Způsob obnovení výstavních míst valivých ložisek. Co když byl ložisko zkontrolováno v klikové skříně, a oslabil svou přistávací vybavení sedadel pod ložisky velkých průměrů
Stává se, že ložisko v klikové skříni bylo zkontrolováno, jeho přistání v bloku motoru nebo v klikové skříni některé jednotky (převodovky nebo zadní nápravu) oslabuje, a není možné provozovat auto nebo motocykl s takovou poruchou, protože Sedadlo ložiska je ještě oddělenější. Taková porucha může nastat z opakovaného nebo nesprávného montáže ložiska do otvoru (zásuvka) klikové skříně, nedostatek maziva (ložisková klokota a otočí se), nebo jednoduše od nepřesného výrobce otvoru ložiska. A s takovou poruchou často majitelé vozidlonebo jen nějaký druh stroje nebo agregátu. Jak se zbavit takové poruchy doma, aniž by měly elektroplativní zařízení, dokonce i nejjednodušší (pro nátěru zinku), budeme v tomto článku zvážit.
Samozřejmě můžete zvýšit průměr vnějšího ložiska, pokud jej pokryjete chromem nebo vrstvou zinku, a už jsem o tom napsal (můžete si zde přečíst). Ale pro to bude nutné provést speciální zástrčky (tak, aby nátěrová vrstva nebyla zasažena kuličky, separátorem a vnitřní povrchy Skrýváme se) a musíte drhnout s chimreaktikou.
Ve stejném článku budeme zvážit další, ještě jednodušší způsob, jak vybudovat vnější průměr klimatu, který lze provést jak v garáži, tak v podmínky pole Každý, dokonce i školák.
Chcete-li začít, zvažte častější tradiční metody Obnovení rozbité podlahy v ložisku, možná někdo z začátečníků o nich neví a použijí někoho. A po tom bude existovat vzácnější cesta, o kterém většina opravářů neví.
1 - Carter, 2 - rukáv, 3 - venkovní ložisko.
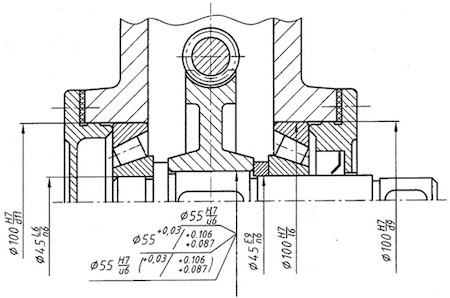
Takže, pokud je ložisko namontováno v klikové skříni některé jednotky nebo víka, a sedací otvor je rozbitý, kryt je upevněn tabletou v soustruhu a klikové skříni v kardinálově vyvrtávaném stroje a průměr výsadba otvor je okrádán asi 3-4 mm a poté je lisován do háčkované místo opravy objímku, ve kterém je vnitřní průměr mírně větší (s přídavkem pro zpracování povrchu) a po dokončení, vnitřní průměr povrchu Pouzdro pod průměru vnější ložiskové klece (viz obrázek 1).
Tato metoda je poměrně běžná, navzdory skutečnosti, že mnoho mistrů musí hledat kardinál-nudný nebo soustruh A provést přípravek, aby bylo možné přesně opravit. Kromě toho tato metoda nevyhovuje, pokud tloušťka kovové stěny případu, po nudném se stává jemným a nebude poskytovat dostatečnou tvrdost ložiskového otvoru. A přestane mnoho, a kompetentní patlock není všude, kde najdete.
Některé "mistři" se snaží udělat vůbec jen s přistávací plochou, ale sotva stojí za to doufat, že taková "oprava" je dost na dlouhou dobu, zpravidla několik hodin. Koneckonců, ložisko lanovky s touto metodou nebude ležet na celém povrchu výstavního otvoru, ale pouze na meinových místech (klesá), které mají hubenou oblast. Ano, a přesnost místa jsou rychle zmrazena při montáži ložiska (zejména v měkké hliníkové klikové skříně) a ložisková spona začne visí a otáčením.
Nejpřístupnější I. efektivní metody Opravte, je to, když se zvýšená ložisková díra nedotýká vůbec, ale zabírají se pouze do tloušťky tloušťky ložisek. A existuje několik způsobů, jak je zde několik způsobů, je to kovový postřik se speciálními instalacemi, které jsou stále velmi běžné, je to povlakem tkaniny chromu, dobře a cenově dostupnější při domovském pokrytí finkace zinku, které mám již napsán (odkaz výše v textu).
Ale je tu další málo známý, ale velmi jednoduchý způsob, jak vybudovat velikost jakéhokoli kola kovové detailyA v tomto případě není ložisko obtížné provádět doma, v garáži a dokonce i na cestě (na straně silnice). Zvláštní kvalifikace nebo některé tajné řemeslo nebude potřebovat, a jakýkoli řidič, který dokáže otevřít kapuci na svém autě, bude vyrovnat se s touto jednoduchou operací spravedlivě snadno, zejména pokud pomůže asistent.
Princip rozšíření kovu tímto jednoduchý způsobNa základě principu práce kontaktní svařování. A pro práci potřebujeme jen pár zřetězení, například z muskovité nebo Volhy, pár kusů hustého drátu (kabely jsou vhodné s krokodýlí svorkou, pro "cigaretu") dobře, dobře nabitou baterii nebo svařovací transformátor (Výkonný uvedení do provozu je možné přistupovat).
1 - Baterie, 2 - pružiny, 3 - ložisko, 4 - tabulka s stojany.
A zvýšit průměr venkovního ložiska, bude tento ložisko muset rolovat mezi oběma pružinami připojením k pružinám elektřina (viz obrázek 3). A jak jsem řekl, pružiny jsou vhodné z našich domácích strojů, ale pokud je ložisko mnohem větší, například z vozíku, pak se šířka pružiny musí být vybrána ze stejného vozíku (můžete najít staré pružiny na kovový šrot nebo v položkách autoshipu).
Délka pružiny také závisí na průměru ložiska, ale obvykle chytí délku jednoho pružin v blízkosti měřiče a druhá může být odříznuta na půl metru (bude to vhodnější pro práci). Připojujeme každý bod kabelu s pólovými tipy baterie nebo transformátoru, což zajišťuje dobrý kontakt.
Můžete použít terminály z auta pro připojení kabelů k baterii pevně, dobře, a pružiny, můžete vylézt kabely s šrouby s podložkami nebo silnými krokodýlí svorky (typ svařování). A polarita při připojování pružin může být jakákoliv.
a - tloušťka povrchu 0,1 mm, B - tloušťka povrchu 0,25 mm, B je tloušťka povrchu 0,5 mm.
Válcování se provádí několikrát, a zároveň se povrch vnějšího sponu postupně pokryje velkým počtem nejmenších svařovaných tuberku z jara (viz foto vlevo). A stačí, aby se několik válcování a povrch vnějšího ložiska se již zvyšuje na takový průměr, který by klip již vnikne v jeho rozbitém otvoru.
Na koncích horních pružin je užitečné nosit gumové rukavice a vylézt je s páskou, nebo jednoduše vítřit izolován. Tím se vyhnete zkratovým pružinám a poškození baterie, pokud je při válcování horní pružiny roztržen na dno spodních pružin.
To se často děje, pokud je průměr obnoveného ložiska malý. A pokud je ložisko velmi malého průměru, pak je užitečné při práci naopak, otočte horní chladivo k hornímu advokátě.
Při práci s baterií, aby nedošlo k zkazitění, je užitečné, aby chránil rez vůbec vůbec, protože rzi má další odpor, který bude bránit nadměrnému růstu proudu. Ale pokud si přejete, můžete také připojit maloobchod, který může přesně vybrat požadovanou sílu proudu.
Pokud namísto baterie bude použit svařovací transformátor, pak je samozřejmě lepší použít ten, na kterém existuje aktuální nastavení. Svařovací proud Exponát do 100 - 150 ampérů a proud je více, tím rychleji se kov dojde, ale částice budou větší.
Proto je užitečné vybrat zlatý střed, takže částice kovu (inkluze) nejsou velké, a to se nemuselo dlouho nepořádat. Nejprve je možné protáhnout v nevhodném ložisku. Ale zpravidla pro normální zvýšení průměru 110 milimetrů ložiska o 0,5 mm, bude vyžadován proud 150 ampérů a přibližně pět minut válcování. A zároveň se ložisko zahřívá pouze na 100 stupňů, což znamená, že struktura jeho kovu se nemění.
 Po knoflíku, jak je vidět na fotografiích, hladký povrch má několik hrubý vzhled, ještě lepší, protože nikdy nebude zkontrolován v jeho díře (spojka hrubého povrchu je lepší než hladká). Ale přesto, pokud někdo chce tímto způsobem obnovit povrch vnějšího klipu do hladkého stavu továrny, pak je možné provést povlak dvakrát vyšší než silnější (místo 0,5 mm činí 1 mm). A poté, dejte ložisko do otoru, což leží klip do hladkého stavu, odstraňování z povrchu asi 0,5 mm.
Po knoflíku, jak je vidět na fotografiích, hladký povrch má několik hrubý vzhled, ještě lepší, protože nikdy nebude zkontrolován v jeho díře (spojka hrubého povrchu je lepší než hladká). Ale přesto, pokud někdo chce tímto způsobem obnovit povrch vnějšího klipu do hladkého stavu továrny, pak je možné provést povlak dvakrát vyšší než silnější (místo 0,5 mm činí 1 mm). A poté, dejte ložisko do otoru, což leží klip do hladkého stavu, odstraňování z povrchu asi 0,5 mm.
Metoda popsaná v tomto článku byla obnovena na přistání ložisek kontrolovaných na svých místech nejen osobní automobily a motocykly, ale i nákladní automobily, a byly uloženy ne malé peníze, jako kliková skříně nebo zadní, rozbočovač, nebo blok motoru, které již nejsou potřebné ke změně toho, co si přejete; Hodně štěstí všem.
Výběr správné přistáníPoskytování požadované čistoty a hodnoty tolerancí velikostí ložisek je klíčovým faktorem zajišťujícím životnost, spolehlivost mechanismů.
Správné přistání je nejdůležitější podmínkou pro výkon ložisek.
Na základě vlastností ložiska, kruh, který se otáčí, je upevněn na nosném povrchu, je nehybný, s napětím a pevným kroužkem, aby se dostal do otvoru minimální mezerou, poměrně volný.
Instalace s napětím otočného kroužku to nedovoluje, aby se zavřela, což by mohlo vést k opotřebení nosného povrchu, kontaktní korozi, nevyváženost ložisek, zhroucení podpěry, nadměrného vytápění. Takže, většinou se ložisko přistání provádí na hřídeli, který pracuje pod zatížením.
Pro pevný kroužek je dokonce užitečná malá vůle a možnost chuti není častěji v průběhu dne více než den, aby opotřebení referenčního povrchu více jednotnějších, minimalizuje ji.

Hlavní pojmy
Zvažte podrobněji hlavní pojmy a pojmy, které určují ložisko. Moderní inženýrství je založeno na principu zaměnitelnosti. Jakýkoliv detail provedený jedním výkresem by měl být instalován v mechanismu, provádět své funkce, být zaměnitelné.
Za tímto účelem, kresba určuje nejen rozměry, ale také maximální minimální odchylky od nich, to znamená tolerance. Hodnoty tolerance jsou standardizovány sjednocený systém Pro tolerance, přistání ESDP, rozdělené do přesnosti (kvalifikace) jsou uvedeny v tabulkách.

Mohou být také nalezeny v prvním objemu referenční knihy Design Design Manager Aurueva a GOST 25346-89, stejně jako 25347-82 nebo 25348-82.
Podle GOST 25346-89 je definována 20 kvalifikací přesnosti, ale v mechanickém inženýrství se obvykle používají od 6 PO16. Čím nižší je číslo kvalifikace, tím vyšší je přesnost. Pro přistávací koule a válečková ložiska jsou relevantní 6,7, méně než 8 kvalit.

V rámci jedné kvalifikace je velikost tolerance stejná. Ale horní a dolní odchylka velikosti od nominálního je umístěna jinak a jejich kombinace na hřídeli a otvorech tvoří různé přistání.
Existují přistání, která zajišťují záruku mezery, napětí a přechod, provádění jak minimálního odbavení, tak minimální napětí. Výsadba je označena latinskými malými písmeny pro hřídele, velké pro otvory a číslice ukazující na kvalifikaci, to znamená stupeň přesnosti. Označení přistání:
- s mezerou A, B, C, D, E, F, G, H;
- přechod JS, K, M, N;
- s napětím P, R, S, T, U, X, Z.
Na systému díry pro všechny kvalifikace, má přijetí H a povaha přistání je určena tolerancí hřídele. Takové řešení snižuje počet požadovaných kontrolních kalibrů, řezného nástroje a je prioritou. V některých případech se však používá hřídelový systém, ve kterém hřídele mají toleranci H a přistání je dosaženo léčením otvoru. A tento případ je otáčení vnějšího kroužku kuličkového ložiska. Příkladem takového provedení může sloužit jako válečky nebo bicí napínací dopravníky.

Výběr valivých ložisek
Mezi hlavní parametry určujícího přistání ložisek:
- charakter, směr, velikost zatížení působící na ložiska;
- přesnost ložiska;
- rychlost otáčení;
- rotace nebo nehybnost odpovídajícího kruhu.
Klíčovým stavem, který určuje přistání, je nehybnost nebo otáčení kruhu. Pro pevný kroužek je přistání s malou mezerou a postupnou pomalou soustružení považována za pozitivní faktor, který snižuje běžné opotřebení, které zabraňuje lokálním opotřebení. Rotační kroužek je rozhodně rostlinný se spolehlivým napětím, který vylučuje otáčky vzhledem k povrchu výsadby.
Dalším důležitým faktorem, ke kterému by měl být ložiskový přistání započítán na hřídeli nebo v otvoru je typ zatížení. Existují tři klíčové typy načítání:
- cirkulující při otáčení kroužku relativně trvalého v jednom směru radiálního zatížení;
- lokální pro pevný kroužek vzhledem k radiálnímu zatížení;
- oscilace s radiálním zatížením kolísavým vzhledem k poloze kruhu.

Podle stupně přesnosti ložisek, v pořadí podle jejich zvýšení, odpovídají pěti třídám 0,6,5,4,2. Pro strojírenství při zatížení nízké a střední velikosti, například pro převodovky, je to běžné pro třídu 0, což není specifikováno při označení ložisek. S vyššími požadavky na přesnost se používá šestá třída. Při zvýšených rychlostech 5.4 a pouze ve výjimečných případech, druhá. Příklad šestého stupně 6-205.

V procesu skutečných projektových strojů je ložisko přistání na hřídeli a těleso vybráno v souladu s pracovními podmínkami na speciálních tabulkách. Jsou uvedeny v Tomu druhé referenční knihy inženýrského stavitele Vasily Ivanovich Anurieva.

Pro místní typ zatížení nabízí tabulka následující přistání.

Za podmínek cirkulačního zatížení, když radiální síla ovlivňuje celou kolejovou cestu, zohledňují intenzitu zatížení:
PR \u003d (k1xk2xk3xfr) / bKde:
K1 - koeficient přetížení dynamického;
K2 je koeficient útlumu pro duté hřídele nebo případ tenkostěnného;
K3 - koeficient určený expozicí axiálního úsilí;
Fr - radiální úsilí.
Hodnota koeficientu K1 během přetížení je menší než jedna a půlkrát, jsou malé vibrace a trhliny odebrány 1, a s možným přetížením od jedné a půlkometu, silné vibrace, fouká K1 \u003d 1,8.
Hodnoty K2 a K3 jsou vybrány na stole. Kromě toho, pro K3 je zohledněn poměr axiálního zatížení na radiální, exprimovaný parametr FC / FR X CTGP.

V tabulce jsou uvedeny příslušné koeficienty a parametr intenzity ložiska.

Léčba místa k sezení a označení přistání pro ložiska na výkresech.
Přistávací prostor pro ložisko na hřídeli a v případě musí mít nosní zkosení. Drsnost přistání je:
- pro krk hřídele s průměrem až 80 mm pod ložiskem třídy 0 ra \u003d 1,25 a o průměru 80 ... 500 mm Ra \u003d 2,5;
- pro krk hřídele o průměru až 80 mm pod ložiskem 6,5 ra \u003d 0,63 A s průměrem 80 ... 500 mm Ra \u003d 1,25;
- pro otvor v případě o průměru až 80 mm pod třídou ložiska 0 ra \u003d 1,25 a o průměru 80 ... 500 mm Ra \u003d 2,5;
- pro otvor v případě o průměru až 80 mm pod ložiskem třídy 6,5,4 ra \u003d 0,63 a o průměru 80 ... 500 mm Ra \u003d 1,25.
Výkres také označuje odchylku tvaru přistávacího místa ložisek, přeskakování dmychadel pro jejich důraz.
Příkladem výkresu, který indikuje ložisko přistání na hřídeli F 50 K6 a odchylku formuláře.

Hodnoty odchylek formuláře jsou přijímány podél tabulky, v závislosti na průměru, který má ložisko výsadbu na hřídeli nebo v pouzdru, přesnost ložiska.

Na výkresech označte průměr hřídele a skříně pod přistáním, například F20K6, F52N7. Na montážních výkresech můžete jednoduše zadat velikost s přijetím v označení dopisu, ale je žádoucí na výkresech abecední označení Přiznat, že přinese svůj numerický výraz pro pohodlí pracovníků. Rozměry na výkresech jsou uvedeny v milimetrech a hodnotu přijetí v mikrometrech.
Často nemohou být opraveny rostliny a pak otázka nahrazení části konjugátu s ložiskem a ztráta jmenovitých parametrů sedadla. Podobná volba Oprava je docela ekonomicky nevhodná. Výstup v této situaci je opravy pomocí technologie DIETH.
Zvažte příklady opravy sedadel metodou studeného plynu-dynamického postřiku.
Motocyklové náboje ložisko sedadlo.
Defekci míst přistání je, že vnější kroužek ložiska se otáčí při práci, který poskytuje další zatížení na ose vnitřního kroužku a samotného ložiska.

Obrázek 1. Umístění pro vnější ložiskový kroužek na křížovém motocyklu.
Chcete-li tento problém eliminovat, přidejte kovovou vrstvu do vnitřního průměru náboje. Hub je vyroben z slitina hliníku. Před použitím kompozice předem zpracovávejte povrch s abrazivní kompozicí K-00-04-16. Aplikace přídavné vrstvy se provádí ve třetím režimu zařízení DIMET-405. Postřik je vyroben s okrajem. Dokončení zpracování povlaku se provádí s malým přívodem frézy při zvýšeném oběhu.


Obrázek 2. Fáze oprav (A - aplikovaná s rezervou hliníkovou vrstvou, B - dokončovací práce Dokončené místo přistání)
Plánování jediného klikového hřídele
Oprava přistávacího místa dálkového konváření klikového hřídele crankshaftu válce válce "Mercedes-Benz" s pomocí dieth technologie se provádí. Závěrečné zpracování bylo produkováno speciálním řezačkou.


Ložiska náboje
Oprava přistávacího místa litinového náboje "FORD" se provádí použitím hliníkové vrstvy, velikosti 0,3 mm. Manipulační údaje poskytly potřebné napětí ve spojení.


Obrázek 1. Stage opravy (A - počáteční, B - finální)
Elektromotorový ložisko
Oprava přistávacích míst ložisek v těle elektromotoru je vyrobena zařízením, hliníkovým prostředkem, stříkacím režimem - "3". Obrázky jsou reprezentovány fázemi oprav.
Majitelé patentů RU 2296660:
Vynález se týká pole mechanického inženýrství, a to metodami pro obnovu výstavních míst valivých ložisek. Demize ložiskové sestavy, provádět léčbu povrchových míst deformovaných při použití vazby povrchových míst. Na léčených roztokům se deformovaný povrch ložiskových sedadel aplikuje krystalizací při teplotě 70 ° C a roztaví se při teplotách nad 340 ° C roztaveným redukčním materiálem. Materiál zotavení má viskózní vlastnosti a pevnost-mechanická vlastnost odpovídající materiálu ložiskových sedadel. Poté vytápěl ložisko do oleje na teplotu 80-90 ° C. Sestavujeme ložiskovou montáž instalací předehřátého ložiska na jeho sedadlech. V důsledku toho jsou náklady sníženy a složitost se snižuje oprava práce.
Vynález se týká pole strojírenství a dalších průmyslových odvětví, kde se používají válcová ložiska pod velkým zatížením, což vede k deformaci válcovacích ložisek.
Existuje způsob pro obnovení opotřebovaných hřídelí klikového hřídele, které mechanicky zpracovává hrdlo s technologickou zástrčkou v těle povrchu, který je obnoven na celé šířce mezi tvářemi tvářů s tvorbou karikatury a následným tepelným zpracováním klikového hřídele. Upevněn na ošetřených krkovcích kompenzující kovové podšívky ve formě rozděleného kroužku nebo hříbě hříbanů svařováním jejich kloubů. Svařované švy jsou umístěny v zóně ohraničené o 25-50 ° otáčení klikového hřídele z horní části mrtvého bodu a druhý šev při použití poloviny přívěsu, jsou relativní k prvnímu s rotací 180 °. Chlazené svar na teplotu okolní, poskytování napětí rozděleného kroužku 0,1 ... 0,15 mm. Při použití rozděleného kroužku v něm se provádí křížové řezy o průměru 5-7 mm. První vaření otvoru rozděleného kroužku s hřídelem krku, který se nachází naproti svaru a zbytek otvorů, symetricky se blíží svařovaný ševTo zvýší únavový pevnost klikového hřídele na úroveň nové části se současným restaurováním opotřebovaných krků v nominální velikosti.
Známý způsob opravování ložiskové montáže, včetně demontáže, vadových dílů, vychystávání ve formě instalace na přistávací plochu vnějšího kroužku opotřebovaného ložiska dvou lokálně diametrálně protilehlých desek a montáže. Tloušťka desek je stanovena vzorcem SC \u003d SR + SU, kde SC je celková tloušťka desek; SR je radiální vůle v opotřebovaném ložisku; SU - clearance Ve spojení je otvor skříně vnější kroužek ložiska, s přihlédnutím k opotřebení. Délka každé lokální desky je určena odhadovanou cestou.
Nevýhody metody jsou vysoké náklady a intenzita pracovních sil.
Existuje způsob pro obnovení opotřebovaných povrchů hřídele kluzných ložisek, které spočívají v zahřívání zóny kalení části s pojivem předem aplikovaným na něj (například z pasty z materiálu materiálu ) v induktoru vysokofrekvenčních proudů před roztavením pojiva a povrchu, v místě opotřebení části kompenzující opotřebení, vyznačující se tím, že se provádí zahříváním opotřebovaného povrchu části na teplotu vyšší než 50- 100 ° C s teplotou kritického bodu AC3 a dále produkují chlazení povrchu svaru nosí detaily S rychlostí kalení a materiál se používá jako pojivo s bodem tání, který nepřekročí teplotu produktu produktu.
Nevýhody metody jsou vysoké náklady a intenzita pracovních sil.
Nejbližší technické řešení přijaté pro prototyp je způsob restaurování klikových tašek zvýšením opotřebovaného povrchu klouzavých nosičů, který je implementován klikovým hřídelem klikového hřídele klikového hřídele z materiálu s vysokou odolností proti oděru, svařované podél čáry jejich řezů v hustém sousedním s povrchem. Sáčkového hřídele, mazání před kontaktováním s rozdělenými rukávy speciální lepidlo nebo tmely.
Nevýhodou metody jsou vysoké náklady a intenzita práce práce.
Srovnání navrhovaného řešení s prototypem a podobnými řešeními známými ze stávající úrovně technologie umožňuje stanovit jeho dodržování kritérií pro patentovatelnost "novinkou" a "inventivní úroveň".
Technickým výsledkem nárokovaného vynálezu je snížení nákladů a intenzity práce udržování opravy práce na obnově přistávacích míst valivých ložisek.
Zadaný technický výsledek je dosažen tím, že způsob pro obnovení válcovacích ložisek zahrnuje demontáž ložiskových montáže, léčbu povrchových desek a montáže ložiskové sestavy při použití povrchu vynálezu, na zpracovaných roztokech, \\ t Deformovaný povrch ložiskových sedadel se aplikuje krystalizací, když se teplota 70 ° C a roztavila při teplotách po dobu 340 ° C roztaveného redukčního materiálu s viskózními vlastnostmi a pevností-mechanickými vlastnostmi odpovídajícím materiálu ložiskových sedadel, potom ohřívalo ložisko v oleji Teplota 80-90 ° C a sestavte ložiskovou sestavu instalací předehřátého ložiska na svých přistávacích místech.
Podstatou způsobu implementace je následující.
Deformovaný povrch ložiska výsadby ložiska byl aplikován na deformované roztoky ložiska a pak je instalován ložisko předehřáté v jeho přistávacím místě. Ložisko se zahřívá na teplotu 80-90 ° C, a tím se sníží, aby se snížil redukční materiál na teplotu 70 ° C, při které tyto krystalizuje a vytočí pevnost mechanických charakteristik materiálu s výsadbou .
Navrhovaná metoda umožňuje snížit prostoje vybavení, náklady a pramičku při obnově ložisek.
Literatura
1. Patent ruské federace č. 94019772. Ponurovsky A.a. Ponurovsky A.a. Způsob restaurování klikových párů a jejich kluzných ložisek. IPC B23P 6/00. Rychle. 1994.05.26. Publikovat. 1996.09.10. Reg. №94019772 / 02.
2. Patent ruské federace №2235009. Způsob opravování sestavy ložiska. / Usov v.v. Seregin A.a. Tymošenko a.n. Sergey v.v. IPC B23P 6/00. Rychle. 2001.02.21. Publikovat. 2002.09.20. Reg. №2001105022 / 02.
3. Patent Ruské federace №2189298. Způsob opravy montáže ložisek / knírku v.v. Seregin A.a. Tymošenko a.n. Sergey v.v. IPC B23P 6/00. Rychle. 2001.02.21. Publikovat. 2002.09.20. Reg. №2001105022 / 02.
4. Patent ruské federace č. 95117550. Způsob obnovení opotřebovaných sedacích ploch hřídele pro kluzná ložiska. / Ultitovský b.A., Skrábak B.C., Ulovsky S.B., Shkrabak R.V., Polishko G.yu. IPC B23R 6/00. Rychle. 1995.10.17. Publikovat. 1997.10.20. Reg. №95117550 / 02.
5. RF RF №2105650. Způsob obnovení opotřebovaných povrchů sedacích ploch hřídele kluzných ložisek. / Ultitovský b.A., Skrábak B.C., Ulovsky S.B., Shkrabak R.V., Polishko G.yu. IPC B23P 6/00. Rychle. 1995.10.17. Publikovat. 1998.02.27. Reg. №95117550 / 02.
Způsob obnovení ložiskových míst, která zahrnuje demontáž ložiskové sestavy, léčbu povrchových desek deformovaných při použití povrchu přistávacích prostor s roztoky a montáží ložiskové sestavy, vyznačující se tím, že deformovaný povrch ložiskových sedadel je aplikován krystalizací při teplotě 70 ° C a tavení při teplotách nad 340 ° С roztavený redukční materiál s viskózními vlastnostmi a pevnostními mechanismy odpovídajícím materiálu ložiskových sedadel, potom ohřívalo ložisko do oleje na teplotu 80-90 ° C a sestavte ložiskovou montáž instalací vyhřívaného ložiska na její sedadla.
Podobné patenty:
Vynález se týká technologie využití nebo kalení elektrickým obloukem povrchem opotřebovaných povrchů ocelových dílů, většinou cestujících a nákladních vozů železniční kolejových vozidel
Vynález se týká oblastí strojírenství a opravy strojních dílů a mohou být použity k obnovení a zvýšení spolehlivosti "kloublen-otvor pod kIN" uzlů paprsků předních náprav automobilů
Vynález se týká chemických fyzikálních metod ochrany proti korozi a mohou být použity v průmyslu ropy a plynu, a to pro opravu a restaurování spínače momentální instalace více skupinového podniku, korozi
[0001] Vynález se týká oblasti regeneračních a vytvrzovacích metod zpracování v mechanickém inženýrství, a to pro technologii a zařízení, které se používají v procesu ultrazvukového zpracování venkovní nebo vnitřní kuželovitého závitového úseku takových kompozitních prvků olejové kolony, jako je čerpadlo-kompresor, vrtání a kryt Nebo, jako je přenos a spojka, přes které se provádí spojení trubek do olejového kolony.
[0001] Vynález se týká oblasti rehabilitačních a vytvrzovacích metod zpracování v mechanickém inženýrství, a to pro technologii a zařízení, které se používají v procesu ultrazvukového zpracování vnějšího nebo vnitřního kuželovitého závitového úseku takových kompozitních prvků olejové kolony, as Čerpadlo-kompresor, vrtání a pouzdro, nebo jako je přenos a spojka, přes které se provádí spojení trubek do olejového kolony.
Vynález se týká oblasti využití a vytvrzovacích metod zpracování ve strojírenství, a to pro technologii a zařízení, které se používají v procesu ultrazvukového zpracování venkovní nebo vnitřní závitové části dílů, zejména takových prvků složek oleje Sloupec jako čerpadlo-kompresor, vrtací a pouzdro nebo jako je přenos a spojka, přes které se provádí spojení potrubí do olejového kolony.
Vynález se týká pole strojírenství, a to způsoby metod pro obnovu výstavních míst valivých ložisek