Opis tehnologije varjenja z argonom. Varjenje z argonom - tehnologija in video lekcije za začetnike
Baker itd.), Ki jih praktično ni mogoče spojiti s tradicionalno opremo, zato se argonsko obločno varjenje uspešno uporablja za ustvarjanje enodelnih struktur iz teh materialov. Varjenje argona z lastnimi rokami se izvaja s standardno opremo ali z uporabo domače enote in zahteva določene veščine in znanja, brez katerih je postopek obsojen na neuspeh. Gorilnik za varjenje z argonom
Značilnosti varjenja z argonom
Pri argonsko obločnem varjenju postopek poteka v okolju inertnega plina (argon), ki ščiti spojne površine pred oksidacijo in s tem izboljša kakovost zvara. se lahko izvaja v ročnem in avtomatskem načinu z uporabo nepotrošljive in potrošne elektrode.
Volframov element se navadno uporablja kot neporabna elektroda pri argonsko obločnem varjenju, saj je zelo ognjevzdržen material. S to metodo varjenja je mogoče zanesljivo spajati materiale, ki jih je s tradicionalnimi metodami zelo težko variti, in celo različne dele.
Značilnosti tehnologije varjenja z argonom
Za samozavestno in produktivno delo morate vedeti, kako variti z argonom in se držati nekaterih pravil, katerih izvajanje bo močno olajšalo postopek in vam omogočilo doseganje visokokakovostnih zvarov.
Varjenje z argonom z lastnimi rokami vključuje ustvarjanje močnega in zanesljivega šiva, zato zahteva večjo pozornost pri delu.
- Neuporabna elektroda naj bo čim bližje površini, ki jo je treba variti, da se ustvari najkrajša možna dolžina obloka. Ko se lok poveča, se globina prodiranja kovine zmanjša in širina šiva se poveča, kar pomeni, da trpi kakovost.
- Običajno se med varjenjem z argonom izvede samo eno gibanje, ki je usmerjeno vzdolž osi šiva. Odsotnost pogostih prečnih premikov omogoča ustvarjanje ožjega in estetsko privlačnega šiva, kar razlikuje to tehnologijo od uporabe oplaščenih elektrod.
- Da bi preprečili nasičenost zvarjenih površin z dušikom in dušikom v zraku, je treba paziti, da sta elektroda, ki se ne porablja, in polnilna žica v zaščitnem območju argona.
- Pri močnem podajanju varilne žice opazimo aktivno brizganje kovine. Da preprečite ta proces, je treba žico podajati zelo gladko, kar lahko dosežete s prakso.
- Eden od pokazateljev kakovosti zvara je njegova prebojnost, ki jo lahko ocenimo po obliki, ki jo tvori zvar. O dobrem preboju lahko sodimo po podolgovati v smeri varjenja varilni bazen, medtem ko ovalna ali okrogla oblika kaže na nezadostno prebojnost površine.
- Pri varjenju z neplačljivo elektrodo je treba polnilno žico položiti pod kotom glede na površino, ki jo varimo pred gorilnikom, pri čemer se izogibamo prečnim tresljajem. Tako je lažje zagotoviti enakomeren in ozek zvar.
- Krater je ob koncu dela varjen z zmanjšanjem jakosti toka z reostatom (nepravilno je prekiniti delo s prekinitvijo loka, umikom gorilnika, saj se zaščita šiva močno zmanjša). Običajno se dovod plina (argona) prekine 7 - 10 sekund po končanem delu, dovod plina v priključno območje pa je treba začeti 15 - 20 sekund pred začetkom procesa.
- Pred začetkom varjenja je treba površine delov očistiti oksidov in umazanije z mehanskimi ali kemičnimi sredstvi ter jih tudi razmastiti.
 Princip varjenja z argonom
Princip varjenja z argonom Parametri načina za varjenje z argonom
Varjenje argona z lastnimi rokami bo potekalo na visoki ravni, če izberete optimalne načine, ki bodo zagotovili najučinkovitejši postopek.
- Polarnost in smer toka sta izbrana glede na lastnosti kovine, ki jo varimo. Običajno se pri delu z osnovnimi jekli in zlitinami uporablja enosmerni tok ravne polarnosti. Zaželeno je variti aluminij, magnezij in berilij z obratno polarnostjo, kar pospešuje hitrejše uničenje oksidnega filma.
- Nastavljen varilni tok je odvisen od znamke in sestave materialov, premera volframove elektrode, pa tudi od polarnosti toka. Natančne podatke o načinu za rešitev določenega problema je treba izbrati iz referenčnih materialov ali na podlagi lastnih izkušenj.
- Napetost loka je v celoti odvisna od njegove dolžine, zato je priporočljivo, da delo opravite z ustvarjanjem minimalnega loka, s čimer dosežete zmanjšanje napetosti. Ko se dolžina loka poveča, se napetost poveča in kakovost šiva se poslabša.
- Hitrost pretoka inertnega plina je treba nastaviti tako, da se ustvari laminarni tok, ki bo popolnoma zaščitil varjene površine pred oksidacijo.
 Načini varjenja kovin
Načini varjenja kovin Izbira optimalnih načinov je precej zapleten proces, zato mora usposabljanje za argonsko obločno varjenje izvajati izkušen strokovnjak, ki ima teoretično znanje in praktične veščine pri opravljanju takšnega dela.
Nadgradnja običajnega varilnega stroja za uporabo argona
Pogosto se argonsko varjenje z lastnimi rokami izvaja z uporabo nestandardnega, to je stroja, prilagojenega za reševanje specifičnih težav. Za zagotavljanje kakovosti dela bosta potrebni dve dodatni enoti, ki bosta pripomogli k kvalitetni izvedbi procesa.
- Oscilator je naprava, ki se uporablja za brezkontaktni vžig električnega obloka. Ohranja stabilno razelektritev obloka pri delovanju v načinih, ki zahtevajo uporabo izmeničnega toka. Ker je vžig obloka med argonsko-obločnim varjenjem iz več razlogov nemogoč z neposrednim dotikom elektrode na delovno površino, oscilator ustvari visokonapetostno razelektritev (4 - 8 kW), ki prebije obločno režo.
- Balastni reostat se uporablja za uravnavanje jakosti toka in izbiro optimalnih parametrov pri varjenju delov iz različnih materialov. Pri varjenju aluminija z izmeničnim tokom je priporočljivo regulirati reostat v zelo ozkih mejah (15-20%), saj še vedno ne bo mogoče kompenzirati komponente enosmernega toka.
Prednosti in slabosti varjenja z argonom
S postopkom se lahko pobliže seznanite z ogledom varjenja z argonom (video), ki prikazuje tehnike za nastavitev opreme in metode za spajanje različnih površin.
Prednosti:
- območje ogrevanja osnovne kovine je zelo majhno, kar ohranja prvotno obliko obdelovancev;
- argon je inertni plin, katerega specifična teža je težja od zraka, zato zanesljivo ščiti varjene površine pred vplivi okolja;
- visoka toplotna moč loka vam omogoča povečanje hitrosti dela;
- zaradi preprostosti tehničnih tehnik je ta metoda varjenja splošno dostopna;
- sposobnost varjenja delov, ki jih ni mogoče povezati na noben drug način, s čimer dobite čist in estetski šiv.
Napake:
- možnost nepopolne zaščite šivov pri delu v močnem vetru ali prepihih, saj del argona morda ne doseže predvidenega cilja;
- pri delu z visokoamperskim lokom je bolje uporabiti dodatno hlajenje;
- precej zapletena oprema, ki se uporablja za delo, in nekaj težav pri fini nastavitvi.
Za podrobnejši uvod v postopek si oglejte, kako kuhati z argonom (video), ki jasno prikazuje vse značilnosti postopka, in se seznanite tudi s potrebno opremo.
Nerjaveče jeklo, baker, titan, aluminij, bron, druge neželezne kovine in legirana jekla so vse kovine, katerih delov ni mogoče preprosto zvariti skupaj. Toda v vsakdanjem življenju obstajajo različne situacije: včasih morate zvariti cevi iz nerjavečega jekla, včasih morate zvariti avtomobilske dele iz aluminija ali pa morate samo zvariti zlomljeno nogo iz bronaste figurice. Zgoraj naštete kovine bodo zahtevale poseben pristop - argonsko obločno varjenje, katerega delo ni poceni, če ne celo "grize", če ga naročite pri strokovnjaku. Zato se lastnikom postavlja vprašanje: ali je mogoče variti z argonom z lastnimi rokami in kaj je za to potrebno. Če še nikoli niste varili ničesar, potem nikakor ne smete začeti z varjenjem barvnih kovin; to je boleče delovno intenziven in zapleten postopek, zasnovan za določeno znanje strokovnjaka in njegove izkušnje. Če pa imate izkušnje s konvencionalnim obločnim varjenjem in ste prepričani v svoje sposobnosti, potem so informacije iz tega članka za vas.
Varjenje z argonom: tehnologija in splošna načela
Argonsko obločno varjenje je nekakšen hibrid električnega (obločnega) varjenja in plinskega varjenja. Podobna je elektrovarilni tehniki, saj uporablja električni oblok, plinski varilni tehniki pa, ker uporablja plin in podobna varilna dela.
Električni lok služi kot vir ogrevanja, prav on topi robove kovine, zaradi česar pride do varjenja.
Toda zakaj potrebujemo plin? argon? Dejstvo je, da med varjenjem barvne kovine in legirana jekla oksidirajo pri interakciji s kisikom ali pa nanje negativno vplivajo druge nečistoče v zraku, zaradi tega se izkaže, da je zvar krhek, napolnjen z mehurčki in aluminij na primer običajno gori v kisiku. Za zaščito kovine pred učinki različnih nečistoč in plinov se uporablja inertni plin argon. Ta plin je 38% težji od zraka, zato enostavno in hitro izpodriva kisik iz območja varjenja in zanesljivo izolira delovni bazen pred kakršnimi koli vplivi atmosfere. Dovajanje plina v območje varjenja je treba začeti 20 sekund pred vžigom obloka in prenehati 7 - 10 sekund po zaključku dela. Argon praktično ne reagira s kovino, ki jo varimo, in drugimi plini v območju gorenja obloka, zato ga imenujemo inerten. Obstaja pa tudi nekaj odtenkov: pri varjenju z obratno polarnostjo se elektroni zlahka ločijo od atomov argona, zaradi česar se celotno okolje argona spremeni v električno prevodno plazmo.
Varjenje z argonom je mogoče izvesti kot potrošno elektrodo, torej netaljiv, se kot slednja uporablja volframova elektroda, saj je ta material izjemno ognjevzdržen. Volfram se uporablja za izdelavo žarilnih nitk za sijalke. Premer in material elektrode sta v celoti odvisna od kovin, ki se spajajo, te kazalnike je mogoče zlahka najti v referenčnih knjigah.
Obstajajo tri vrste varjenja z argonom:
- RAD je ročno varjenje z argonom z netopno elektrodo.
- AMA - avtomatsko argonsko obločno varjenje z neuporabno elektrodo.
- AADP - avtomatsko argonsko obločno varjenje s potrošno elektrodo.
Če iščete že pripravljen aparat za varjenje z argon volframovo elektrodo, poiščite aparate TIG (Tungsten Inert Gas (Welding)). Tako se imenuje varjenje volframa v okolju inertnega plina.
Tehnologija varjenja TIG

Kaj je argonski varilni gorilnik? Njeno srce je volframova neporabljiva elektroda, ki naj štrli čez ohišje gorilnika le za 2 - 5 mm, ne več. Premer elektrode je izbran v skladu s tabelami glede na parametre varjenih materialov. Znotraj gorilnika je držalo, v katerega lahko vstavite in pritrdite elektrodo poljubnega premera.

Namestite okoli elektrode keramična šoba, iz njega bo tekel plin argon med varjenjem.
Za varjenje potrebujemo polnilna žica izdelan iz istega materiala kot deli, ki se varijo, njegov premer je izbran v skladu s tabelami.
Razmislimo o principu dela pri ročnem argonskem varjenju, ko sta tako gorilnik kot polnilna žica v rokah varilca.
Pred začetkom dela je treba površino varjenih delov očistiti oksidov, umazanije in maščob. To lahko naredimo mehansko ali kemično.
Najprej se na del, ki ga varimo, nanese tako imenovana "masa", kot pri običajnem obločnem varjenju. Če so deli premajhni, ga lahko postavite na železno delovno mizo ali kopalno kad. Polnilna žica ni vključena v električni tokokrog; dobavljena bo ločeno.
Varilec naj drži gorilnik v desni roki in polnilno žico v levi roki. Gorilnik naj ima gumb za dovod toka in plina, dovod plina vključite 20 sekund prej. Moč toka je izbrana glede na varjene materiale ali na podlagi osebnih izkušenj s poskusi in napakami. Gorilnik z elektrodo spustimo čim bližje površini kovin, ki jih varimo, idealna razdalja je 2 mm. Med konico elektrode in kovino nastane električni oblok, ki tali robove delov, ki jih varimo, in polnilno žico.
Kako poteka varjenje z argonom: fotografija - primer.


Pomembno! Neuporabno volframovo elektrodo je treba držati čim bližje površini kovin, ki jih varimo, da ustvarimo najkrajši možni oblok. Večji kot je lok, manjša je globina prodiranja kovine in širši ter manj estetski šiv. Z velikim lokom se napetost poveča in kakovost šiva se poslabša.
Počasi premikanje gorilnika vzdolž šiva, brez prečnih premikov, mora varilec postopoma podajati polnilno žico. Kakovost in natančnost nastalega šiva bosta odvisni od spretnosti mojstra.
Pomembno! Nenadno dovajanje polnilne žice povzroči brizganje kovine. Zato ga je treba postreči gladko in previdno, kar lahko dosežemo le z vajo. Najbolje je, da polnilno žico postavite pred gorilnik pod kotom glede na površino, ki jo želite variti, brez prečnih premikov. Tako boste zagotovili enakomeren in ozek šiv.

Upoštevajte, da vžiga obloka pri varjenju z neplačljivo elektrodo ni mogoče izvesti z dotikom površine, ki jo želite variti. In tukaj so razlogi:
- Visok ionizacijski potencial argona ne dovoljuje, da bi bila reža med površinami, ki jih je treba variti, in elektroda dobro ionizirana zaradi iskre iz kontakta. Pri varjenju s potrošno elektrodo je situacija nekoliko drugačna: ko se elektroda dotakne površine, se v varilnem območju pojavi železova para, katere ionizacijski potencial je precej (2,5-krat) nižji od potenciala argona, kar omogoča obloku biti vžgan.
- Zaradi dotika elektrode površine varjenih kovin postane umazana.
Za vžig obloka pri varjenju z argonom z neuporabno volframovo elektrodo se uporablja oscilator, ki je priključen vzporedno na vir energije.
Oscilator dovaja visokofrekvenčne visokonapetostne impulze na elektrodo, zaradi česar je obločna reža ionizirana. Če je frekvenca v omrežju običajno 55 Hz in napetost 220 V, jih oscilator pretvori in napaja napetost 2000 - 6000 V s frekvenco 150 - 500 kHz. To olajša vžig elektrode.

Za argonsko obločno varjenje ne zadošča običajen aparat za obločno varjenje, ampak ga lahko nadgradimo ali dopolnimo z drugimi potrebnimi elementi. Poglejmo, kaj potrebujemo za varjenje v argonu:
- Transformator. Primeren je navaden varilni transformator, ki se uporablja za obločno varjenje z napetostjo odprtega tokokroga 60 - 70 V. Seveda mora njegova moč ustrezati tehnološkim značilnostim procesa.
- Napajalni kontaktor, ki bo napajal varilno napetost na gorilnik.
- Oscilator. Zakaj je to potrebno, smo že ugotovili.
- Naprava, ki bo regulirala čas vpihovanja argona. Navsezadnje ga moramo prižgati vnaprej in tako, da se po končanem varjenju plin dovaja še 20 sekund.Za to zakasnitev potrebujemo regulator.
- Gorilnik za varjenje z argonom.
- Jeklenka argona, vedno z reduktorjem.
- Volframove elektrode, palice potrebnega premera.
- Pomožni transformator, ki se bo uporabljal za napajanje stikalnih naprav.
- Usmernik za napajanje stikalnih naprav z 24 V DC napetostjo.
- Elektroplinski ventil (24 V za DC ali 220 V za AC).
- Vklop/izklop rele za oscilator in kontaktor.
- Induktivno-kapacitivni filter, ki je potreben za zaščito varilnega transformatorja pred impulzi (visoka napetost), ki jih pošilja oscilator.
- Ampermeter za merjenje varilnega toka.
- Avtomobilski akumulator (55 - 75 Ah), delujoč ali pokvarjen, ni važno. Vključuje se zaporedno v električni tokokrog, da se zmanjša komponenta enosmernega toka, ki se neizogibno pojavi pri varjenju z izmeničnim tokom (več podrobnosti v strokovni literaturi).
- Očala za varjenje.
Vse elemente tega vezja lahko kupite na trgu in sestavite z lastnimi rokami, dobili boste domače argonsko varjenje, poleg tega pa je vezje mogoče veliko izboljšati, če imate ustrezno znanje.

Tudi naprave TIG lahko kupite že pripravljene, na katere lahko priključite plinsko jeklenko, gorilnik, ozemljitev in krmilne gumbe za gorilnik in dovod plina. Cena takšnih naprav se začne od 250 USD.
Različni načini varjenja z argonom
Za boljše varjenje kovin je treba izbrati pravilen način varjenja.
Polarnost in smer toka je treba izbrati glede na lastnosti kovin, ki jih varimo. Osnovna jekla in zlitine varimo z enosmernim tokom ravne polarnosti. Aluminij, berilij, magnezij in druge neželezne kovine je bolje variti z obratno polarnostjo ali izmeničnim tokom, kar pospešuje hitrejše uničenje oksidnega filma. Med varjenjem z enosmernim tokom prihaja do neenakomernega ustvarjanja toplote na anodi in katodi: 70 % na anodi in 30 % na katodi. Če želite minimalno segreti elektrodo in hkrati dobro stopiti izdelek, uporabite ravno polarnost.

Pomembno! Pri varjenju na izmenični tok oscilator po vžigu obloka preide v način stabilizatorja. Da bi preprečili deionizacijo obločne reže med spremembo polarnosti in zagotovili stabilno gorenje obloka, oscilator dovaja impulze v oblok v trenutku spremembe polarnosti.
Varilni tok je izbran glede na lastnosti kovin, ki jih varimo, in velikost delov, pa tudi elektrod. Moč toka lahko izberete iz tabel v referenčni literaturi ali pa to storite eksperimentalno.
Poraba argona neposredno odvisen od hitrosti dovajanja in hitrosti zračnih tokov. Če varjenje poteka v zaprtih prostorih brez prepiha, bo poraba minimalna. Varilna dela v pogojih močnega bočnega vetra zahtevajo povečanje razdalje med elektrodo in materialom, saj lahko pretok zraka prenaša argon, nato pa bodo kovinske površine nezaščitene. V takih primerih se uporabljajo posebne šobe (konfuzor) s fino mrežico.
Poleg argona včasih dodajo mešanici plinov kisik, približno 3-5%. Argon ne more zaščititi pred vlago, umazanijo in drugimi dodatki, ki se lahko pojavijo na površini delov, ki se varijo med taljenjem kovine. Kisik reagira s škodljivimi nečistočami, zaradi česar le-te ali izgorijo ali pa nastale spojine priplavajo na površje v zvarnem bazenu. Uporaba kisika je dober način za boj proti poroznosti zvara.
Značilnosti varjenja aluminija

Ko se aluminij segreje, se na njegovi površini pojavi ognjevzdržni film. Pri varjenju z obratno polarnostjo ali uporabi vira izmeničnega toka se lahko ta film uniči. Ko ima aluminijast del pozitiven naboj, pri varjenju z obratno polarnostjo ioni argona bombardirajo površino aluminija in uničijo oksidni film. V tem primeru argon ne deluje več le kot zaščitni plin, temveč je električno prevodna plazma, ki poenostavi in izboljša varilna dela.
Pri varjenju z izmeničnim tokom se podoben proces zgodi, ko je katoda aluminijast del.
Značilnosti varjenja bakra

Baker zlahka reagira s kisikom in tvori bakrov oksid. Zaradi tega je šiv neenakomeren in premalo močan. Še večja težava je, da nastali bakrov oksid reagira z vodikom v zraku in tvori vodno paro, ki se trudi uiti in tvori pore v spoju. Zato je obvezna zaščita varjenega mesta z argonom.
Varjenje z argonom: prednosti in slabosti
Kot vsak postopek ima tudi varjenje z argonom svoje prednosti in slabosti, ki so povezane s tehnologijo in uporabljenimi napravami.
Prednosti vključujejo:
- Zaščita zvara z argonom pred vplivi okolja. To zagotavlja močno povezavo, brez por in nečistoč.
- Kovina se malo segreje, območje ogrevanja je zelo majhno, tako da lahko enostavno varite obdelovance kompleksne zasnove, ne da bi se bali spremeniti njihovo obliko.
- Možnost varjenja kovin in zlitin, ki jih drugače ni mogoče variti.
- Relativno hitro delo, zahvaljujoč visokotemperaturnemu obloku.
Napake:
- Precej zapletena oprema, ki zahteva natančno nastavitev.
- Relativna zapletenost varjenja, ki zahteva izkušnje in spretnosti.
Varjenje z argonom je dobro, ker zagotavlja kakovosten zvar z enako globino preboja. To je zelo pomembno pri varjenju tanke kovine z dostopom samo z ene strani, na primer fiksnih čelnih cevi. Mimogrede, pri varjenju barvnih kovin majhne debeline ni dovoljeno uporabljati polnilne žice.
Varjenje z argonom: video navodila
Seveda morate za kakovostno varjenje katere koli kovine imeti določeno znanje, veščine in izkušnje. Ampak nekje je treba začeti, kajne? In v tem članku vam bomo pomagali osvojiti osnovno znanje varjenja z argonom in razložili značilnosti varjenja določene kovine in strukture.
Značilnosti varjenja z argonom
Preden govorimo o tehniki in pravilih varjenja z argonom, ugotovimo, kaj potrebujete za to.
Torej, za izvedbo varjenja z argonom pripravite:
- jeklenka s potrebnim plinom (v našem primeru z argonom);
- plošča za premog;
- zagotoviti 3-fazno napajanje;
- dobite dodaten vir energije.
Zdaj se lahko začnete učiti varjenja z argonom. V tem procesu je več značilnosti, ki jih bomo obravnavali po točkah.
Najprej dovajamo inertni plin v varilni gorilnik (SG). Nato se ukvarjamo s fazami: prvo je treba povezati s SG, drugo pa s površino, ki jo je treba variti. SG je opremljen z volframovo elektrodo, ki je nabrušena v stožčasto obliko majhnega premera (njena dolžina mora biti enaka 2-3 premerom varilne žice).

To so osnove varjenja z argonom. Oglejmo si značilnosti varjenja na primeru aluminija in nerjaveče kovine.
Argonsko varjenje aluminija
Ima štiri do petkrat večjo toplotno prevodnost kot jeklo. V zvezi s tem je pri varjenju aluminija potrebno nenehno odstranjevati odvečno toploto iz šiva. Poleg tega aluminij pri hitrem segrevanju izgubi svojo trdnost, zato ga je treba segrevati postopoma.
Še en odtenek pri varjenju aluminija je, da med segrevanjem na tej kovini nastane film, ki ga je težko stopiti, zato je za njegovo uničenje potrebno varjenje z obratno polarnostjo. Deluje naslednji mehanizem: aluminij, ki ima pri varjenju pozitiven naboj, obstreljujejo z argonovimi ioni, ki uničijo ta ognjevzdržni film.
Poleg tega je vredno biti pozoren na dejstvo, da aluminij pri segrevanju ne spremeni barve, zato je vizualno težko izslediti trenutek, ko njegova površina doseže temperaturo, ki je zadostna za taljenje. Tu vam bodo pomagale izkušnje, ki ste jih nabrali skozi leta.
Glavni načini varjenja aluminija z argonom so predstavljeni v spodnji tabeli.
Usposabljanje za argonsko varjenje nerjavnega jekla
Nerjavno jeklo je trenutno zelo priljubljeno v človekovem vsakdanu, zato je pogosto potrebno primarno varjenje ali sekundarno varjenje nastale napake.
Nerjaveče jeklo ima številne lastnosti, ki vplivajo na rezultat in podrobnosti njegovega varjenja. Na primer, toplotna prevodnost nerjavečega jekla, zmanjšana za 2-krat, narekuje potrebo po zmanjšanju toka med varjenjem za 15-20%, visok koeficient linearne ekspanzije pa lahko povzroči deformacijo izdelka med ali po varjenju.
Pri varjenju cevi se uporabljajo vse lastnosti, o katerih smo govorili zgoraj, vendar je treba upoštevati naslednje pravilo: deli cevi, ki so zvarjeni skupaj, morajo biti varno pritrjeni in čim bolj stisnjeni drug proti drugemu.
Če tega ne storite, bo vsaka (tudi mikroskopska) sprememba položaja enega dela glede na drugega povzročila uničenje varilnega šiva in s tem celovitost dela. Običajno kuhajo od desne proti levi, gorilnik pa mora biti nameščen pod kotom 70-80 0.
Predstavili smo vam osnove varilne umetnosti, vaja pa vam bo pomagala, da jo obvladate.
Argon, argon-oblok, varjenje z zaščitnim plinom so vsa imena vrst varjenja. V Sovjetski zvezi so za izdelavo vesoljskih plovil uporabljali varjenje z argonom. Danes je na voljo vsem. Uporablja se pri popravilu avtomobilske opreme, sestavnih delov plovil in letal ter pri popravilu in izdelavi aluminijastih konstrukcij. Navsezadnje mnogi vedo, da je v normalnih pogojih težko variti nerjavno jeklo in baker, bron in aluminij, dele iz titana in druge kovine. In v življenju se pogosto zgodi, da morate variti nerjaveče cevi, aluminijaste avtomobilske dele, dele iz figuric. V teh primerih je bolje uporabiti metodo varjenja z argonom. To delo bo drago. Če imate izkušnje z uporabo varilne opreme, kako variti z argonom, ni vprašanje. Lahko poskusite, ko bo priložnost, spretnost se bo pojavila.
Varjenje z argonom je precej pogosto na vseh področjih, kjer se lahko uporabljajo popravila z varjenjem.
Osnovna načela varjenja
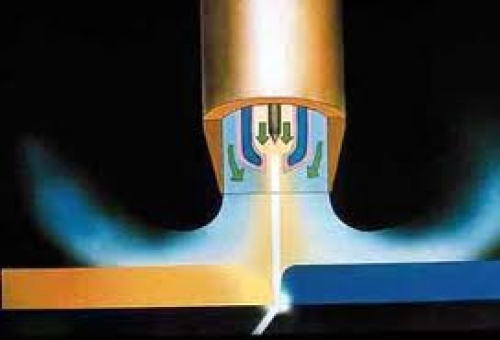
Kaj je varjenje z argonom? To je hibrid električnega in plinskega varjenja. Specializirani varilec pri delu uporablja električni oblok in polnilno žico. Vir ogrevanja je lok. Tali robove obdelovancev. Za kaj se tukaj uporablja plin? Poskusimo rešiti to težavo.

Slika 1. Za povezavo elementov se uporablja argonski gorilnik.
Številne neželezne kovine, ki medsebojno delujejo z atmosferskim kisikom, oksidirajo. Oksidni film na njihovi površini preprečuje nastanek šiva z obdelovanci iz železnih kovin. Izkazalo se je, da je napolnjen z mehurčki, kar znatno zmanjša trdnost končne strukture. Aluminijasti deli lahko pod temi pogoji preprosto izgorejo. Inertni plin, vključno z argonom, lahko izpodrine zrak iz območja zgorevanja obloka. Tehta 38 % več kot zrak. To mu omogoča zanesljivo čiščenje zvarnega bazena, če začne z dovajanjem argona malo prej, kot zasveti električni oblok. Postopek je treba zaključiti nekaj sekund po tem, ko lok ugasne. Sam argon običajno ne reagira s kovinami. Ne rečejo mu zastonj inertni plin. Toda če kuhate s priključeno obratno polarnostjo, se lahko argon spremeni v plazmo.
Kovine so varjene z argonom z uporabo potrošne elektrode in nehranljive elektrode. Nepotrošna elektroda je kos ognjevzdržnega volframa. Njegov premer je odvisen od kovine, ki jo je treba variti. Varilci razlikujejo naslednje vrste varjenja:
- RAD - delo pod plastjo argona z uporabo neuporabne elektrode (ročno);
- AAD - ;
- AADP - samodejno delovanje z uporabo potrošne elektrode.
Za delo z volframovo elektrodo se uporabljajo stroji TIG. TIG varjenje je proizvodna metoda, pri kateri se kovinski deli, ki jih je treba zvariti, med seboj povežejo z varjenjem v okolju argona. Ta postopek se izvaja s posebno pištolo (slika št. 1). Volframova elektroda štrli čez svoje meje za 2-5 mm. Lahko je poljubne velikosti. Okoli njega je keramična šoba, skozi katero teče inertni plin. Premer polnilne žice in elektrode se izbere po posebnih tabelah.
Nazaj na vsebino
Postopek varjenja z argonom

Varjenje je treba opraviti v specializirani maski.
Pred delom vse dele očistimo, z njih odstranimo okside, sledi maščob in umazanijo. To se naredi s čopičem in različnimi kemičnimi spojinami. Elementom, ki se varijo, se dovaja električna masa. Polnilna žica ni vključena v omrežje. Varilec drži v eni roki gorilnik, v drugi pa žico. Na ohišju gorilnika je gumb za dovod plina. Pritisniti ga morate 20 sekund pred začetkom varjenja. Moč toka lahko izberete glede na svoje izkušnje.
Gorilnik se spusti na površino delov. Idealna razdalja med njimi je 2 mm. Med obdelovanci in elektrodo nastane električni oblok. Gorilnik se enakomerno dovaja vzdolž šiva. Varilec podaja žico. Kakovost šiva je v celoti odvisna od njegove spretnosti. Ne zadenite obloka z dotikom delovne mize. Za to obstaja oscilator. Na elektrodo daje impulz, katerega frekvenca je najmanj 150 kHz, napetost pa od 2000 V. To vžge elektrodo.
Nazaj na vsebino
Kaj je potrebno za varjenje
Za varjenje z argonom morate pripraviti:
- Transformator.
- Kontaktor.
- Oscilator.
- Naprava za nastavitev časa pihanja.
- Gorilnik.
- Plinska jeklenka in reduktor.
- Elektrode in žice.
- Pomožni transformator.
- Usmernik.
Transformator je lahko navaden varilni. Moč te naprave mora v celoti ustrezati značilnostim delovnega procesa.
Kontaktor je naprava za napajanje gorilnika z napetostjo.
Namen oscilatorja je opisan malo višje.
Za vnaprejšnjo dovod plina (argona) na mesto varjenja in pravočasno dokončanje dobave je potrebna nastavitvena naprava.
Gorilnik je potreben za dovajanje argona na mesto varjenja iz jeklenke.
Za napajanje nekaterih dodatnih naprav je potreben pomožni transformator.
Morda boste potrebovali tudi rele za vklop kontaktorja in oscilatorja, ampermeter in očala.
Domača namestitev je pripravljena. Kupite lahko celoten komplet TIG varilnega aparata. Njegova cena se začne pri 250 USD. Več kot stane, bolje je.
V vsakem poslu obstaja poraba materialov. Poraba argona med varjenjem je odvisna od hitrosti dovoda gorilnika. Na ulici, ko je stranski veter, se uporabljajo posebne naprave v obliki mreže, ki pokriva usta gorilnika.
Naučiti se pravilno variti aluminij je precej težko. Pogosto se takšnega dela ne lotijo niti izkušeni obrtniki. Težava je v tem, da je aluminij zelo muhast material in delo z njim zahteva uporabo visokokakovostnega pretvornika.
Seveda se lahko znajdete s skoraj vsakim polavtomatskim varilnim aparatom, a resnično kakovostne zvare lahko dobite le z napravami, ki imajo posebno funkcijo za varjenje določene kovine. Če je pomemben tudi videz, je bolje, da aluminij varite z enoto s posebno možnostjo impulznega varjenja. Aluminij običajno kuhamo v argonu. Sodobni razsmerniki vam omogočajo, da naredite vse učinkovito in v najkrajšem možnem času.
Katere zahteve je treba upoštevati pri varjenju aluminija z argonom?
Pri varjenju aluminija se običajno uporablja čisti argon. Uporabite lahko mešanico tega plina s helijem. Možnost 2 je bolj primerna za delo z debelimi listi. Aluminij je varjen s posebno aluminijasto žico s polnim prečnim prerezom.
Posebno pozornost je treba nameniti zasnovi gorilnika. Prvič, nameščen mora biti na ravno cev, brez zavojev ali pregibov. Drugič, dolžina te cevi ne sme biti večja od 3 m.Težava je v tem, da je aluminij varjen z argonom z zelo mehko žico. Namesto običajnega kanala v gorilniku je bolje namestiti teflonsko, zasnovano posebej za delo z aluminijem.
Če vam 3 m cevi ne zadošča, varilni inverter premaknite bližje materialu, ki ga obdelujete. Če to ni mogoče, bo to mogoče le z uporabo enote z ločenim mehanizmom za podajanje. Konice morajo imeti večji premer kot pri jeklu. To je posledica dejstva, da se aluminij pri segrevanju bolj razširi.

Izbrati morate prave elektrode. Najboljši rezultati so prikazani pri varjenju aluminija z argonom z uporabo naslednjih elektrod:
- OK 96.20, OK 96.10.
- OZANA-1, OZANA-2.
- Nepotrošni izdelki na osnovi volframa.
Prva znamka elektrod je postala široko uporabljena pred nekaj več kot 10 leti. Takšne elektrode se uporabljajo predvsem za delo s tehničnim aluminijem. Uporabljajo se lahko tudi za varjenje zlitin in napak pri litju. Omogočajo vam ohranjanje enakomernega loka. Lastnosti končnega šiva so čim bližje lastnostim prvotnega materiala, skorja žlindre pa se odstrani brez nepotrebnega napora.
Elektrode tipa 2 imajo prevleko iz alkalne soli. Uporabljajo se pri delu z različnimi aluminijevimi zlitinami. V večini primerov je potrebno predhodno segrevanje na povprečno 200-300°C.
Aluminij je mogoče kuhati z argonom z uporabo neuporabnih volframovih elektrod. Omogočajo vam vzdrževanje loka na stabilni ravni. Takšne elektrode imajo lahko premer 2-6 mm. Za vsak konkreten primer morate izbrati ustrezen premer elektrod v ločenem naročilu. Najprej je odvisno od debeline izdelka, ki se obdeluje. Najbolje se obnesejo volframove elektrode z različnimi dodatki.

Pri varjenju aluminija z argonom se uporabljajo precej drage elektrode, zato je treba k njihovi izbiri pristopiti s poznavanjem zadeve in upoštevati posebnosti dela, ki ga čaka.
Za varjenje aluminija z argonom boste potrebovali naslednje:
- Varilni stroj in ustrezne elektrode.
- Aluminijasta žica.
- Naprava za plinsko varjenje in ogrevanje.
Nazaj na vsebino
Glavne značilnosti varjenja aluminija
Glavna težava pri varjenju aluminija je oksidni film, ki nastane na površini kovine med obdelavo. Tališče tega filma doseže 2050 stopinj, sam aluminij pa se topi pri precej nižjih temperaturah.
V skladu s tehnologijo morate ta film najprej preluknjati in šele nato neposredno stopiti kovino. Za to nalogo je najbolj primerno impulzno varjenje. Aluminij ima dobro toplotno prevodnost in nizko tališče. Zaradi tega se lahko del med varjenjem vname. Da bi se temu izognili, morate obdelovanec predhodno malo segreti. Zahvaljujoč temu se bo globina vboda aluminijastega dela še povečala.

Shematski prikaz postaje za polavtomatsko varjenje s potrošno elektrodo: SG - varilni gorilnik, P - balonski reduktor, B - jeklenka s stisnjenim plinom, MP - mehanizem za podajanje varilne žice, BU - polavtomatska krmilna enota, IP - vir energije .
Da bi olajšali lomljenje oksidnega filma, morate del predhodno obdelati z žično krtačo. Takšna obdelava ne bo vzela veliko časa, vendar se bo del bolje in hitreje stopil. Priporočljivo je čiščenje tik pred začetkom varjenja.
Pri varjenju aluminija pazite na konstantno dolžino obloka. To pravilo velja ne samo za aluminij, ampak tudi za vse druge kovine. Če je lok daljši, kot je potrebno, se obdelovanec ne bo stopil. Če je krajši, se bo kovina vžgala. Ustrezna dolžina loka se določi ob upoštevanju kemične sestave materiala, ker Različne zlitine imajo tudi različno toplotno prevodnost. V povprečju se pri aluminiju uporablja lok dolžine 1,2-1,5 cm.
Druga težava, s katero se boste morali soočiti pri varjenju aluminija, je varjenje kraterja na koncu šiva. Težava nastane, ker se aluminij zelo hitro ohladi. Poseben polavtomatski stroj vam omogoča, da rešite to težavo. Prvič, daje povečan tok, ki vam omogoča, da prebijete oksidni film. Kasneje se tok zmanjša, kar vam omogoča brez težav varjenje omenjenega kraterja.
Nazaj na vsebino
Katere metode varjenja obstajajo

Za taljenje aluminija je bilo razvitih veliko različnih metod, ki vključujejo uporabo različnih materialov, opreme in zaščitnih okolij.
Najpogosteje uporabljene metode so:
- Varjenje v okolju inertnega plina z volframovo elektrodo.
- Varjenje s polavtomatskim strojem z avtomatskim podajanjem žice.
- Varjenje s tople elektrode brez zaščitnih plinov.
Pomemben pogoj za to delo je uničenje oksidnega filma, ki nastane na površini aluminija. Za njegovo uničenje je primeren izmenični ali neposredni povratni tok. Aluminija ni mogoče variti z enosmernim enosmernim tokom, ker... pod takšnimi pogoji oksidni film ne bo podlegel katodnemu razprševanju in ne bo uničen.
Nazaj na vsebino
Kateri stroji so primerni za varjenje aluminija

Za varjenje aluminija z argonom je mogoče uporabiti številne varilne stroje. Vsi so razdeljeni v več skupin, in sicer:
- Univerzalne enote.
- Posebni modeli.
- Specializirana oprema.
Univerzalni modeli so množično proizvedeni, po njih je največ povpraševanja med kupci in se najpogosteje uporabljajo. Takšno varjenje se uporablja v proizvodnih pogojih na posebej opremljenih mestih.
Za varjenje aluminija v argonu lahko uporabimo različne posebne dodatke. Z njimi je delo lažje in kakovostnejše.
Enote, ki omogočajo varjenje aluminija z argonom z neuporabnimi volframovimi elektrodami, imajo naslednjo opremo:
- AC/DC vir napajanja.
- Gorilnik ali komplet naprav, posebej zasnovanih za takšno delo.
- Naprava, ki lahko zagotovi ojačitev začetnega loka ali tista, ki omogoča stabilizacijo izmeničnega loka.
- Oprema, ki vam omogoča nadzor nad varilnim ciklom.
- Naprava za kompenzacijo in regulacijo enosmernega toka.

Trenutno obstaja več novih metod za varjenje aluminija z argonom, razvitih posebej za razširitev obsega debelin materialov, ki jih je mogoče variti, izboljšanje produktivnosti pri pridobivanju zvarnih spojev, vključno z izboljšanjem penetracije.
Med delovanjem se lok premika v korakih ali z določeno hitrostjo. Te premike je mogoče sinhronizirati z impulzi varilnega toka. Zahvaljujoč temu bo penetracija čim bolj učinkovita v vse smeri. Zmanjšanje toka odpravi nevarnost pregrevanja kovine in tako skoraj popolnoma odpravi deformacijo.
Volframove elektrode vam omogočajo, da dobite visokokakovostne zvare in opravljate delo pri precej visoki hitrosti. Za dokončanje dela potrebujete le posebno opremo in dodatne enote, težko dostopne ali drage enote niso potrebne.
Najpogosteje se varjenje z argonom izvaja z invertersko enoto. Takšne naprave so postale razširjene tako v vsakdanjem življenju kot v proizvodnji. Najboljša možnost je uporaba inverterskega varilnega stroja. Tudi brez veliko izkušenj z varjenjem lahko razumete tehnologijo brez veliko truda. In to znanje vam bo zagotovo koristilo. Prvič, lahko boste opravljali svoje osebne naloge, in drugič, če želite, nudite storitve tretjim strankam.