Beschreibung der Argon-Lichtbogen-Schweißtechnologie. Argonschweißen – Technik und Videounterricht für Einsteiger
Kupfer usw.), die mit herkömmlichen Geräten praktisch nicht verbunden werden können, daher wird das Argon-Lichtbogenschweißen erfolgreich zur Herstellung einteiliger Strukturen aus diesen Materialien eingesetzt. Das Argonschweißen zum Selbermachen wird mit Standardgeräten oder einem selbstgebauten Gerät durchgeführt und erfordert bestimmte Fähigkeiten und Kenntnisse, ohne die der Prozess zum Scheitern verurteilt ist. Argon-Schweißbrenner
Merkmale des Argon-Lichtbogenschweißens
Beim Argon-Lichtbogenschweißen findet der Prozess in einer Inertgasumgebung (Argon) statt, die die Passflächen vor Oxidation schützt und dadurch die Qualität der Schweißung verbessert. kann im manuellen und automatischen Modus mit einer nicht verbrauchbaren und verbrauchbaren Elektrode durchgeführt werden.
Beim Argon-Lichtbogenschweißen wird üblicherweise ein Wolframelement als nicht abschmelzende Elektrode verwendet, da es sich um ein sehr feuerfestes Material handelt. Mit dieser Schweißmethode ist es möglich, Materialien, die mit herkömmlichen Methoden nur sehr schwer zu schweißen sind, und sogar ungleiche Teile zuverlässig zu verbinden.
Merkmale der Technologie des Argon-Lichtbogenschweißens
Um sicher und produktiv zu arbeiten, sollten Sie wissen, wie man mit Argon schweißt, und einige Regeln einhalten, deren Umsetzung den Prozess erheblich erleichtert und es Ihnen ermöglicht, qualitativ hochwertige Schweißnähte zu erzielen.
Das Argon-Lichtbogenschweißen zum Selbermachen erfordert die Herstellung einer starken und zuverlässigen Naht und erfordert daher erhöhte Aufmerksamkeit bei der Durchführung der Arbeiten.
- Die nicht abschmelzende Elektrode sollte so nah wie möglich an der zu schweißenden Oberfläche gehalten werden, um eine möglichst kurze Lichtbogenlänge zu erzielen. Mit zunehmendem Lichtbogen nimmt die Metalleindringtiefe ab und die Nahtbreite nimmt zu, d. h. die Qualität leidet.
- Typischerweise wird beim Argon-Lichtbogenschweißen nur eine Bewegung ausgeführt, die entlang der Nahtachse gerichtet ist. Durch den Verzicht auf häufige Querbewegungen ist es möglich, eine schmalere und ästhetisch ansprechendere Naht zu erzeugen, was diese Technologie von der Verwendung beschichteter Elektroden unterscheidet.
- Um eine Sättigung der Schweißflächen mit Stickstoff und in der Luft enthaltenem Stickstoff zu verhindern, ist darauf zu achten, dass sich die nicht verbrauchende Elektrode und der Zusatzdraht in der Argon-Schutzzone befinden.
- Bei scharfem Vorschub des Schweißdrahtes ist ein aktives Metallspritzen zu beobachten. Um diesen Vorgang zu verhindern, sollte der Draht sehr gleichmäßig zugeführt werden, was mit etwas Übung gelingt.
- Einer der Indikatoren für die Qualität einer Schweißnaht ist ihre Eindringtiefe, die anhand der vom Schweißbad gebildeten Form beurteilt werden kann. Eine gute Durchdringung lässt sich an einem in Schweißrichtung länglichen Schweißbad erkennen, während eine ovale oder runde Form auf eine unzureichende Oberflächendurchdringung hinweist.
- Beim Schweißen mit einer nicht abschmelzenden Elektrode sollte der Zusatzdraht schräg zur zu schweißenden Oberfläche vor dem Brenner platziert werden, um Quervibrationen zu vermeiden. Dadurch ist es einfacher, eine gleichmäßige und schmale Schweißnaht zu gewährleisten.
- Der Krater wird am Ende der Arbeit geschweißt, indem die Stromstärke mit einem Rheostat reduziert wird (es ist falsch, die Arbeit durch Unterbrechen des Lichtbogens und Zurückziehen des Brenners zu stoppen, da der Schutz der Naht stark reduziert wird). Typischerweise wird die Gaszufuhr (Argon) 7 – 10 Sekunden nach Abschluss der Arbeiten gestoppt und die Gaszufuhr zum Anschlussbereich sollte 15 – 20 Sekunden vor Beginn des Prozesses gestartet werden.
- Vor Beginn der Schweißarbeiten sollten die Oberflächen der Teile mechanisch oder chemisch von Oxiden und Schmutz gereinigt sowie entfettet werden.
 Argon-Schweißprinzip
Argon-Schweißprinzip Modusparameter für das Argon-Lichtbogenschweißen
Das Argonschweißen zum Selbermachen erfolgt auf hohem Niveau, wenn Sie die optimalen Modi wählen, die den effizientesten Prozess gewährleisten.
- Polarität und Richtung des Stroms werden entsprechend den Eigenschaften des zu schweißenden Metalls ausgewählt. Typischerweise wird bei der Bearbeitung von Grundstählen und Legierungen Gleichstrom mit gerader Polarität verwendet. Aluminium, Magnesium und Beryllium werden vorzugsweise mit umgekehrter Polarität geschweißt, was eine schnellere Zerstörung des Oxidfilms begünstigt.
- Der eingestellte Schweißstrom hängt von der Marke und Zusammensetzung der Materialien, dem Durchmesser der Wolframelektrode sowie der Polarität des Stroms ab. Die genauen Modusdaten zur Lösung eines bestimmten Problems sollten aus Referenzmaterialien oder basierend auf Ihren eigenen Erfahrungen ausgewählt werden.
- Die Spannung des Lichtbogens hängt vollständig von seiner Länge ab. Daher wird empfohlen, die Arbeit so durchzuführen, dass ein minimaler Lichtbogen erzeugt wird, um eine Spannungsreduzierung zu erreichen. Mit zunehmender Lichtbogenlänge steigt die Spannung und die Qualität der Naht verschlechtert sich.
- Die Durchflussmenge des Inertgases sollte so eingestellt werden, dass eine laminare Strömung entsteht, die die zu schweißenden Oberflächen vollständig vor Oxidation schützt.
 Metallschweißmodi
Metallschweißmodi Die Auswahl der optimalen Modi ist ein ziemlich komplexer Prozess, daher sollte die Schulung zum Argon-Lichtbogenschweißen von einem erfahrenen Spezialisten durchgeführt werden, der sowohl über theoretische Kenntnisse als auch über praktische Fähigkeiten bei der Durchführung solcher Arbeiten verfügt.
Umrüstung einer herkömmlichen Schweißmaschine auf Argon
Oft wird das Argonschweißen zum Selbermachen mit einer nicht standardmäßigen Maschine durchgeführt, also einer Maschine, die zur Lösung spezifischer Probleme modifiziert wurde. Um die Qualität der Arbeit sicherzustellen, werden zwei zusätzliche Einheiten benötigt, die dazu beitragen, den Prozess auf einem hohen Qualitätsniveau durchzuführen.
- Ein Oszillator ist ein Gerät, mit dem ein Lichtbogen berührungslos gezündet wird. Es sorgt für eine stabile Bogenentladung, wenn in Betriebsarten gearbeitet wird, die die Verwendung von Wechselstrom erfordern. Da beim Argon-Lichtbogenschweißen die Zündung des Lichtbogens durch direkte Berührung der Arbeitsfläche mit der Elektrode aus mehreren Gründen nicht möglich ist, erzeugt der Oszillator eine Hochspannungsentladung (4 - 8 kW), die die Lichtbogenstrecke durchbricht.
- Der Ballastrheostat dient zur Regulierung der Stromstärke und zur Auswahl optimaler Parameter beim Schweißen von Teilen aus verschiedenen Materialien. Beim Schweißen von Aluminium mit Wechselstrom empfiehlt es sich, den Rheostat in sehr engen Grenzen (15-20 %) zu regeln, da der Gleichstromanteil trotzdem nicht kompensiert werden kann.
Vor- und Nachteile des Argon-Lichtbogenschweißens
Sie können sich mit dem Prozess besser vertraut machen, indem Sie sich das Argon-Lichtbogenschweißen (Video) ansehen, in dem Techniken zum Einrichten von Geräten und Methoden zum Zusammenfügen verschiedener Oberflächen gezeigt werden.
Vorteile:
- die Heizfläche des Grundmetalls ist sehr klein, wodurch die ursprüngliche Form der Werkstücke erhalten bleibt;
- Argon ist ein Edelgas, dessen spezifisches Gewicht schwerer als Luft ist und daher die geschweißten Oberflächen zuverlässig vor Umwelteinflüssen schützt;
- Durch die hohe Wärmeleistung des Lichtbogens können Sie die Arbeitsgeschwindigkeit erhöhen.
- die Einfachheit der technischen Techniken macht diese Schweißmethode allgemein verfügbar;
- die Fähigkeit, Teile zu schweißen, die auf keine andere Weise verbunden werden können, um eine saubere und ästhetische Naht zu erhalten.
Mängel:
- die Möglichkeit eines unvollständigen Schutzes der Nähte bei Arbeiten bei starkem Wind oder Zugluft, da ein Teil des Argons möglicherweise nicht seinen vorgesehenen Bestimmungsort erreicht;
- Bei Arbeiten mit einem Hochampere-Lichtbogen ist eine zusätzliche Kühlung vorzuziehen;
- Die für den Job verwendeten Geräte sind ziemlich komplex und es gibt einige Schwierigkeiten bei der Feinabstimmung.
Für eine detailliertere Einführung in den Prozess sollten Sie sich das Video „Kochen mit Argon“ ansehen, das alle Merkmale des Prozesses anschaulich zeigt, und sich auch mit der notwendigen Ausrüstung vertraut machen.
Edelstahl, Kupfer, Titan, Aluminium, Bronze, andere Nichteisenmetalle und legierte Stähle sind alles Metalle, deren Teile nicht einfach zusammengeschweißt werden können. Aber im Alltag gibt es unterschiedliche Situationen: Mal muss man Edelstahlrohre schweißen, mal Autoteile aus Aluminium schweißen oder man muss einfach ein gebrochenes Bein aus einer Bronzefigur schweißen. Die oben aufgeführten Metalle erfordern einen besonderen Ansatz – das Argon-Lichtbogenschweißen, dessen Arbeit nicht billig, wenn nicht sogar „beißend“ ist, wenn Sie sie bei einem Spezialisten bestellen. Für die Besitzer stellt sich also die Frage: Ist es möglich, mit eigenen Händen mit Argon zu schweißen und was wird dafür benötigt? Wenn Sie noch nie etwas geschweißt haben, sollten Sie auf keinen Fall mit dem Schweißen von Nichteisenmetallen beginnen. Dies ist ein äußerst arbeitsintensiver und komplexer Prozess, der auf bestimmte Fähigkeiten und Erfahrungen eines Spezialisten ausgelegt ist. Wenn Sie jedoch Erfahrung im konventionellen Lichtbogenschweißen haben und von Ihren Fähigkeiten überzeugt sind, dann sind die Informationen aus diesem Artikel genau das Richtige für Sie.
Argonschweißen: Technologie und allgemeine Prinzipien
Das Argon-Lichtbogenschweißen ist eine Art Hybrid aus Elektroschweißen (Lichtbogen) und Gasschweißen. Sie ähnelt der Elektroschweißtechnik insofern, als sie einen Lichtbogen verwendet, und der Gasschweißtechnik insofern, als sie Gas und ähnliche Schweißarbeiten verwendet.
Lichtbogen dient als Heizquelle, es schmilzt die Kanten des Metalls, wodurch das Schweißen erfolgt.
Aber warum brauchen wir Gas? Argon? Tatsache ist, dass beim Schweißen Nichteisenmetalle und legierte Stähle bei Wechselwirkung mit Sauerstoff oxidieren oder durch andere in der Luft befindliche Verunreinigungen negativ beeinflusst werden. Dadurch erweist sich die Schweißnaht als brüchig, mit Blasen gefüllt usw Aluminium beispielsweise verbrennt im Allgemeinen in Sauerstoff. Um das Metall vor der Einwirkung verschiedener Verunreinigungen und Gase zu schützen, wird das Edelgas Argon verwendet. Dieses Gas ist 38 % schwerer als Luft, verdrängt daher einfach und schnell Sauerstoff aus der Schweißzone und isoliert das Arbeitsbad zuverlässig von jeglichen Einflüssen der Atmosphäre. Es ist notwendig, 20 Sekunden vor der Zündung des Lichtbogens mit der Gaszufuhr zur Schweißzone zu beginnen und 7 - 10 Sekunden nach Abschluss der Arbeiten zu stoppen. Argon reagiert praktisch nicht mit dem zu schweißenden Metall und anderen Gasen im Brennbereich des Lichtbogens, weshalb es als inert bezeichnet wird. Aber es gibt auch eine Nuance: Beim Schweißen mit umgekehrter Polarität werden Elektronen leicht von den Argonatomen getrennt, wodurch sich die gesamte Argonumgebung in ein elektrisch leitendes Plasma verwandelt.
Argonschweißen kann wie folgt durchgeführt werden Verbrauchselektrode, so und nicht schmelzend Als letztere kommt eine Wolframelektrode zum Einsatz, da dieses Material äußerst feuerfest ist. Wolfram wird zur Herstellung von Glühfäden für Lampen verwendet. Der Durchmesser und das Material der Elektrode hängen vollständig von den zu verschmelzenden Metallen ab; diese Indikatoren können leicht in Fachbüchern gefunden werden.
Es gibt drei Arten des Argon-Lichtbogenschweißens:
- RAD ist manuelles Schweißen mit Argon mit einer nicht abschmelzenden Elektrode.
- AMA – automatisches Argon-Lichtbogenschweißen mit einer nicht verbrauchenden Elektrode.
- AADP – automatisches Argon-Lichtbogenschweißen mit einer abschmelzenden Elektrode.
Wenn Sie nach einer fertigen Maschine zum Schweißen mit Argon-Wolfram-Elektrode suchen, suchen Sie nach WIG-Geräten (Wolfram-Inertgas-Schweißen). Dies wird als Wolframschweißen in einer Schutzgasumgebung bezeichnet.
WIG-Schweißtechnik

Was ist ein Argon-Schweißbrenner? Ihr Herz ist Nicht verbrauchbare Wolframelektrode, der nur 2 - 5 mm über den Brennerkörper hinausragen sollte, nicht mehr. Der Durchmesser der Elektrode wird gemäß den Tabellen anhand der Parameter der zu schweißenden Materialien ausgewählt. Im Inneren des Brenners befindet sich eine Halterung, in die Sie eine Elektrode mit jedem gewünschten Durchmesser einsetzen und befestigen können.

Um die Elektrode legen Keramikdüse, Gas wird daraus strömen Argon beim Schweißen.
Zum Schweißen brauchen wir Fülldraht Es besteht aus dem gleichen Material wie die zu schweißenden Teile und sein Durchmesser wird gemäß den Tabellen ausgewählt.
Betrachten wir das Prinzip des manuellen Argonschweißens, wenn sowohl der Brenner als auch der Zusatzdraht in den Händen des Schweißers liegen.
Vor Beginn der Arbeiten muss die Oberfläche der zu verschweißenden Teile von Oxiden, Schmutz und Fett gereinigt werden. Dies kann mechanisch oder chemisch erfolgen.
Zunächst wird wie beim herkömmlichen Lichtbogenschweißen die sogenannte „Masse“ auf das zu schweißende Teil aufgetragen. Wenn die Teile zu klein sind, kann es auf einen eisernen Arbeitstisch oder eine Badewanne gestellt werden. Der Zusatzdraht ist nicht im Stromkreis enthalten und wird separat geliefert.
Der Schweißer sollte den Brenner in der rechten Hand und den Schweißdraht in der linken Hand halten. Der Brenner sollte über einen Knopf für die Strom- und Gaszufuhr verfügen; schalten Sie die Gaszufuhr 20 Sekunden im Voraus ein. Die Auswahl der Stromstärke richtet sich nach den zu verschweißenden Materialien oder basiert auf persönlichen Erfahrungen durch Ausprobieren. Wir senken den Brenner mit der Elektrode so nah wie möglich an die Oberfläche der zu schweißenden Metalle ab, der ideale Abstand beträgt 2 mm. Zwischen der Elektrodenspitze und dem Metall entsteht ein Lichtbogen, der die Kanten der zu schweißenden Teile und den Zusatzdraht schmilzt.
So erfolgt das Argonschweißen: Foto - Beispiel.


Wichtig! Die nicht abschmelzende Wolframelektrode sollte so nah wie möglich an der Oberfläche der zu schweißenden Metalle gehalten werden, um einen möglichst kurzen Lichtbogen zu erzeugen. Je größer der Lichtbogen, desto geringer ist die Eindringtiefe des Metalls und desto breiter und weniger ästhetisch ansprechend ist die Naht. Bei einem großen Lichtbogen steigt die Spannung und die Nahtqualität verschlechtert sich.
Durch langsames Bewegen des Brenners entlang der Naht, ohne Querbewegungen auszuführen, sollte der Schweißer den Zusatzdraht nach und nach vorschieben. Die Qualität und Genauigkeit der resultierenden Naht hängt vom Können des Handwerkers ab.
Wichtig! Plötzliches Zuführen von Fülldraht führt zu Metallspritzern. Deshalb sollte es reibungslos und sorgfältig serviert werden, was nur mit Übung gelingt. Am besten platzieren Sie den Schweißdraht vor dem Brenner schräg zur zu schweißenden Fläche, ohne Querbewegungen auszuführen. Dadurch wird eine gleichmäßige und schmale Naht gewährleistet.

Bitte beachten Sie, dass die Zündung des Lichtbogens beim Schweißen mit einer nicht abschmelzenden Elektrode nicht durch Berühren der zu schweißenden Oberfläche erfolgen kann. Und hier sind die Gründe:
- Aufgrund des hohen Ionisierungspotentials von Argon kann der Spalt zwischen den zu schweißenden Oberflächen und der Elektrode aufgrund eines Kontaktfunkens nicht gut ionisiert werden. Beim Schweißen mit einer abschmelzenden Elektrode ist die Situation etwas anders: Nachdem die Elektrode die Oberfläche berührt, entsteht in der Schweißzone Eisendampf, dessen Ionisationspotential viel (2,5-mal) niedriger ist als das von Argon, wodurch der Lichtbogen entstehen kann entzündet werden.
- Da die Elektrode die Oberfläche der zu schweißenden Metalle berührt, verschmutzt sie.
Zum Zünden des Lichtbogens beim Schweißen mit Argon mit einer nicht abschmelzenden Wolframelektrode wird ein Oszillator verwendet, der parallel zur Stromquelle geschaltet ist.
Oszillator liefert hochfrequente Hochspannungsimpulse an die Elektrode, wodurch die Lichtbogenstrecke ionisiert wird. Beträgt die Frequenz im Netz üblicherweise 55 Hz und die Spannung 220 V, dann wandelt der Oszillator diese um und liefert eine Spannung von 2000 - 6000 V mit einer Frequenz von 150 - 500 kHz. Dadurch lässt sich die Elektrode leicht zünden.

Für das Argon-Lichtbogenschweißen reicht das herkömmliche Lichtbogenschweißgerät nicht aus, es kann jedoch mit anderen erforderlichen Elementen aufgerüstet oder ergänzt werden. Schauen wir uns an, was wir zum Schweißen in Argon benötigen:
- Transformator. Geeignet ist ein gewöhnlicher Schweißtransformator, der zum Lichtbogenschweißen mit einer Leerlaufspannung von 60 - 70 V verwendet wird. Selbstverständlich muss seine Leistung den technologischen Besonderheiten des Prozesses entsprechen.
- Ein Leistungsschütz, das den Brenner mit Schweißspannung versorgt.
- Oszillator. Wir haben bereits herausgefunden, warum es notwendig ist.
- Ein Gerät, das die Zeit des Argonblasens reguliert. Schließlich müssen wir es vorher anzünden, damit nach Abschluss des Schweißens noch 20 Sekunden lang Gas zugeführt wird. Für diese Verzögerung benötigen wir einen Regler.
- Argon-Schweißbrenner.
- Eine Argonflasche, immer mit Reduzierstück.
- Wolframelektroden, Stäbe mit dem erforderlichen Durchmesser.
- Ein Hilfstransformator, der zur Stromversorgung von Schaltgeräten verwendet wird.
- Gleichrichter zur Versorgung von Schaltgeräten mit 24 V Gleichspannung.
- Elektrogasventil (24 V für Gleichstrom oder 220 V für Wechselstrom).
- Ein/Aus-Relais für Oszillator und Schütz.
- Ein induktiv-kapazitiver Filter, der notwendig ist, um den Schweißtransformator vor Impulsen (Hochspannung) zu schützen, die vom Oszillator gesendet werden.
- Amperemeter zur Messung des Schweißstroms.
- Autobatterie (55 - 75 Ah), funktionstüchtig oder defekt, spielt keine Rolle. Es wird in Reihe zum Stromkreis geschaltet, um den Gleichstromanteil zu reduzieren, der beim Schweißen mit Wechselstrom zwangsläufig auftritt (nähere Einzelheiten siehe Fachliteratur).
- Schweißbrille.
Alle Elemente dieser Schaltung können auf dem Markt gekauft und mit eigenen Händen zusammengebaut werden, Sie erhalten selbstgemachtes Argonschweißen, außerdem kann die Schaltung mit den entsprechenden Kenntnissen deutlich verbessert werden.

Auch Geräte WIG kann fertig erworben werden, an die Sie eine Gasflasche, einen Brenner, Erdung und Bedienknöpfe für den Brenner und die Gasversorgung anschließen können. Der Preis für solche Geräte beginnt bei 250 USD.
Verschiedene Argon-Schweißmodi
Für ein besseres Schweißen von Metallen ist es notwendig, den richtigen Schweißmodus auszuwählen.
Polarität Und Stromrichtung sollte basierend auf den Eigenschaften der zu schweißenden Metalle ausgewählt werden. Grundstähle und Legierungen werden mit Gleichstrom geradliniger Polarität geschweißt. Es ist besser, Aluminium, Beryllium, Magnesium und andere Nichteisenmetalle mit umgekehrter Polarität oder Wechselstrom zu schweißen, dies trägt zu einer schnelleren Zerstörung des Oxidfilms bei. Beim Gleichstromschweißen kommt es zu einer ungleichen Wärmeentwicklung an Anode und Kathode: 70 % an der Anode und 30 % an der Kathode. Um die Elektrode minimal zu erhitzen und gleichzeitig das Produkt gut zu schmelzen, verwenden Sie eine gerade Polarität.

Wichtig! Beim Schweißen mit Wechselstrom geht der Oszillator nach dem Zünden des Lichtbogens in den Stabilisatormodus. Um eine Entionisierung der Lichtbogenstrecke während eines Polaritätswechsels zu verhindern und ein stabiles Brennen des Lichtbogens zu gewährleisten, liefert der Oszillator im Moment eines Polaritätswechsels Impulse an den Lichtbogen.
Schweißstrom Die Auswahl erfolgt in Abhängigkeit von den Eigenschaften der zu schweißenden Metalle und der Größe der Teile sowie der Elektroden. Sie können die aktuelle Stärke aus Tabellen in der Referenzliteratur auswählen oder dies experimentell ermitteln.
Argonverbrauch hängt direkt von der Vorschubgeschwindigkeit und der Geschwindigkeit der tragenden Luftströme ab. Wenn in Innenräumen ohne Zugluft geschweißt wird, ist der Verbrauch minimal. Schweißarbeiten bei starkem Seitenwind erfordern eine Vergrößerung des Abstands zwischen Elektrode und Material, da der Luftstrom Argon transportieren kann und die Metalloberflächen dann ungeschützt sind. In solchen Fällen werden spezielle Düsen (Confuser) mit feiner Maschenweite verwendet.
Zusätzlich zu Argon werden sie manchmal dem Gasgemisch zugesetzt Sauerstoff, etwa 3 - 5 %. Argon kann nicht vor Feuchtigkeit, Schmutz und anderen Zusatzstoffen schützen, die beim Schmelzen des Metalls auf der Oberfläche der zu schweißenden Teile entstehen können. Sauerstoff reagiert mit schädlichen Verunreinigungen, wodurch diese entweder ausbrennen oder die entstehenden Verbindungen im Schweißbad an die Oberfläche schwimmen. Der Einsatz von Sauerstoff ist eine gute Möglichkeit, Schweißporosität zu bekämpfen.
Merkmale des Aluminiumschweißens

Beim Erhitzen von Aluminium bildet sich auf seiner Oberfläche ein feuerfester Film. Beim Schweißen mit umgekehrter Polarität oder bei Verwendung einer Wechselstromquelle kann dieser Film zerstört werden. Wenn ein Aluminiumteil beim Schweißen mit umgekehrter Polarität positiv geladen ist, bombardieren Argonionen die Oberfläche des Aluminiums und zerstören den Oxidfilm. Dabei fungiert Argon nicht mehr nur als Schutzgas, sondern ist ein elektrisch leitfähiges Plasma, das Schweißarbeiten vereinfacht und verbessert.
Beim Wechselstromschweißen läuft ein ähnlicher Vorgang ab, wenn das Aluminiumteil als Kathode fungiert.
Merkmale des Kupferschweißens

Kupfer reagiert leicht mit Sauerstoff unter Bildung von Kupferoxid. Dies führt dazu, dass die Naht uneben und nicht stark genug ist. Ein noch größeres Problem besteht darin, dass das entstehende Kupferoxid mit dem in der Luft enthaltenen Wasserstoff reagiert und dabei Wasserdampf bildet, der tendenziell entweicht und Poren in der Naht bildet. Deshalb ist es zwingend erforderlich, den Schweißbereich mit Argon zu schützen.
Argon-Lichtbogenschweißen: Vor- und Nachteile
Wie jedes Verfahren hat auch das Argonschweißen seine Vor- und Nachteile, die mit der Technologie und den verwendeten Geräten zusammenhängen.
Zu den Vorteilen gehören:
- Schutz der Schweißnaht mit Argon vor Umwelteinflüssen. Dies gewährleistet eine starke Verbindung, frei von Poren und Verunreinigungen.
- Das Metall erwärmt sich kaum, die Heizfläche ist sehr klein, sodass Sie Werkstücke mit komplexem Design problemlos schweißen können, ohne befürchten zu müssen, dass sich ihre Form ändert.
- Möglichkeit zum Schweißen von Metallen und Legierungen, die sonst nicht geschweißt werden können.
- Relativ schnelles Arbeiten dank Hochtemperaturlichtbogen.
Mängel:
- Ziemlich komplexe Ausrüstung, die eine präzise Einstellung erfordert.
- Die relative Komplexität von Schweißarbeiten erfordert Erfahrung und Können.
Das Argonschweißen ist gut, weil es eine hochwertige Schweißnaht bei gleicher Eindringtiefe gewährleistet. Dies ist sehr wichtig, wenn dünnes Metall geschweißt wird, das nur von einer Seite zugänglich ist, beispielsweise feste Stumpfrohre. Beim Schweißen von Nichteisenmetallen geringer Dicke darf übrigens kein Zusatzdraht verwendet werden.
Argonschweißen: Videoanleitung
Um qualitativ hochwertiges Schweißen von Metallen durchführen zu können, müssen Sie natürlich über bestimmte Kenntnisse, Fähigkeiten und Erfahrungen verfügen. Aber irgendwo muss man doch anfangen, oder? Und in diesem Artikel helfen wir Ihnen, die Grundkenntnisse des Argonschweißens zu erlernen und die Besonderheiten des Schweißens eines bestimmten Metalls und einer bestimmten Struktur zu erklären.
Merkmale des Argonschweißens
Bevor wir über die Technik und Regeln des Argonschweißens sprechen, wollen wir herausfinden, was Sie dafür benötigen.
Um das Argonschweißen durchzuführen, bereiten Sie Folgendes vor:
- eine Flasche mit dem notwendigen Gas (in unserem Fall mit Argon);
- Kohleplatte;
- Bereitstellung von 3-Phasen-Strom;
- Holen Sie sich eine zusätzliche Stromquelle.
Jetzt können Sie mit dem Erlernen des Argonschweißens beginnen. Es gibt mehrere Besonderheiten in diesem Prozess, die wir Punkt für Punkt betrachten werden.
Zunächst versorgen wir den Schweißbrenner (SG) mit Schutzgas. Dann beschäftigen wir uns mit den Phasen: Die erste sollte mit dem SG verbunden werden, die zweite mit der zu verschweißenden Oberfläche. Das SG ist mit einer Wolframelektrode ausgestattet, die zu einer kegelförmigen Form mit kleinem Durchmesser geschärft ist (ihre Länge sollte 2-3 Durchmesser des Schweißdrahtes betragen).

Dies sind die Grundlagen des Argonschweißens. Schauen wir uns die Besonderheiten des Schweißens am Beispiel von Aluminium und rostfreiem Metall an.
Argonschweißen von Aluminium
Die Wärmeleitfähigkeit ist vier- bis fünfmal höher als die von Stahl. In diesem Zusammenhang ist es beim Schweißen von Aluminium notwendig, überschüssige Wärme ständig aus der Naht abzuführen. Darüber hinaus verliert Aluminium bei schneller Erwärmung seine Festigkeit und sollte daher schrittweise erhitzt werden.
Eine weitere Nuance beim Schweißen von Aluminium besteht darin, dass sich beim Erhitzen auf diesem Metall ein Film bildet, der schwer zu schmelzen ist. Um ihn zu zerstören, muss mit umgekehrter Polarität geschweißt werden. Der folgende Mechanismus funktioniert: Aluminium, das beim Schweißen eine positive Ladung aufweist, wird mit Argonionen beschossen, die diesen feuerfesten Film zerstören.
Darüber hinaus ist darauf zu achten, dass Aluminium beim Erhitzen seine Farbe nicht ändert und es daher optisch schwierig ist, den Zeitpunkt zu verfolgen, an dem seine Oberfläche eine zum Schmelzen ausreichende Temperatur erreicht. Dabei hilft Ihnen die über die Jahre gesammelte Erfahrung.
Die wichtigsten Arten des Argonschweißens von Aluminium sind in der folgenden Tabelle aufgeführt.
Ausbildung zum Argonschweißen von Edelstahl
Edelstahl erfreut sich derzeit im menschlichen Alltag großer Beliebtheit und erfordert daher oft ein Primärschweißen oder ein Sekundärschweißen des resultierenden Defekts.
Edelstahl weist eine Reihe von Eigenschaften auf, die das Ergebnis und die Feinheiten des Schweißens beeinflussen. Beispielsweise erfordert die um das Zweifache reduzierte Wärmeleitfähigkeit von Edelstahl die Notwendigkeit, den Strom beim Schweißen um 15–20 % zu reduzieren, und ein hoher linearer Ausdehnungskoeffizient kann zu einer Verformung des Produkts während oder nach dem Schweißen führen.
Beim Schweißen von Rohren kommen alle oben besprochenen Merkmale zum Einsatz, es gilt jedoch die folgende Regel zu beachten: Die miteinander verschweißten Rohrteile müssen sicher fixiert und so weit wie möglich gegeneinander gedrückt werden.
Geschieht dies nicht, führt jede (auch mikroskopische) Änderung der Position eines Teils relativ zu einem anderen zur Zerstörung der Schweißnaht und damit zur Integrität des Teils. Sie kochen normalerweise von rechts nach links und der Brenner sollte in einem Winkel von 70–80° aufgestellt werden.
Wir haben Sie in die Grundlagen der Schweißkunst eingeführt und durch Übung werden Sie diese beherrschen.
Argon-, Argon-Lichtbogen- und Schutzgasschweißen sind Namen für Schweißarten. In der Sowjetunion wurde Argonschweißen zur Herstellung von Raumfahrzeugen eingesetzt. Heute steht es jedem zur Verfügung. Es wird bei der Reparatur von Automobilausrüstung, Komponenten von Booten und Flugzeugen sowie bei der Reparatur und Herstellung von Aluminiumstrukturen verwendet. Schließlich wissen viele Menschen, dass es unter normalen Bedingungen schwierig ist, Edelstahl und Kupfer, Bronze und Aluminium, Titanteile und andere Metalle zu schweißen. Und im Leben kommt es oft vor, dass man rostfreie Rohre, Aluminium-Autoteile und Figurenteile schweißen muss. In diesen Fällen ist es besser, das Argon-Lichtbogenschweißverfahren zu verwenden. Diese Arbeit wird teuer sein. Wenn Sie Erfahrung im Umgang mit Schweißgeräten haben, ist das Schweißen mit Argon keine Frage. Sie können es ausprobieren, wenn sich die Gelegenheit ergibt, die Fertigkeit wird angezeigt.
Argonschweißen ist in allen Bereichen weit verbreitet, in denen Schweißreparaturen durchgeführt werden können.
Grundlegende Schweißprinzipien
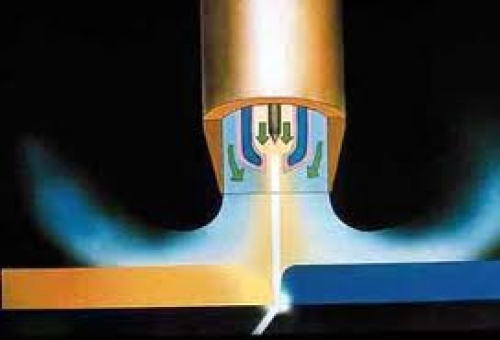
Was ist Argonschweißen? Dabei handelt es sich um eine Mischung aus Elektro- und Gasschweißen. Bei der Arbeit verwendet ein Schweißfachmann einen Lichtbogen und Zusatzdraht. Die Heizquelle ist ein Lichtbogen. Es schmilzt die Kanten der Werkstücke an. Wofür wird das Gas hier verwendet? Versuchen wir, dieses Problem zu lösen.

Bild 1. Zur Verbindung der Elemente wird ein Argonbrenner verwendet.
Viele Nichteisenmetalle, die mit Luftsauerstoff interagieren, werden oxidiert. Der Oxidfilm auf ihrer Oberfläche verhindert die Bildung einer Naht bei Werkstücken aus Eisenmetall. Es stellt sich heraus, dass es mit Blasen gefüllt ist, was die Festigkeit der fertigen Struktur erheblich verringert. Aluminiumteile können unter diesen Bedingungen einfach durchbrennen. Inertgas, einschließlich Argon, ist in der Lage, Luft aus der Lichtbogenverbrennungszone zu verdrängen. Es wiegt 38 % mehr als Luft. Dadurch kann er das Schweißbad zuverlässig reinigen, wenn er etwas früher mit der Argonzufuhr beginnt, bevor der Lichtbogen zündet. Der Vorgang muss einige Sekunden nach Erlöschen des Lichtbogens abgeschlossen sein. Argon selbst reagiert normalerweise nicht mit Metallen. Es wird nicht umsonst als Inertgas bezeichnet. Wenn Sie jedoch mit umgekehrter Polarität kochen, kann sich Argon in Plasma verwandeln.
Metalle werden mit Argon unter Verwendung einer abschmelzenden und einer nicht abschmelzenden Elektrode geschweißt. Eine nicht verbrauchbare Elektrode ist ein Stück feuerfestes Wolfram. Sein Durchmesser hängt vom zu schweißenden Metall ab. Schweißer unterscheiden folgende Schweißarten:
- RAD – Arbeiten unter einer Argonschicht mit einer nicht verbrauchbaren Elektrode (manuell);
- AAD - ;
- AADP – automatischer Betrieb mit einer abschmelzenden Elektrode.
Um mit einer Wolframelektrode zu arbeiten, werden WIG-Geräte verwendet. Beim WIG-Schweißen handelt es sich um ein Fertigungsverfahren, bei dem zu schweißende Metallteile durch Schweißen in einer Argonumgebung miteinander verbunden werden. Dieser Vorgang wird mit einer Spezialpistole durchgeführt (Bild Nr. 1). Die Wolframelektrode ragt 2-5 mm über ihre Grenzen hinaus. Es kann jede Größe haben. Um ihn herum befindet sich eine Keramikdüse, durch die Inertgas strömt. Der Durchmesser des Zusatzdrahtes und der Elektrode wird nach speziellen Tabellen ausgewählt.
Zurück zum Inhalt
Argon-Schweißverfahren

Das Schweißen muss in einer speziellen Maske erfolgen.
Vor der Arbeit werden alle Teile gereinigt, Oxide, Fettspuren und Schmutz entfernt. Dies geschieht mit einem Pinsel und verschiedenen chemischen Verbindungen. Den zu verschweißenden Elementen wird eine elektrische Masse zugeführt. Der Fülldraht ist nicht im Netzwerk enthalten. Der Schweißer hält in einer Hand einen Brenner und in der anderen einen Draht. Am Brennerkörper befindet sich ein Gaszufuhrknopf. Sie müssen 20 Sekunden vor Beginn des Schweißvorgangs darauf drücken. Die aktuelle Stärke kann anhand Ihrer Erfahrung ausgewählt werden.
Der Brenner wird auf die Oberfläche der Teile abgesenkt. Der Abstand zwischen ihnen beträgt idealerweise 2 mm. Zwischen den Werkstücken und der Elektrode entsteht ein Lichtbogen. Der Brenner wird gleichmäßig entlang der Naht geführt. Der Schweißer führt den Draht zu. Die Qualität der Naht hängt ganz von seiner Fingerfertigkeit ab. Zünden Sie den Lichtbogen nicht durch Berühren des Arbeitstisches. Dafür gibt es einen Oszillator. Es liefert einen Impuls an die Elektrode, dessen Frequenz mindestens 150 kHz und die Spannung 2000 V beträgt. Dadurch wird die Elektrode gezündet.
Zurück zum Inhalt
Was wird zum Schweißen benötigt?
Zum Schweißen mit Argon müssen Sie Folgendes vorbereiten:
- Transformator.
- Schütz.
- Oszillator.
- Vorrichtung zur Einstellung der Blaszeit.
- Brenner.
- Gasflasche und Reduzierstück.
- Elektroden und Draht.
- Hilfstransformator.
- Gleichrichter.
Der Transformator kann ein normaler Schweißtransformator sein. Die Leistung dieses Gerätes muss den Eigenschaften des Arbeitsprozesses vollständig entsprechen.
Ein Schütz ist ein Gerät zur Spannungsversorgung des Brenners.
Der Zweck des Oszillators wird etwas weiter oben beschrieben.
Um die Schweißstelle vorab mit Gas (Argon) zu versorgen und die Lieferung rechtzeitig abzuschließen, ist eine Einstellvorrichtung erforderlich.
Der Brenner wird benötigt, um Argon aus dem Zylinder an die Schweißstelle zu liefern.
Zur Stromversorgung einiger zusätzlicher Geräte ist ein Hilfstransformator erforderlich.
Möglicherweise benötigen Sie außerdem ein Relais zum Einschalten des Schützes und des Oszillators, ein Amperemeter und eine Brille.
Die selbstgebaute Installation ist fertig. Sie können ein komplettes WIG-Schweißgerät erwerben. Der Preis beginnt bei 250 USD. Je mehr es kostet, desto besser.
In jedem Unternehmen gibt es einen Materialverbrauch. Der Argonverbrauch beim Schweißen hängt von der Geschwindigkeit ab, mit der der Brenner versorgt wird. Auf der Straße werden bei Seitenwind spezielle Vorrichtungen in Form eines Netzes verwendet, das die Brennermündung bedeckt.
Es ist ziemlich schwierig zu lernen, wie man Aluminium richtig schweißt. Oftmals übernehmen selbst erfahrene Handwerker solche Arbeiten nicht. Das Problem besteht darin, dass Aluminium ein sehr launisches Material ist und die Verarbeitung den Einsatz eines hochwertigen Wechselrichters erfordert.
Natürlich kommt man mit fast jedem halbautomatischen Schweißgerät aus, aber wirklich hochwertige Schweißnähte lassen sich nur mit Geräten erzielen, die über eine spezielle Funktion zum Schweißen eines bestimmten Metalls verfügen. Wenn es auch auf das Aussehen ankommt, ist es besser, Aluminium mit einem Gerät mit spezieller Impulsschweißoption zu schweißen. Aluminium wird üblicherweise in Argon gekocht. Mit modernen Wechselrichtern können Sie alles effizient und in kürzester Zeit erledigen.
Welche Anforderungen müssen beim Schweißen von Aluminium mit Argon beachtet werden?
Beim Schweißen von Aluminium wird üblicherweise reines Argon verwendet. Sie können eine Mischung dieses Gases mit Helium verwenden. Option 2 eignet sich besser für die Arbeit mit dicken Blechen. Aluminium wird mit speziellem Aluminiumdraht mit massivem Querschnitt geschweißt.
Besonderes Augenmerk ist auf die Brennerkonstruktion zu legen. Erstens muss es an einem geraden Schlauch ohne Verdrehungen oder Knicke installiert werden. Zweitens sollte die Länge dieses Schlauchs nicht mehr als 3 m betragen. Das Problem besteht darin, dass Aluminium mit Argon mit sehr weichem Draht verschweißt wird. Anstelle eines normalen Kanals im Brenner ist es besser, einen Teflonkanal zu installieren, der speziell für die Arbeit mit Aluminium entwickelt wurde.
Wenn Ihnen ein 3 m langer Schlauch nicht ausreicht, platzieren Sie den Schweißinverter näher an das zu bearbeitende Material. Ist dies nicht möglich, ist nur der Einsatz eines Gerätes mit separatem Zuführmechanismus möglich. Die Spitzen müssen einen größeren Durchmesser haben als bei Stahl. Dies liegt daran, dass sich Aluminium bei Erwärmung stärker ausdehnt.

Sie müssen die richtigen Elektroden auswählen. Die besten Ergebnisse werden beim Schweißen von Aluminium mit Argon mit folgenden Elektroden erzielt:
- OK 96,20, OK 96,10.
- OZANA-1, OZANA-2.
- Nicht verbrauchbare Produkte auf Wolframbasis.
Die erste Elektrodenmarke wurde vor etwas mehr als 10 Jahren weit verbreitet. Solche Elektroden werden vor allem bei der Bearbeitung von technischem Aluminium eingesetzt. Sie können auch zum Schweißen von Legierungen und Gussfehlern eingesetzt werden. Sie ermöglichen es Ihnen, einen gleichmäßigen Lichtbogen aufrechtzuerhalten. Die Eigenschaften der fertigen Naht kommen den Eigenschaften des Originalmaterials möglichst nahe und die Schlackenkruste wird ohne unnötigen Aufwand entfernt.
Elektroden vom Typ 2 haben eine Alkali-Salz-Beschichtung. Sie werden bei der Bearbeitung verschiedener Aluminiumlegierungen eingesetzt. In den meisten Fällen ist ein Vorheizen auf durchschnittlich 200-300°C erforderlich.
Aluminium kann mit Argon unter Verwendung nicht verbrauchbarer Wolframelektroden gekocht werden. Sie ermöglichen es Ihnen, den Lichtbogen auf einem stabilen Niveau zu halten. Solche Elektroden können einen Durchmesser von 2–6 mm haben. Für jeden Einzelfall müssen Sie in einer separaten Bestellung den passenden Durchmesser der Elektroden auswählen. Dies hängt in erster Linie von der Dicke des zu verarbeitenden Produkts ab. Am besten schneiden Wolframelektroden mit verschiedenen Zusätzen ab.

Beim Schweißen von Aluminium mit Argon kommen recht teure Elektroden zum Einsatz, daher muss bei der Auswahl mit Sachkenntnis vorgegangen werden und die Besonderheiten der anstehenden Arbeiten berücksichtigt werden.
Zum Schweißen von Aluminium mit Argon benötigen Sie Folgendes:
- Schweißgerät und passende Elektroden.
- Aluminiumdraht.
- Gasschweiß- und Heizgerät.
Zurück zum Inhalt
Hauptmerkmale des Aluminiumschweißens
Die Hauptschwierigkeit beim Schweißen von Aluminium ist der Oxidfilm, der sich während der Verarbeitung auf der Oberfläche des Metalls bildet. Der Schmelzpunkt dieser Folie erreicht 2050 Grad und Aluminium selbst schmilzt bei viel niedrigeren Temperaturen.
Gemäß der Technologie müssen Sie diese Folie zunächst durchstechen und erst dann das Metall direkt schmelzen. Für diese Aufgabe eignet sich am besten das Impulsschweißen. Aluminium hat eine gute Wärmeleitfähigkeit und einen niedrigen Schmelzpunkt. Aus diesem Grund kann sich das Teil beim Schweißen entzünden. Um dies zu vermeiden, müssen Sie das Werkstück etwas vorwärmen. Dadurch wird die Eindringtiefe des Aluminiumteils weiter erhöht.

Schematische Darstellung einer Station zum halbautomatischen Schweißen mit einer abschmelzenden Elektrode: SG – Schweißbrenner, P – Ballonreduzierer, B – Druckgasflasche, MP – Schweißdrahtvorschubmechanismus, BU – halbautomatische Steuereinheit, IP – Stromquelle .
Um das Aufbrechen der Oxidschicht zu erleichtern, müssen Sie das Teil mit einer Drahtbürste vorbehandeln. Eine solche Verarbeitung wird nicht viel Zeit in Anspruch nehmen, aber das Teil schmilzt besser und schneller. Es wird empfohlen, die Reinigung unmittelbar vor Beginn der Schweißarbeiten durchzuführen.
Achten Sie beim Schweißen von Aluminium auf eine konstante Lichtbogenlänge. Diese Regel gilt nicht nur für Aluminium, sondern auch für alle anderen Metalle. Ist der Lichtbogen länger als nötig, schmilzt das Werkstück nicht. Ist sie kürzer, entzündet sich das Metall. Die geeignete Lichtbogenlänge wird unter Berücksichtigung der chemischen Zusammensetzung des Materials bestimmt, weil Unterschiedliche Legierungen haben auch unterschiedliche Wärmeleitfähigkeiten. Im Durchschnitt wird bei Aluminium ein Lichtbogen mit einer Länge von 1,2–1,5 cm verwendet.
Eine weitere Schwierigkeit, mit der Sie beim Schweißen von Aluminium konfrontiert werden, ist das Schweißen eines Kraters am Ende der Naht. Das Problem entsteht, weil Aluminium recht schnell abkühlt. Mit einer speziellen halbautomatischen Maschine können Sie dieses Problem lösen. Erstens gibt es einen erhöhten Strom, der es Ihnen ermöglicht, den Oxidfilm zu durchbrechen. Anschließend nimmt der Strom ab, wodurch Sie den genannten Krater problemlos verschweißen können.
Zurück zum Inhalt
Welche Schweißmethoden gibt es?

Für das Schmelzen von Aluminium wurden viele verschiedene Methoden entwickelt, die den Einsatz unterschiedlicher Materialien, Geräte und Schutzumgebungen erfordern.
Die am weitesten verbreiteten Methoden sind:
- Schweißen in einer Inertgasumgebung mit einer Wolframelektrode.
- Schweißen mit einer halbautomatischen Maschine mit automatischer Drahtzuführung.
- Schweißen mit abschmelzenden Elektroden ohne Schutzgase.
Eine wichtige Voraussetzung für diese Arbeit ist die Zerstörung des auf der Aluminiumoberfläche gebildeten Oxidfilms. Zur Zerstörung eignet sich Wechsel- oder Gleichstrom. Aluminium kann nicht mit Gleichstrom geschweißt werden, weil... Unter solchen Bedingungen unterliegt der Oxidfilm dem Kathodenzerstäuben nicht und wird nicht zerstört.
Zurück zum Inhalt
Welche Maschinen eignen sich zum Schweißen von Aluminium?

Zum Schweißen von Aluminium mit Argon können verschiedene Schweißgeräte eingesetzt werden. Alle von ihnen sind in mehrere Gruppen unterteilt, nämlich:
- Universelle Einheiten.
- Sondermodelle.
- Spezialausrüstung.
Universalmodelle werden in Massenproduktion hergestellt, sind bei Käufern am gefragtesten und werden am häufigsten verwendet. Dieses Schweißen wird unter Produktionsbedingungen an speziell ausgestatteten Standorten eingesetzt.
Zum Schweißen von Aluminium in Argon können verschiedene Spezialzusätze verwendet werden. Sie erleichtern die Arbeit und verbessern die Qualität.
Geräte, die das Schweißen von Aluminium mit Argon unter Verwendung nicht abschmelzender Wolframelektroden ermöglichen, verfügen über folgende Ausstattung:
- AC/DC-Stromquelle.
- Ein Brenner oder eine Reihe von Geräten, die speziell für solche Arbeiten entwickelt wurden.
- Ein Gerät, das den Startlichtbogen verstärken kann oder das die Stabilisierung eines Wechsellichtbogens ermöglicht.
- Ausrüstung, mit der Sie den Schweißzyklus steuern können.
- Ein Gerät zur Kompensation und Regulierung von Gleichstrom.

Derzeit gibt es eine Reihe neuer Methoden zum Schweißen von Aluminium mit Argon, die speziell entwickelt wurden, um den Bereich der schweißbaren Materialstärken zu erweitern und die Produktivität bei der Herstellung von Schweißverbindungen zu verbessern, einschließlich der Verbesserung der Eindringtiefe.
Während des Betriebs bewegt sich der Lichtbogen in Schritten oder mit einer bestimmten Geschwindigkeit. Diese Bewegungen können mit Schweißstromimpulsen synchronisiert werden. Dadurch wird die Durchdringung in alle Richtungen so effizient wie möglich erfolgen. Durch die Reduzierung des Stroms wird die Gefahr einer Überhitzung des Metalls und damit eine nahezu vollständige Vermeidung von Verformungen vermieden.
Mit Wolframelektroden können Sie hochwertige Schweißnähte erzielen und Arbeiten mit relativ hoher Geschwindigkeit ausführen. Zur Durchführung der Arbeiten benötigen Sie lediglich spezielle Geräte und Zusatzaggregate, schwer zugängliche oder teure Aggregate sind nicht erforderlich.
Am häufigsten wird das Argonschweißen mit einer Invertereinheit durchgeführt. Solche Geräte sind sowohl im Alltag als auch in der Produktion weit verbreitet. Die Verwendung eines Inverter-Schweißgeräts ist die beste Option. Auch ohne große Erfahrung im Schweißen kann man die Technik ohne großen Aufwand verstehen. Und dieses Wissen wird Ihnen auf jeden Fall nützlich sein. Zum einen können Sie Ihre persönlichen Aufgaben wahrnehmen und zum anderen auf Wunsch auch Dienstleistungen für Drittkunden erbringen.