مناسب نخواهد بود. و این بسیاری از افراد را متوقف می کند، و شما نمی توانید یک اپراتور ماشین صالح را در همه جا پیدا کنید.
برخی از "استادها" سعی می کنند فقط با مشت زدن به سطح نشیمنگاه این کار را انجام دهند، اما به سختی می توان امیدوار بود که چنین "تعمیر" برای مدت طولانی، معمولاً چند ساعت طول بکشد. از این گذشته، با این روش نژاد یاتاقان روی تمام سطح سوراخ نصب قرار نمی گیرد، بلکه فقط روی نواحی ریز (جوش ها) که دارای ناحیه کوچکی هستند قرار می گیرد. بله، و نواحی مهر و موم شده به سرعت در حین نصب بلبرینگ مچاله می شوند (مخصوصاً در یک میل لنگ آلومینیومی نرم)، و مسابقه بلبرینگ دوباره شروع به آویزان شدن و چرخش می کند.
در دسترس ترین و راه های موثرتعمیر، این زمانی است که سوراخ یاتاقان بزرگ شده اصلا لمس نمی شود، بلکه فقط ضخامت نژاد بلبرینگ را افزایش می دهد. و همچنین چندین راه در اینجا وجود دارد، این سمپاشی فلز با نصب های خاص است که هنوز هم بسیار کم است، این پوشش کروم نگهدارنده است، و روکش روی نگهدارنده که در خانه قابل دسترسی تر است، که قبلاً در مورد آن نوشتم. (لینک بالا در متن).
اما یک راه کم شناخته شده، اما بسیار ساده دیگر برای افزایش اندازه هر دور وجود دارد قسمت فلزی، و در در این موردمسابقات بلبرینگ، که انجام آن در خانه، گاراژ و حتی در هنگام مسافرت (در کنار جاده) دشوار نیست. علاوه بر این، هیچ مدرک خاصی یا مهارت پنهانی مورد نیاز نیست و هر راننده ای که بتواند کاپوت ماشین خود را باز کند، به راحتی با این عملیات ساده کنار می آید، به خصوص اگر یک دستیار کمک کند.
اصل گسترش فلز با این به روشی ساده، بر اساس اصل عملیات جوشکاری تماسی. و برای کار ما فقط به چند فنر نیاز داریم ، به عنوان مثال از Moskvich یا Volga ، چند تکه سیم ضخیم (کابل های دارای گیره تمساح برای "روشن کردن" مناسب هستند) و یک باتری خوب شارژ شده یا ترانسفورماتور جوشکاری(یک شارژر راه اندازی قدرتمند نیز ممکن است کار کند).
1 - باتری، 2 - فنر، 3 - بلبرینگ، 4 - میز با پایه.
و برای افزایش قطر دور بیرونی یاتاقان، این بلبرینگ باید بین دو فنر غلت بخورد و به فنرها متصل شود. برق(شکل 3 را ببینید). و همانطور که قبلاً گفتم فنرهای خودروهای داخلی ما مناسب هستند ، اما اگر بلبرینگ بسیار بزرگتر باشد ، مثلاً از یک کامیون ، باید عرض فنرها را از همان کامیون گسترده تر انتخاب کنید (می توانید فنرهای قدیمی پیدا کنید در نقاط جمع آوری ضایعات فلزی یا در نمایندگی های خودرو).
طول فنرها به قطر بلبرینگ نیز بستگی دارد، اما به عنوان یک قاعده، طول یک فنر حدود یک متر است و دومی را می توان تا نیم متر برش داد (این کار کار را راحت تر می کند). ما هر فنر را با یک کابل به قطعات قطب باتری یا ترانسفورماتور متصل می کنیم و از تماس خوب اطمینان می دهیم.
می توانید از ترمینال های ماشین برای اتصال محکم کابل ها به باتری استفاده کنید و می توانید کابل ها را با استفاده از پیچ و مهره و واشر یا گیره های تمساح قدرتمند (مانند موارد جوشکاری) به فنرها ببندید. علاوه بر این، قطبیت هنگام اتصال فنرها می تواند هر نوع باشد.
a - ضخامت روکش 0.1 میلی متر، b - ضخامت روکش 0.25 میلی متر، ج - ضخامت روکش 0.5 میلی متر.
نورد چندین بار انجام می شود و در همان زمان سطح مسابقه بیرونی به تدریج با تعداد زیادی غده کوچک جوش داده شده از فلز چشمه ها پوشانده می شود (عکس سمت چپ را ببینید). و کافی است چند غلتک انجام دهید و سطح مسابقه بیرونی بلبرینگ قبلاً به اندازه ای افزایش یافته است که نژاد دیگر در سوراخ شکسته خود آویزان نمی شود.
پوشیدن دستکش لاستیکی در انتهای فنر بالایی و چسباندن آنها با نوار چسب یا به سادگی آن را با نوار برق بپیچید مفید است. اگر در حین غلت زدن، فنر بالایی با انتهای خود به فنر پایینی برخورد کند، از اتصال کوتاه فنرها و آسیب به باتری جلوگیری می کند.
این اغلب در صورتی اتفاق می افتد که قطر بلبرینگ در حال بازسازی کوچک باشد. و اگر یاتاقان قطر بسیار کمی داشته باشد، هنگام کار برعکس، مفید است که فنر بالایی را با انحراف به سمت بالا بچرخانید.
هنگام کار با باتری، برای آسیب نرساندن به آن، به هیچ وجه از زنگ زدگی فنرها محافظت نکنید، زیرا زنگ زدگی دارای مقاومت اضافی است که از افزایش بیش از حد جریان جلوگیری می کند. اما در صورت تمایل می توانید یک رئوستات را نیز وصل کنید که با استفاده از آن می توان قدرت جریان مورد نیاز را به دقت انتخاب کرد.
اگر به جای باتری از ترانسفورماتور جوشکاری استفاده می شود، البته بهتر است از ترانسفورماتور با تنظیم جریان استفاده کنید. جریان جوشدر محدوده 100 تا 150 آمپر تنظیم می شود و هر چه جریان بیشتر باشد، فلز سریعتر رشد می کند، اما ذرات رسوب شده بزرگتر می شوند.
بنابراین، انتخاب یک زمین میانی مفید است تا ذرات فلز رسوبشده (آخالها) بزرگ نباشند و مجبور نباشید برای مدت طولانی سر و صدا کنید. می توانید ابتدا روی یک بلبرینگ بد تمرین کنید. اما به عنوان یک قاعده، برای افزایش طبیعی قطر یک یاتاقان 110 میلی متری 0.5 میلی متر، جریانی معادل 150 آمپر و حدود پنج دقیقه خنجر لازم است. و در عین حال، یاتاقان تنها تا 100 درجه گرم می شود، به این معنی که ساختار فلز آن تغییر نمی کند.
 همانطور که در عکس ها مشاهده می شود، سطح نگهدارنده بعد از خنثی کردن ظاهری تا حدی خشن دارد که حتی بهتر است، زیرا دیگر هرگز در سوراخ خود نمی چرخد (چسبندگی سطح ناصاف بهتر از سطح صاف است) . اما با این حال، اگر کسی بخواهد سطح نژاد بیرونی را از این طریق به حالت صاف کارخانه بازگرداند، می توان روکش را دو برابر ضخیم تر کرد (به جای 0.5 میلی متر، 1 میلی متر). و پس از آن، یاتاقان را به یک ترنر بدهید، که مسابقه را تا زمانی که صاف شود، جلا می دهد و حدود 0.5 میلی متر را از سطح جدا می کند.
همانطور که در عکس ها مشاهده می شود، سطح نگهدارنده بعد از خنثی کردن ظاهری تا حدی خشن دارد که حتی بهتر است، زیرا دیگر هرگز در سوراخ خود نمی چرخد (چسبندگی سطح ناصاف بهتر از سطح صاف است) . اما با این حال، اگر کسی بخواهد سطح نژاد بیرونی را از این طریق به حالت صاف کارخانه بازگرداند، می توان روکش را دو برابر ضخیم تر کرد (به جای 0.5 میلی متر، 1 میلی متر). و پس از آن، یاتاقان را به یک ترنر بدهید، که مسابقه را تا زمانی که صاف شود، جلا می دهد و حدود 0.5 میلی متر را از سطح جدا می کند.
با استفاده از روشی که در این مقاله توضیح داده شد، نشیمنگاه یاتاقان هایی که در جای خود چرخیده بودند نه تنها ترمیم شدند. ماشین های سواریهر دو موتور سیکلت، و همچنین کامیون، و مقدار زیادی پول صرفه جویی شد، زیرا دیگر نیازی به تعویض میل لنگ یا عقب، توپی یا بلوک موتور نبود، این چیزی است که من برای شما آرزو می کنم. همگی موفق باشید.
انتخاب فرود صحیححصول اطمینان از تمیزی و تحمل ابعادی مورد نیاز سطوح باربر، عامل کلیدی تضمین دوام و قابلیت اطمینان مکانیزم ها است.
تناسب صحیح مهمترین شرط برای عملکرد بلبرینگ است.
بر اساس ویژگی های عملکرد بلبرینگ، حلقه ای که می چرخد باید بدون حرکت و با کشش به سطح نگهدارنده ثابت شود و حلقه بی حرکت باید با حداقل شکاف و نسبتا آزادانه در سوراخ قرار گیرد.
نصب حلقه دوار با تداخل از چرخش آن جلوگیری می کند، که می تواند منجر به سایش سطح نگهدارنده، خوردگی تماس، عدم تعادل یاتاقان ها، شعله ور شدن تکیه گاه و گرم شدن بیش از حد شود. بنابراین، اساسا، یک یاتاقان بر روی شفتی نصب می شود که تحت بار کار می کند.
برای یک حلقه ثابت، یک شکاف کوچک حتی مفید است، و توانایی چرخاندن آن بیش از یک بار در روز، سایش سطح نگهدارنده را یکنواخت تر می کند و آن را به حداقل می رساند.

اصطلاحات اساسی
بیایید نگاهی دقیقتر به اصطلاحات و مفاهیم پایهای که تناسب بلبرینگ را تعریف میکنند بیاندازیم. مهندسی مکانیک مدرن بر اساس اصل تعویض پذیری استوار است. هر قطعه ای که طبق یک نقشه ساخته شده است باید در مکانیزم نصب شود، وظایف خود را انجام دهد و قابل تعویض باشد.
برای انجام این کار، نقاشی نه تنها ابعاد، بلکه حداکثر و حداقل انحراف از آنها، یعنی تحمل ها را نیز تعیین می کند. مقادیر تحمل استاندارد شده است سیستم یکپارچهبرای تلورانس ها، فرودهای ESDP، تقسیم بر درجه دقت (کیفیت)، در جداول آورده شده است.

آنها همچنین می توانند در جلد اول کتاب راهنمای طراح مکانیک Anuriev و GOSTs 25346-89 و همچنین 25347-82 یا 25348-82 یافت شوند.
طبق GOST 25346-89، 20 درجه دقت تعریف شده است، اما در مهندسی مکانیک معمولا از 6 تا 16 استفاده می شود. علاوه بر این، هرچه عدد کیفیت کمتر باشد، دقت بالاتری دارد. برای فرود بلبرینگ و غلتک، 6.7، کمتر 8 صلاحیت مرتبط است.

در همان شرایط، اندازه تحمل یکسان است. اما انحراف بالا و پایین اندازه از مقدار اسمی متفاوت است و ترکیب آنها روی شفت ها و سوراخ ها برازش های متفاوتی را ایجاد می کند.
تناسب هایی وجود دارند که ترخیص، تداخل، و تناسب های انتقالی را تضمین می کنند که هم حداقل فاصله و هم حداقل تداخل را اجرا می کنند. فرودها با حروف کوچک لاتین برای شفت ها، حروف بزرگ برای سوراخ ها و تعدادی نشان دهنده کیفیت، یعنی درجه دقت تعیین می شوند. عناوین فرود:
- با فاصله a، b، c، d، e، f، g، h.
- js انتقالی، k، m، n;
- با تداخل p، r، s، t، u، x، z.
طبق سیستم سوراخ، برای همه گریدها دارای تلرانس H است و ماهیت تناسب با تلرانس شفت تعیین می شود. این راهکار کاهش تعداد گیج های کنترلی و ابزار برش مورد نیاز را ممکن می سازد و در اولویت قرار دارد. اما در برخی موارد از سیستم شفت استفاده می شود که شفت ها دارای تلرانس h هستند و تناسب با ماشین کاری سوراخ حاصل می شود. و دقیقاً چنین موردی چرخش حلقه بیرونی یک بلبرینگ است. نمونه ای از چنین طراحی، غلتک های کششی یا درام های تسمه نقاله است.

انتخاب مناسب یاتاقان
از جمله پارامترهای اصلی که تناسب یاتاقان ها را تعیین می کند:
- ماهیت، جهت، بزرگی بار وارد بر بلبرینگ؛
- دقت بلبرینگ؛
- سرعت چرخش؛
- چرخش یا بی حرکتی حلقه مربوطه.
شرط کلیدی که فرود را تعیین می کند، بی حرکتی یا چرخش حلقه است. برای یک حلقه ثابت، تناسب با فاصله کمی انتخاب می شود و چرخش تدریجی آهسته یک عامل مثبت در نظر گرفته می شود که سایش کلی را کاهش می دهد و از سایش موضعی جلوگیری می کند. حلقه دوار باید با کشش قابل اعتمادی قرار گیرد که از چرخش نسبت به سطح نشیمنگاه جلوگیری کند.
عامل مهم بعدی که باید با تناسب یاتاقان بر روی شفت یا سوراخ مطابقت داشته باشد، نوع بارگذاری است. سه نوع کلیدی بارگذاری وجود دارد:
- گردش زمانی که حلقه نسبت به بار شعاعی که دائماً در یک جهت عمل می کند می چرخد.
- محلی برای حلقه ثابت نسبت به بارگذاری شعاعی.
- نوسانی با بار شعاعی که نسبت به موقعیت حلقه در نوسان است.

با توجه به درجه دقت بلبرینگ ها، به ترتیب افزایشی، آنها با پنج کلاس 0،6،5،4،2 مطابقت دارند. برای مهندسی مکانیک با بارهای کم و متوسط، به عنوان مثال برای گیربکس ها، کلاس 0 رایج است که در تعیین یاتاقان ها نشان داده نشده است. برای الزامات دقت بالاتر، درجه شش استفاده می شود. در سرعت های بالاتر 5.4 و فقط در موارد استثنایی دوم. مثال کلاس ششم 6-205.

در فرآیند طراحی واقعی ماشین، تناسب بلبرینگ بر روی شفت و در محفظه مطابق با شرایط عملیاتی با استفاده از جداول ویژه انتخاب می شود. آنها در جلد دوم کتاب راهنمای مهندس مکانیک واسیلی ایوانوویچ آنوریف آورده شده است.

برای نوع بار محلی، جدول موارد زیر را پیشنهاد می کند.

در شرایط بارگذاری گردشی، هنگامی که نیروی شعاعی بر کل مسیر مسابقه وارد می شود، شدت بار در نظر گرفته می شود:
Pr=(k1xk2xk3xFr)/B، جایی که:
k1 - ضریب اضافه بار پویا؛
k2 - ضریب تضعیف برای یک شفت توخالی یا محفظه با دیواره نازک.
k3 - ضریب تعیین شده توسط تأثیر نیروهای محوری.
Fr - نیروی شعاعی.
مقدار ضریب k1 با اضافه بارهای کمتر از یک و نیم برابر، ارتعاشات و ضربه های خفیف برابر با 1 و با اضافه بار احتمالی یک و نیم تا سه برابر، ارتعاشات قوی، ضربه ها k1 = 1.8 در نظر گرفته می شود.
مقادیر k2 و k3 از جدول انتخاب می شوند. علاوه بر این، برای k3، نسبت بار محوری به شعاعی، که با پارامتر Fc/Fr x ctgβ بیان میشود، در نظر گرفته میشود.

تناسب بلبرینگ مربوط به ضرایب و پارامتر شدت بار در جدول آورده شده است.

رفتار صندلی هاو تعیین یاتاقان بر روی نقشه ها.
نشیمنگاه یاتاقان روی شفت و محفظه باید دارای پخ های پیشرو باشد. زبری صندلی:
- برای ژورنال شفت با قطر تا 80 میلی متر برای یاتاقان کلاس 0 Ra=1.25 و با قطر 80...500 میلی متر Ra=2.5.
- برای ژورنال شفت با قطر تا 80 میلی متر برای یاتاقان کلاس 6.5 Ra=0.63 و با قطر 80...500 میلی متر Ra=1.25;
- برای سوراخ در محفظه با قطر تا 80 میلی متر برای یاتاقان کلاس 0 Ra = 1.25 و با قطر 80 ... 500 میلی متر Ra = 2.5.
- برای سوراخ در محفظه با قطر تا 80 میلی متر برای یاتاقان کلاس 6,5,4 Ra=0.63 و با قطر 80...500 میلی متر Ra=1.25.
این نقاشی همچنین نشان دهنده انحراف شکل صندلی یاتاقان و خروجی انتهایی شانه ها برای حمایت از آنها است.
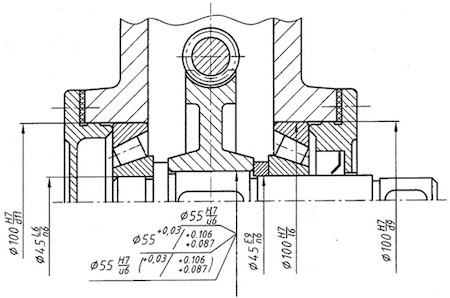
نمونه ای از نقاشی که تناسب یاتاقان بر روی شفت F 50 k6 و انحرافات شکل را نشان می دهد.

مقادیر انحراف شکل بسته به قطر یاتاقان بر روی شفت یا محفظه و دقت بلبرینگ از جدول گرفته می شود.

نقشه ها قطر شفت و محفظه مناسب را نشان می دهد، به عنوان مثال، F20k6، F52N7. در نقشه های مونتاژ می توانید به سادگی اندازه را با تلورانس در تعیین حروف نشان دهید ، اما در نقشه های قطعات توصیه می شود به جز تعیین نامهارائه تلورانس و بیان عددی آن برای راحتی کارگران. ابعاد در نقشه ها بر حسب میلی متر و مقدار تحمل بر حسب میکرومتر نشان داده شده است.
صندلی ها اغلب قابل تعمیر نیستند و سپس این سوال مطرح می شود که قطعه مربوط به بلبرینگ و که پارامترهای اسمی صندلی را از دست داده است جایگزین شود. گزینه مشابهتعمیرات از نظر اقتصادی کاملا غیر ممکن است. راه حل در این شرایط تعمیر با استفاده از فناوری Dimet است.
نمونه هایی از تعمیر صندلی ها به روش پاشش دینامیک گاز سرد را بررسی می کنیم.
صندلی بلبرینگ توپی موتور سیکلت.
عیب صندلی این است که حلقه بیرونی یاتاقان در حین کار می چرخد که بارهای اضافی را روی محور حلقه داخلی و خود یاتاقان وارد می کند.

تصویر 1. صندلی برای مسابقه بلبرینگ بیرونی روی چرخ موتور سیکلت کراس کانتری.
برای رفع این مشکل لازم است یک لایه فلز به قطر داخلی هاب اضافه شود. هاب ساخته شده است آلیاژ آلومینیوم. قبل از اعمال ترکیب، سطح را با ترکیب ساینده K-00-04-16 پیش درمان می کنیم. اعمال یک لایه اضافی در حالت سوم دستگاه Dimet-405 انجام می شود. سمپاشی با ذخیره انجام می شود. پردازش نهایی پوشش در تغذیه کم برش با سرعت بالا انجام می شود.


تصویر 2. مراحل تعمیر (الف - لایه آلومینیوم اعمال شده با ذخیره، ب - آخرین نسخهصندلی آماده)
صندلی نیم حلقه میل لنگ
نشیمنگاه نیمه رینگ ریموت میل لنگ بلوک سیلندر چدنی مرسدس بنز با استفاده از فناوری Dimet تعمیر شد. پردازش نهایی با کاتر مخصوص انجام شد.


صندلی بلبرینگ چرخ
تعمیر صندلی توپی چدنی فورد با استفاده از یک لایه آلومینیومی به اندازه 0.3 میلی متر انجام شد. این دستکاری ها کشش لازم را در اتصال ایجاد کرد.


تصویر 1. مراحل تعمیر (الف – اولیه، ب – نهایی)
صندلی بلبرینگ موتور الکتریکی
تعمیر صندلی های بلبرینگ در محفظه موتور الکتریکی با استفاده از دستگاه ترکیب آلومینیومی، حالت پاشش - "3" انجام شد. تصاویر مراحل تعمیر را نشان می دهند.
صاحبان پتنت RU 2296660:
این اختراع مربوط به زمینه مهندسی مکانیک، یعنی روشهایی برای بازیابی صندلیهای یاتاقانهای غلتشی است. مجموعه بلبرینگ برچیده می شود و سطح صندلی ها در هنگام استفاده از یاتاقان ها تغییر شکل می دهند با محلول ها درمان می شود. یک ماده ترمیم مذاب که در دمای 70 درجه سانتیگراد متبلور می شود و در دمای بالاتر از 340 درجه سانتیگراد ذوب می شود، روی سطح تغییر شکل صندلی های بلبرینگ که با محلول ها درمان شده اند اعمال می شود. مواد ترمیم دارای خواص چسبناک و ویژگی های استحکام مکانیکی مطابق با مواد صندلی های بلبرینگ است. سپس بلبرینگ در روغن تا دمای 80-90 درجه سانتیگراد گرم می شود. مجموعه بلبرینگ با نصب یاتاقان گرم شده روی صندلی های آن مونتاژ می شود. در نتیجه هزینه ها کاهش می یابد و شدت نیروی کار کاهش می یابد. تعمیر کار.
این اختراع مربوط به رشته مهندسی مکانیک و سایر صنایع است که در آن یاتاقان های غلتشی تحت بارهای سنگین استفاده می شود که منجر به تغییر شکل صندلی های یاتاقان نورد می شود.
روش شناخته شده ای برای بازیابی میل لنگ فرسوده وجود دارد که در آن ژورنال ها به صورت مکانیکی با نفوذ فناوری به بدنه سطح ترمیم شده در کل عرض بین گونه های ژورنال با تشکیل فیله ها و عملیات حرارتی بعدی میل لنگ پردازش می شوند. یک آستر فلزی جبران کننده سایش به شکل یک حلقه تقسیم شده یا حلقه های نیمه با جوش دادن مفاصل آنها به گردن های درمان شده محکم می شود. درز جوش در ناحیه ای قرار دارد که با 25 تا 50 درجه چرخش میل لنگ از نقطه مرگ بالا محدود شده است و درز دوم در هنگام استفاده از حلقه های نیمه، نسبت به حلقه اول با چرخش 180 درجه قرار می گیرد. جوش را تا دمایی خنک کنید محیط، ایجاد کشش حلقه شکاف 0.1 ... 0.15 میلی متر. هنگام استفاده از حلقه تقسیم، سوراخ هایی با قطر 5-7 میلی متر در آن ایجاد می شود. سوراخ حلقه شکاف با گردن شفت، که در مقابل جوش قرار دارد، ابتدا جوش داده می شود و سوراخ های باقیمانده به طور متقارن به هم نزدیک می شوند. درز جوش، که استحکام خستگی میل لنگ را تا سطح یک قطعه جدید افزایش می دهد و به طور همزمان ژورنال های فرسوده را به اندازه اسمی باز می گرداند.
روش شناخته شده ای برای تعمیر مجموعه بلبرینگ وجود دارد که شامل جداسازی قطعات، عیب یابی قطعات، مونتاژ به شکل نصب بر روی سطح نشیمن حلقه بیرونی یک یاتاقان فرسوده دو صفحه و مونتاژ به صورت قطری موضعی است. ضخامت صفحات با فرمول Sc=Sr+Su تعیین می شود که در آن Sc ضخامت کل صفحات است. Sr - فاصله شعاعی در یاتاقان فرسوده. سو - شکاف در اتصال بین سوراخ محفظه و حلقه بیرونی یاتاقان با در نظر گرفتن سایش. طول هر صفحه محلی با محاسبه تعیین می شود.
از معایب این روش می توان به هزینه های بالا و شدت نیروی کار تعمیرات اشاره کرد.
روشی شناخته شده برای بازیابی سطوح فرسوده شفت های بلبرینگ کشویی وجود دارد که شامل گرم کردن ناحیه سخت شده یک قطعه با ماده اتصال دهنده ای است که قبلاً روی آن اعمال شده است (مثلاً از خمیر ساخته شده از مواد جوش داده شده) در جریان فرکانس بالا. سلف تا ذوب شدن ماده اتصال و رسوب در محل سایش قطعه، جبران سایش آن است، مشخصه آن این است که با گرم کردن سطح فرسوده قطعه تا دمای 50-100 درجه سانتیگراد بالاتر از دما انجام می شود. نقطه بحرانی AC 3 و سپس خنک کردن سطح رسوب شده قسمت فرسودهبا سرعت سخت شدن آن، و ماده ای با نقطه ذوب که از دمای سخت شدن ماده محصول بیشتر نباشد به عنوان چسب استفاده می شود.
از معایب این روش می توان به هزینه های بالا و شدت نیروی کار تعمیرات اشاره کرد.
نزدیک ترین راه حل فنی اتخاذ شده برای نمونه اولیه، روش بازیابی میل لنگ با ایجاد سطح فرسوده یاتاقان های لغزنده است که با پوشش دادن ژورنال های محورهای اصلی و میله اتصال میل لنگ با بوش های شکاف ساخته شده از موادی با موادی که با آن ساخته شده است، محقق می شود. مقاومت در برابر سایش بالا، جوش داده شده در امتداد خط برش های خود در یک اتصال محکم به ژورنال های محور سطحی که قبل از تماس با بوش های شکاف روغن کاری شده اند. چسب مخصوصیا درزگیرها
عیب این روش هزینه زیاد و شدت کار کار است.
مقایسه راه حل پیشنهادی با نمونه اولیه و راه حل های مشابه شناخته شده از سطح فناوری موجود به ما امکان می دهد تا مطابقت آن را با معیارهای ثبت اختراع "تازه" و "گام اختراعی" مشخص کنیم.
نتیجه فنی اختراع ادعا شده کاهش هزینه ها و شدت کار تعمیر برای بازیابی صندلی های یاتاقان های غلتشی است.
این نتیجه فنی با این واقعیت به دست می آید که روش بازیابی صندلی های بلبرینگ شامل برچیدن مجموعه بلبرینگ، درمان سطح صندلی های تغییر شکل یافته در هنگام استفاده از یاتاقان ها با محلول ها و مونتاژ مجموعه بلبرینگ است، در حالی که، طبق اختراع یک ماده متبلور به سطح تغییر شکل یافته صندلی های یاتاقان اعمال می شود که با محلول های دمای 70 درجه سانتیگراد و یک ماده کاهنده مذاب که در دمای بالاتر از 340 درجه سانتیگراد ذوب می شود با خواص ویسکوزیته و ویژگی های استحکام مکانیکی مربوط به ماده مورد استفاده قرار می گیرد. صندلی های بلبرینگ، سپس یاتاقان در روغن تا دمای 80-90 درجه سانتیگراد گرم می شود و مجموعه بلبرینگ با نصب یک یاتاقان گرم شده در صندلی های آن مونتاژ می شود.
ماهیت روش پیاده سازی به شرح زیر است.
مذابی از مواد متالایز ترمیمی بر روی سطح تغییر شکل یافته صندلی یاتاقان که با محلول های مخصوص درمان شده است، اعمال می شود و سپس یاتاقان گرم شده در روغن روی صندلی آن نصب می شود. یاتاقان تا دمای 80-90 درجه سانتیگراد گرم می شود و در نتیجه گرم شدن مواد ترمیم را تا دمای 70 درجه سانتیگراد تضمین می کند که در آن دومی متبلور شده و استحکام و ویژگی های مکانیکی مواد صندلی را به دست می آورد.
روش پیشنهادی کاهش زمان از کار افتادگی تجهیزات، هزینهها و شدت نیروی کار را در هنگام بازیابی صندلیهای یاتاقانهای غلتشی ممکن میسازد.
ادبیات
1. اختراع RF شماره 94019772. پونوروفسکی A.A. پونوروفسکی A.A. روشی برای بازسازی میل لنگ و یاتاقان های ساده آنها. IPC V23R 6/00. سریع. 26.05.1994. انتشار 1996.09.10. Reg. شماره 94019772/02.
2. ثبت اختراع RF شماره 2235009. روش تعمیر مجموعه بلبرینگ. / Usov V.V. سرگین A.A. تیموشنکو A.N. سرگینا وی.وی. IPC V23R 6/00. سریع. 21.02.2001. انتشار 20.09.2002. Reg. شماره 2001105022/02.
3. اختراع RF شماره 2189298. روش تعمیر واحد بلبرینگ / Usov V.V. سرگین A.A. تیموشنکو A.N. سرگینا وی.وی. IPC V23R 6/00. سریع. 21.02.2001. انتشار 2002.09.20. Reg. شماره 2001105022/02.
4. اختراع RF شماره 95117550. روشی برای بازیابی سطوح نشیمن فرسوده شفت برای یاتاقان های ساده. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. سریع. 17.10.1995. انتشار 20.10.1997. Reg. شماره 95117550/02.
5. اختراع RF شماره 2105650. روشی برای بازیابی سطوح نشیمن فرسوده شفت - بلبرینگ های ساده. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. سریع. 17.10.1995. انتشار 27.02.1998. Reg. شماره 95117550/02.
روشی برای بازگرداندن صندلی های بلبرینگ، از جمله جدا کردن مجموعه بلبرینگ، درمان سطح صندلی های تغییر شکل یافته در هنگام استفاده از یاتاقان ها با محلول ها و مونتاژ مجموعه بلبرینگ، با مشخصه این که یک ماده متبلور که در دمای 70 درجه سانتی گراد متبلور شده و ذوب می شود. در دمای بالاتر روی سطح تغییر شکل نشیمنگاههای بلبرینگ که با محلولهای کاهنده مذاب 340 درجه سانتیگراد با ویژگیهای چسبناک و ویژگیهای مقاومتی-مکانیکی مربوط به مواد صندلیهای یاتاقان درمان شده است، اعمال میشود، سپس یاتاقان در روغن گرم میشود. دمای 80-90 درجه سانتیگراد و مجموعه بلبرینگ با نصب یاتاقان گرم بر روی صندلی های آن مونتاژ می شود.
اختراعات مشابه:
این اختراع مربوط به فناوری بازسازی یا تقویت سطوح فرسوده قطعات فولادی، عمدتاً واگنهای مسافری و باری راهآهن با استفاده از قوس الکتریکی است.
این اختراع مربوط به زمینههای مهندسی مکانیک و تعمیر قطعات ماشینآلات است و میتوان از آن برای بازیابی و بهبود قابلیت اطمینان واحدهای "پین پین سوراخ" تیرهای محور جلوی خودروها استفاده کرد.
این اختراع مربوط به روش های شیمیایی و فیزیکی محافظت در برابر خوردگی است و می تواند در صنعت نفت و گاز استفاده شود، یعنی برای تعمیر و ترمیم کلید اندازه گیری گروهی چند گذر پایین چاه در معرض خوردگی.
این اختراع مربوط به زمینه روش های پردازش ترمیمی و تقویتی در مهندسی مکانیک است، یعنی به فناوری و تجهیزاتی که در فرآیند پردازش اولتراسونیک بخش رزوه ای مخروطی خارجی یا داخلی اجزای یک ستون نفتی مانند لوله، حفاری و ... استفاده می شود. پوششیا مانند یک زیر و یک کوپلینگ که از طریق آن لوله ها به یک ستون روغن متصل می شوند
این اختراع مربوط به زمینه روش های پردازش ترمیمی و تقویتی در مهندسی مکانیک است، یعنی فناوری و تجهیزاتی که در فرآیند پردازش اولتراسونیک بخش رزوه ای مخروطی خارجی یا داخلی اجزای یک ستون نفتی مانند لوله، مته و لوله پوششی یا مانند یک زیر و یک کوپلینگ که از طریق آن لوله ها به یک ستون روغن متصل می شوند
این اختراع مربوط به زمینه روشهای پردازش ترمیمی و تقویتی در مهندسی مکانیک است، یعنی به فناوری و تجهیزاتی که در فرآیند پردازش اولتراسونیک بخش رزوهدار خارجی یا داخلی قطعات، عمدتاً اجزای یک ستون نفتی مانند لوله، استفاده میشود. لوله های حفاری و پوشش، یا مانند یک زیر و یک کوپلینگ، که از طریق آن لوله ها به ستون نفت متصل می شوند.
این اختراع مربوط به زمینه مهندسی مکانیک است، یعنی روش هایی برای بازیابی صندلی های یاتاقان های غلتشی