Argonkaarihitsaustekniikan kuvaus. Argonhitsaus - tekniikkaa ja videotunteja aloittelijoille
Kupari jne.), joita ei käytännössä voida yhdistää perinteisillä laitteilla, joten argonkaarihitsausta käytetään onnistuneesti luomaan näistä materiaaleista yksiosaisia rakenteita. Tee-se-itse-argonhitsaus suoritetaan vakiolaitteilla tai kotitekoisella yksiköllä ja vaatii tiettyjä taitoja ja tietoja, joita ilman prosessi on tuomittu epäonnistumaan. Argon-hitsauspoltin
Argonkaarihitsauksen ominaisuudet
Argonkaarihitsauksessa prosessi tapahtuu inertissä kaasuympäristössä (argon), joka suojaa liitospintoja hapettumiselta ja parantaa siten hitsin laatua. voidaan suorittaa manuaalisessa ja automaattisessa tilassa käyttämällä ei-kuluvaa ja kuluvaa elektrodia.
Volframielementtiä käytetään yleensä kulumattomana elektrodina argonkaarihitsauksessa, koska se on erittäin tulenkestävää materiaalia. Tällä hitsausmenetelmällä voidaan luotettavasti liittää perinteisillä menetelmillä erittäin vaikeasti hitsattavia materiaaleja ja jopa erilaisia osia.
Argonkaarihitsauksen tekniikan ominaisuudet
Jotta voit työskennellä itsevarmasti ja tuottavasti, sinun tulee tietää kuinka hitsata argonilla ja noudattaa joitain sääntöjä, joiden täytäntöönpano helpottaa huomattavasti prosessia ja antaa sinun saavuttaa korkealaatuisia hitsejä.
Tee-se-itse-argon-kaarihitsaus edellyttää vahvan ja luotettavan sauman luomista, ja vaatii siksi erityistä huomiota työskentelyssä.
- Kulumaton elektrodi tulee pitää mahdollisimman lähellä hitsattavaa pintaa siten, että kaaren pituus on mahdollisimman lyhyt. Kaaren kasvaessa metallin tunkeutumissyvyys pienenee ja sauman leveys kasvaa, eli laatu kärsii.
- Tyypillisesti argonkaarihitsauksen aikana suoritetaan vain yksi liike, joka on suunnattu sauman akselia pitkin. Toistuvien poikittaisten liikkeiden puuttuminen mahdollistaa kapeamman ja esteettisesti houkuttelevan sauman luomisen, mikä erottaa tämän tekniikan päällystettyjen elektrodien käytöstä.
- Hitsattujen pintojen kyllästymisen estämiseksi typellä ja ilmassa olevalla typellä on huolehdittava siitä, että kulumaton elektrodi ja täytelanka ovat argonsuojavyöhykkeellä.
- Kun hitsauslankaa syötetään jyrkästi, havaitaan metallin aktiivista roiskeita. Tämän prosessin estämiseksi lanka tulee syöttää erittäin tasaisesti, mikä voidaan saavuttaa harjoittelemalla.
- Yksi hitsin laadun mittareista on sen tunkeutuminen, joka voidaan arvioida hitsausuuman muodostaman muodon perusteella. Hyvän tunkeutumisen voidaan arvioida hitsaussuuntaan pidennetystä hitsausaltasta, kun taas soikea tai pyöreä muoto osoittaa riittämätöntä pintaläpäisyä.
- Kun hitsataan ei-kuluvalla elektrodilla, lisäainelanka tulee asettaa kulmaan hitsattavaan pintaan nähden polttimen eteen välttäen poikittaista tärinää. Näin on helpompi varmistaa tasainen ja kapea hitsisauma.
- Kraatteri hitsataan työn lopussa vähentämällä virran voimakkuutta reostaatilla (työn lopettaminen katkaisemalla kaari, vetämällä poltin sisään, on väärin, koska sauman suojaus heikkenee jyrkästi). Tyypillisesti kaasun (argonin) syöttö lopetetaan 7 - 10 sekuntia työn päättymisen jälkeen ja kaasun syöttö liitäntäalueelle tulee aloittaa 15 - 20 sekuntia ennen prosessin aloittamista.
- Ennen hitsaustöiden aloittamista osien pinnat tulee puhdistaa oksideista ja liasta mekaanisin tai kemiallisin keinoin sekä poistaa rasva.
 Argonhitsausperiaate
Argonhitsausperiaate Argonkaarihitsauksen tilaparametrit
Tee-se-itse-argonhitsaus tapahtuu korkealla tasolla, jos valitset optimaaliset tilat, jotka takaavat tehokkaimman prosessin.
- Virran napaisuus ja suunta valitaan hitsattavan metallin ominaisuuksien mukaan. Tyypillisesti perusterästen ja metalliseosten kanssa työskenneltäessä käytetään suoraa napaisuutta tasavirtaa. On suositeltavaa hitsata alumiinia, magnesiumia ja berylliumia käänteisellä polariteetilla, mikä edistää oksidikalvon nopeampaa tuhoutumista.
- Asetettu hitsausvirta riippuu materiaalien merkistä ja koostumuksesta, volframielektrodin halkaisijasta sekä virran napaisuudesta. Tarkat tilatiedot tietyn ongelman ratkaisemiseksi tulee valita viitemateriaalista tai oman kokemuksesi perusteella.
- Kaaren jännite riippuu täysin sen pituudesta, joten on suositeltavaa suorittaa työ luomalla minimaalinen kaari, jolloin jännite pienenee. Kaaren pituuden kasvaessa jännitys kasvaa ja sauman laatu heikkenee.
- Inertin kaasun virtausnopeus tulee säätää sellaiseksi, että syntyy laminaarivirtaus, joka suojaa hitsattavat pinnat täysin hapettumiselta.
 Metallin hitsaustilat
Metallin hitsaustilat Optimaalisen tilan valinta on melko monimutkainen prosessi, joten argonkaarihitsauskoulutuksen tulisi suorittaa kokenut asiantuntija, jolla on sekä teoreettiset tiedot että käytännön taidot tällaisen työn suorittamiseen.
Perinteisen hitsauskoneen päivittäminen käyttämään argonia
Usein tee-se-itse-argonhitsaus suoritetaan käyttämällä ei-standardia, eli konetta, joka on modifioitu ratkaisemaan tiettyjä ongelmia. Työn laadun varmistamiseksi tarvitaan kaksi lisäyksikköä, jotka auttavat suorittamaan prosessin korkealla laatutasolla.
- Oskillaattori on laite, jota käytetään sähkökaaren sytyttämiseen ilman kosketusta. Se ylläpitää vakaan kaaripurkauksen, kun se toimii tiloissa, joissa tarvitaan vaihtovirtaa. Koska valokaaren syttyminen argonkaarihitsauksen aikana on useista syistä mahdotonta koskettamalla työpintaa suoraan elektrodilla, oskillaattori tuottaa suurjännitepurkauksen (4 - 8 kW), joka murtuu kaariraon läpi.
- Liitäntäreostaattia käytetään säätämään virran voimakkuutta ja valitsemaan optimaaliset parametrit hitsattaessa eri materiaaleista valmistettuja osia. Kun alumiinia hitsataan vaihtovirralla, on suositeltavaa säätää reostaattia erittäin kapeilla rajoilla (15-20%), koska tasavirtakomponenttia ei silti voida kompensoida.
Argonkaarihitsauksen edut ja haitat
Prosessiin pääset tutustumaan tarkemmin katsomalla argonkaarihitsausta (video), jossa esitellään laitteiden asennustekniikoita ja menetelmiä eri pintojen liittämiseen.
Edut:
- perusmetallin lämmitysalue on hyvin pieni, mikä säilyttää työkappaleiden alkuperäisen muodon;
- argon on inertti kaasu, jonka ominaispaino on raskaampaa kuin ilma, joten se suojaa luotettavasti hitsattuja pintoja ympäristön vaikutuksilta;
- kaaren korkea lämpöteho mahdollistaa työn nopeuden lisäämisen;
- teknisten tekniikoiden yksinkertaisuus tekee tästä hitsausmenetelmästä yleisesti saatavilla;
- kyky hitsata osia, joita ei voi liittää millään muulla tavalla, jolloin saadaan siisti ja esteettinen sauma.
Virheet:
- mahdollisuus epätäydelliseen saumojen suojaamiseen työskenneltäessä voimakkaassa tuulessa tai vedossa, koska osa argonista ei välttämättä saavuta aiottuun määränpäähän;
- kun suoritetaan töitä korkean ampeerin kaarella, on suositeltavaa käyttää lisäjäähdytystä;
- työhön käytetyt melko monimutkaiset laitteet ja hienosäätövaikeuksia.
Prosessin yksityiskohtaisempaa esittelyä varten sinun tulee katsoa argonilla keittämistä (video), joka näyttää selvästi kaikki prosessin ominaisuudet, ja tutustua myös tarvittaviin laitteisiin.
Ruostumaton teräs, kupari, titaani, alumiini, pronssi, muut ei-rautametallit ja seosteräkset ovat kaikki metalleja, joiden osia ei voida yksinkertaisesti hitsata yhteen. Mutta jokapäiväisessä elämässä on erilaisia tilanteita: joskus joudut hitsaamaan ruostumattomia teräsputkia, joskus joudut hitsaamaan auton osia alumiinista tai joudut vain hitsaamaan katkennut jalka pronssisesta hahmosta. Yllä luetellut metallit vaativat erityistä lähestymistapaa - argonkaarihitsausta, jonka työ ei ole halpaa, jos ei aivan "purevaa", jos tilaat sen asiantuntijalta. Joten omistajille herää kysymys: onko mahdollista hitsata argonilla omin käsin ja mitä tähän tarvitaan. Jos et ole koskaan aiemmin hitsannut mitään, sinun ei ehdottomasti pidä aloittaa ei-rautametallien hitsaamisesta; tämä on tuskallisen työvoimavaltainen ja monimutkainen prosessi, joka on suunniteltu tietylle asiantuntijan taidolle ja hänen kokemukselleen. Mutta jos sinulla on kokemusta tavanomaisesta kaarihitsauksesta ja olet varma kykyihisi, tämän artikkelin tiedot ovat sinua varten.
Argonhitsaus: tekniikka ja yleiset periaatteet
Argonkaarihitsaus on eräänlainen sähköhitsauksen (kaari) ja kaasuhitsauksen hybridi. Se muistuttaa sähköhitsaustekniikkaa siinä, että se käyttää sähkökaarta, ja kaasuhitsaustekniikkaa siinä, että siinä käytetään kaasua ja vastaavia hitsaustöitä.
Sähkökaari toimii lämmityslähteenä, se sulattaa metallin reunat, minkä ansiosta hitsaus tapahtuu.
Mutta miksi tarvitsemme kaasua? argon? Tosiasia on, että hitsattaessa ei-rautametallit ja seosteräkset hapettavat vuorovaikutuksessa hapen kanssa tai muut ilman epäpuhtaudet vaikuttavat niihin negatiivisesti, minkä vuoksi hitsaus osoittautuu hauraaksi, täynnä kuplia ja esimerkiksi alumiini palaa yleensä hapessa. Metallin suojaamiseksi erilaisten epäpuhtauksien ja kaasujen vaikutuksilta käytetään inerttiä argonkaasua. Tämä kaasu on 38 % ilmaa raskaampaa, joten se syrjäyttää hapen helposti ja nopeasti hitsausvyöhykkeeltä ja eristää luotettavasti työaltaan kaikilta ilmakehän vaikutuksilta. Kaasun syöttäminen hitsausalueelle on aloitettava 20 sekuntia ennen valokaaren syttymistä ja lopetettava 7 - 10 sekuntia työn päättymisen jälkeen. Argon ei käytännössä reagoi hitsattavan metallin ja muiden kaaren palamisalueella olevien kaasujen kanssa, minkä vuoksi sitä kutsutaan inertiksi. Mutta on myös vivahteita: käänteisellä polariteetilla hitsattaessa elektronit erottuvat helposti argonatomeista, minkä ansiosta koko argonympäristö muuttuu sähköä johtavaksi plasmaksi.
Argonhitsaus voidaan tehdä mm kuluva elektrodi, niin sulamaton, jälkimmäisenä käytetään volframielektrodia, koska tämä materiaali on erittäin tulenkestävää. Volframia käytetään hehkulankojen valmistukseen lamppuihin. Elektrodin halkaisija ja materiaali riippuvat täysin sulatettavista metalleista, nämä indikaattorit löytyvät helposti hakuteoksista.
Argonkaarihitsausta on kolmea tyyppiä:
- RAD on manuaalista hitsausta argonilla ei-kuluvalla elektrodilla.
- AMA - automaattinen argonkaarihitsaus ei-kuluvalla elektrodilla.
- AADP - automaattinen argonkaarihitsaus kulutuselektrodilla.
Jos etsit valmista konetta argon-volframielektrodilla hitsaukseen, etsi TIG (Tungsten Inert Gas (Welding)) -koneita. Tätä kutsutaan volframihitsaukseksi inertissä kaasuympäristössä.
Tig-hitsaustekniikka

Mikä on argonhitsauspoltin? Hänen sydämensä on ei kuluva volframielektrodi, jonka pitäisi ulottua polttimen rungon ulkopuolelle vain 2 - 5 mm, ei enempää. Elektrodin halkaisija valitaan taulukoiden mukaan hitsattavien materiaalien parametrien perusteella. Polttimen sisällä on pidike, johon voit asettaa ja kiinnittää halutun halkaisijan omaavan elektrodin.

Aseta elektrodin ympärille keraaminen suutin, siitä virtaa kaasua argon hitsauksen aikana.
Tarvitsemme hitsaukseen täyttölanka valmistettu samasta materiaalista kuin hitsattavat osat, sen halkaisija valitaan taulukoiden mukaan.
Tarkastellaan periaatetta työskennellä manuaalisella argonhitsauksella, kun sekä poltin että lisäainelanka ovat hitsaajan käsissä.
Ennen työn aloittamista hitsattavien osien pinta on puhdistettava oksideista, liasta ja rasvasta. Tämä voidaan tehdä mekaanisesti tai kemiallisesti.
Ensinnäkin niin kutsuttu "massa" levitetään hitsattavaan osaan, kuten tavanomaisessa kaarihitsauksessa. Jos osat ovat liian pieniä, se voidaan asettaa rautaiselle työpöydälle tai kylpyammeelle. Täyttöjohto ei sisälly sähköpiiriin, vaan se toimitetaan erikseen.
Hitsaajan tulee pitää poltinta oikeassa kädessään ja täyttölankaa vasemmassa kädessään. Polttimessa tulee olla virta- ja kaasunsyöttöpainike; kytke kaasunsyöttö päälle 20 sekuntia etukäteen. Virran voimakkuus valitaan hitsattavien materiaalien mukaan tai oman kokemuksen perusteella yrityksen ja erehdyksen avulla. Laskemme polttimen elektrodilla mahdollisimman lähelle hitsattavien metallien pintaa, ihanteellinen etäisyys on 2 mm. Elektrodin kärjen ja metallin väliin syntyy sähkökaari, joka sulattaa hitsattavien osien reunat ja täytelangan.
Kuinka argonhitsaus tapahtuu: valokuva - esimerkki.


Tärkeä! Kulumaton volframielektrodi tulee pitää mahdollisimman lähellä hitsattavien metallien pintaa, jotta syntyy mahdollisimman lyhyt kaari. Mitä suurempi kaari, sitä matalampi metallin tunkeutumissyvyys ja sitä leveämpi ja vähemmän esteettisesti miellyttävä sauma. Suurella kaarella jännitys kasvaa ja sauman laatu heikkenee.
Liikuttamalla poltinta hitaasti saumaa pitkin, tekemättä poikittaisia liikkeitä, hitsaajan tulee vähitellen syöttää täytelankaa. Tuloksena olevan sauman laatu ja tarkkuus riippuvat käsityöläisen taidosta.
Tärkeä! Täytelangan äkillinen syöttö johtaa metalliroiskeisiin. Siksi se tulee tarjoilla sujuvasti ja huolellisesti, mikä voidaan saavuttaa vain harjoittelemalla. Täyttölanka on parasta sijoittaa polttimen eteen kulmaan hitsattavaan pintaan nähden ilman poikittaisia liikkeitä. Tämä varmistaa tasaisen ja kapean sauman.

Huomaa, että valokaaren syttyminen hitsattaessa ei-kuluvalla elektrodilla ei voi tapahtua koskettamalla hitsattavaa pintaa. Ja tässä syyt:
- Argonin korkea ionisaatiopotentiaali ei salli hitsattavien pintojen välistä rakoa ja elektrodin hyvin ionisoitumista kosketuksesta aiheutuvan kipinän vuoksi. Kulutuselektrodilla hitsattaessa tilanne on hieman erilainen: kun elektrodi koskettaa pintaa, hitsausvyöhykkeelle ilmaantuu rautahöyryä, jonka ionisaatiopotentiaali on paljon (2,5 kertaa) pienempi kuin argonin, mikä mahdollistaa valokaaren syttyä.
- Koska elektrodi koskettaa hitsattavien metallien pintaa, se likaantuu.
Kaaren sytyttämiseksi hitsattaessa argonilla kulumattomalla volframielektrodilla käytetään oskillaattoria, joka on kytketty rinnan virtalähteen kanssa.
Oskillaattori syöttää korkeataajuisia suurjännitepulsseja elektrodille, minkä ansiosta kaarirako ionisoituu. Jos verkon taajuus on yleensä 55 Hz ja jännite 220 V, oskillaattori muuntaa ne ja syöttää jännitteen 2000 - 6000 V taajuudella 150 - 500 kHz. Tämä tekee elektrodin sytyttämisestä helppoa.

Argonkaarihitsaukseen tavallinen kaarihitsauslaite ei riitä, vaan sitä voidaan päivittää tai täydentää muilla tarvittavilla elementeillä. Katsotaanpa, mitä tarvitsemme argonhitsaukseen:
- Muuntaja. Sopiva on tavallinen hitsausmuuntaja, jota käytetään kaarihitsaukseen avoimen piirin jännitteellä 60 - 70 V. Tietysti sen tehon tulee vastata prosessin teknisiä ominaisuuksia.
- Tehokontaktori, joka syöttää hitsausjännitteen polttimeen.
- Oskillaattori. Olemme jo selvittäneet, miksi sitä tarvitaan.
- Laite, joka säätelee argonpuhallusaikaa. Onhan se sytytettävä etukäteen ja niin, että hitsauksen päätyttyä kaasua syötetään vielä 20 sekuntia.Tätä viivettä varten tarvitsemme säätimen.
- Argon-hitsauspoltin.
- Argonsylinteri, aina pelkistimellä.
- Volframielektrodit, vaaditun halkaisijan omaavat tangot.
- Apumuuntaja, jota käytetään kytkinlaitteiden virransyöttöön.
- Tasasuuntaaja 24 V DC -jännitteellä toimivien kytkinlaitteiden syöttämiseen.
- Sähkökaasuventtiili (24 V DC tai 220 V AC).
- On/off rele oskillaattorille ja kontaktorille.
- Induktiivis-kapasitiivinen suodatin, jota tarvitaan suojaamaan hitsausmuuntajaa oskillaattorin lähettämiltä pulsseilta (korkea jännite).
- Ampeerimittari hitsausvirran mittaamiseen.
- Auton akku (55 - 75 Ah), toimiva tai viallinen, sillä ei ole väliä. Se on kytketty sarjaan sähköpiiriin tasavirtakomponentin vähentämiseksi, joka väistämättä ilmaantuu vaihtovirralla hitsattaessa (katso lisätietoja erikoiskirjallisuudesta).
- Hitsauslasit.
Kaikki tämän piirin elementit voidaan ostaa markkinoilta ja koota omin käsin, saat kotitekoisen argonhitsauksen, lisäksi piiriä voidaan parantaa paljon, jos sinulla on asianmukaiset tiedot.

Myös laitteet TIG voi ostaa valmiina, johon voi liittää kaasupullon, polttimen, maadoitus- ja ohjauspainikkeet polttimelle ja kaasunsyötölle. Tällaisten laitteiden hinta alkaa 250 dollarista.
Erilaisia argonhitsausmuotoja
Metallien paremman hitsauksen saavuttamiseksi on tarpeen valita oikea hitsaustapa.
Vastakkaisuus Ja virran suunta tulee valita hitsattavien metallien ominaisuuksien perusteella. Perusteräkset ja metalliseokset hitsataan tasavirralla, jonka napaisuus on suora. On parempi hitsata alumiini, beryllium, magnesium ja muut ei-rautametallit käyttämällä käänteistä napaisuutta tai vaihtovirtaa, mikä edistää oksidikalvon nopeampaa tuhoutumista. Tasavirtahitsauksen aikana anodilla ja katodilla syntyy erilaista lämpöä: 70 % anodilla ja 30 % katodilla. Käytä suoraa napaisuutta, jos haluat lämmittää elektrodin mahdollisimman vähän ja samalla sulattaa tuotteen hyvin.

Tärkeä! Vaihtovirralla hitsattaessa oskillaattori siirtyy kaaren syttymisen jälkeen stabilointitilaan. Estääkseen kaariraon deionisoitumisen polariteetin muutoksen aikana ja varmistaakseen vakaan valokaaren palamisen oskillaattori syöttää valokaareen pulsseja polariteetin muutoksen hetkellä.
Hitsausvirta valitaan hitsattavien metallien ominaisuuksien ja osien koon sekä elektrodien mukaan. Voit valita virranvoimakkuuden viitekirjallisuuden taulukoista tai tehdä sen kokeellisesti.
Argonin kulutus riippuu suoraan syöttönopeudesta ja kuljetusilmavirtojen nopeudesta. Jos hitsaus tapahtuu sisätiloissa ilman vetoa, kulutus on minimaalista. Hitsaustyöt voimakkaissa sivutuulissa edellyttävät elektrodin ja materiaalin välisen etäisyyden lisäämistä, koska ilmavirta voi kuljettaa argonia, jolloin metallipinnat jäävät suojaamattomiksi. Tällaisissa tapauksissa käytetään erikoissuuttimia (confuser), joissa on hieno verkko.
Argonin lisäksi niitä joskus lisätään kaasuseokseen happi, noin 3-5 %. Argon ei pysty suojaamaan kosteudelta, lialta ja muilta lisäaineilta, joita saattaa ilmaantua hitsattavien osien pinnalle metallin sulamisen aikana. Happi reagoi haitallisten epäpuhtauksien kanssa, minkä seurauksena ne joko palavat tai syntyneet yhdisteet kelluvat pintaan hitsausaltaassa. Hapen käyttö on hyvä tapa torjua hitsin huokoisuutta.
Alumiinin hitsauksen ominaisuudet

Kun alumiinia kuumennetaan, sen pinnalle ilmestyy tulenkestävä kalvo. Hitsattaessa käänteisellä polariteetilla tai käyttämällä vaihtovirtalähdettä tämä kalvo voi tuhoutua. Kun alumiiniosalla on positiivinen varaus, käänteisellä polariteetilla hitsattaessa argonionit pommittavat alumiinin pintaa tuhoten oksidikalvon. Tässä tapauksessa argon ei enää toimi pelkkänä suojakaasuna, vaan se on sähköä johtava plasma, joka yksinkertaistaa ja parantaa hitsaustyötä.
AC-hitsauksen aikana tapahtuu samanlainen prosessi, kun alumiiniosa on katodi.
Kuparin hitsauksen ominaisuudet

Kupari reagoi helposti hapen kanssa muodostaen kuparioksidia. Tämä johtaa siihen, että sauma on epätasainen eikä tarpeeksi vahva. Vielä suurempi ongelma on, että muodostuva kuparioksidi reagoi ilman sisältämän vedyn kanssa muodostaen vesihöyryä, joka pyrkii poistumaan ja muodostaa huokosia saumaan. Siksi hitsausalue on suojattava argonilla.
Argonkaarihitsaus: edut ja haitat
Kuten kaikilla menetelmillä, argonhitsauksella on etunsa ja haittansa, jotka liittyvät tekniikkaan ja käytettyihin laitteisiin.
Edut sisältävät:
- Hitsaussauman suojaaminen argonilla ympäristön vaikutuksilta. Tämä varmistaa vahvan liitoksen, jossa ei ole huokosia ja epäpuhtauksia.
- Metalli lämpenee vähän, lämmitysalue on hyvin pieni, joten voit helposti hitsata monimutkaisia työkappaleita ilman pelkoa niiden muodon muuttamisesta.
- Mahdollisuus hitsata metalleja ja metalliseoksia, joita ei muuten voida hitsata.
- Suhteellisen nopea työ korkean lämpötilan kaaren ansiosta.
Virheet:
- Melko monimutkainen laite, joka vaatii tarkkaa säätöä.
- Hitsaustyön suhteellinen monimutkaisuus, joka vaatii kokemusta ja taitoa.
Argonhitsaus on hyvä, koska se takaa korkealaatuisen hitsin samalla tunkeutumissyvyydellä. Tämä on erittäin tärkeää hitsattaessa ohutta metallia, johon pääsee käsiksi vain yhdeltä puolelta, esimerkiksi kiinteitä puskuputkia. Muuten, kun hitsataan pienipaksuisia ei-rautametalleja, täytelankaa ei saa käyttää.
Argonhitsaus: videoohjeet
Tietysti minkä tahansa metallin korkealaatuisen hitsauksen suorittamiseksi sinulla on oltava tietyt tiedot, taidot ja kokemus. Mutta jostain on aloitettava, eikö niin? Ja tässä artikkelissa autamme sinua hallitsemaan perustiedot argonhitsauksesta ja selitämme tietyn metallin ja rakenteen hitsauksen ominaisuudet.
Argonhitsauksen ominaisuudet
Ennen kuin puhumme argonilla hitsauksen tekniikasta ja säännöistä, selvitetään, mitä tarvitset tähän.
Joten argonhitsauksen suorittamiseksi valmistele:
- sylinteri, jossa on tarvittava kaasu (tapauksessamme argonilla);
- kivihiili kilpi;
- tarjota 3-vaiheinen teho;
- hanki lisävirtalähde.
Nyt voit alkaa opetella argonilla hitsaamaan. Tässä prosessissa on useita ominaisuuksia, joita tarkastelemme kohta kohdalta.
Ensin syötämme inerttiä kaasua hitsauspolttimeen (SG). Sitten käsittelemme vaiheita: ensimmäinen tulee liittää SG:hen ja toinen hitsattavaan pintaan. SG on varustettu volframielektrodilla, joka on teroitettu halkaisijaltaan pieneen kartiomaiseen muotoon (sen pituuden tulee olla yhtä suuri kuin 2-3 hitsauslangan halkaisijaa).

Nämä ovat argonhitsauksen perusteet. Katsotaanpa hitsauksen ominaisuuksia alumiinin ja ruostumattoman metallin esimerkillä.
Alumiinin argonhitsaus
Sen lämmönjohtavuus on neljästä viiteen kertaa korkeampi kuin teräksellä. Tässä suhteessa alumiinia hitsattaessa on jatkuvasti poistettava ylimääräinen lämpö saumasta. Lisäksi nopeasti kuumennettaessa alumiini menettää lujuutensa, joten sitä tulisi lämmittää vähitellen.
Toinen vivahde alumiinia hitsattaessa on, että kuumennettaessa tälle metallille muodostuu kalvo, joka on vaikea sulaa ja sen tuhoamiseksi on hitsattava käänteisellä polariteetilla. Seuraava mekanismi toimii: alumiinia, jolla on positiivinen varaus hitsauksen aikana, pommitetaan argon-ioneilla, jotka tuhoavat tämän tulenkestävän kalvon.
Lisäksi kannattaa kiinnittää huomiota siihen, että alumiini ei muuta väriä kuumennettaessa, ja siksi on visuaalisesti vaikea seurata hetkeä, jolloin sen pinta saavuttaa sulamisen riittävän lämpötilan. Tässä auttaa sinua vuosien varrella kertynyt kokemus.
Alumiinin argonhitsauksen päämenetelmät on esitetty alla olevassa taulukossa.
Koulutus ruostumattoman teräksen argonhitsaukseen
Ruostumaton teräs on tällä hetkellä erittäin suosittu ihmisten jokapäiväisessä elämässä, ja siksi se vaatii usein ensisijaista tai toisiohitsausta tuloksena olevasta viasta.
Ruostumattomalla teräksellä on useita ominaisuuksia, jotka vaikuttavat sen hitsauksen tulokseen ja hienouksiin. Esimerkiksi ruostumattoman teräksen lämmönjohtavuus, joka on pienentynyt 2 kertaa, sanelee tarpeen vähentää virtaa hitsauksen aikana 15-20%, ja korkea lineaarilaajenemiskerroin voi johtaa tuotteen muodonmuutokseen hitsauksen aikana tai sen jälkeen.
Putkien hitsauksessa käytetään kaikkia ominaisuuksia, joista puhuimme edellä, mutta on noudatettava seuraavaa sääntöä: putkien yhteen hitsatut osat on kiinnitettävä turvallisesti ja painettava toisiaan vasten mahdollisimman paljon.
Jos tätä ei tehdä, mikä tahansa (jopa mikroskooppinen) muutos yhden osan sijainnissa suhteessa toiseen aiheuttaa hitsaussauman tuhoutumisen ja vastaavasti osan eheyden. Ne kypsentävät yleensä oikealta vasemmalle, ja polttimen tulisi sijaita 70-80 0 kulmassa.
Olemme tutustuneet hitsaustaiteen perusteisiin, ja harjoittelu auttaa sinua saavuttamaan sen mestaruuden.
Argon, argon-kaari, suojakaasuhitsaus ovat kaikki hitsaustyyppien nimiä. Argonhitsausta käytettiin Neuvostoliitossa avaruusalusten valmistukseen. Nykyään se on kaikkien saatavilla. Sitä käytetään auton laitteiden, veneiden ja lentokoneiden komponenttien korjauksessa sekä alumiinirakenteiden korjauksessa ja valmistuksessa. Loppujen lopuksi monet ihmiset tietävät, että ruostumattoman teräksen ja kuparin, pronssin ja alumiinin, titaaniosien ja muiden metallien hitsaus normaaleissa olosuhteissa on vaikeaa. Ja elämässä tapahtuu usein, että joudut hitsaamaan ruostumattomia putkia, alumiinisia autonosia, osia hahmoista. Näissä tapauksissa on parempi käyttää argonkaarihitsausmenetelmää. Tämä työ tulee kalliiksi. Jos sinulla on kokemusta hitsauslaitteiden käytöstä, argonilla hitsaaminen ei ole kysymys. Voit kokeilla sitä, kun tilaisuus tulee, taito tulee näkyviin.
Argonhitsaus on melko yleistä kaikilla aloilla, joilla hitsauskorjauksia voidaan soveltaa.
Hitsauksen perusperiaatteet
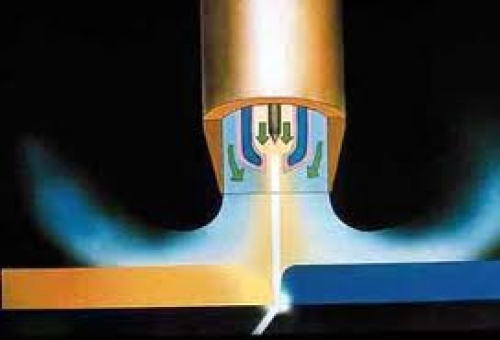
Mitä on argonhitsaus? Tämä on sähkö- ja kaasuhitsauksen hybridi. Ammattitaitoinen hitsaaja käyttää työskennellessään sähkökaari- ja täytelankaa. Lämmönlähde on kaari. Se sulattaa työkappaleiden reunat. Mihin kaasua tässä käytetään? Yritetään selvittää tämä ongelma.

Kuva 1. Elementtien yhdistämiseen käytetään argonpoltinta.
Monet ei-rautametallit, jotka ovat vuorovaikutuksessa ilmakehän hapen kanssa, hapettuvat. Niiden pinnalla oleva oksidikalvo estää sauman muodostumisen rautametallityökappaleiden kanssa. Se osoittautuu täytetyksi kupilla, mikä vähentää merkittävästi valmiin rakenteen lujuutta. Alumiiniosat voivat yksinkertaisesti palaa näissä olosuhteissa. Inertti kaasu, mukaan lukien argon, pystyy syrjäyttämään ilmaa kaaren palamisvyöhykkeestä. Se painaa 38 % enemmän kuin ilma. Näin hän voi puhdistaa hitsausaltaan luotettavasti, jos hän aloittaa argonin syöttämisen hieman aikaisemmin kuin valokaari syttyy. Prosessi on suoritettava muutaman sekunnin kuluttua kaaren sammumisesta. Argon itsessään ei yleensä reagoi metallien kanssa. Sitä ei turhaan kutsuta inertiksi kaasuksi. Mutta jos teet ruokaa käänteisellä polariteetilla, argon voi muuttua plasmaksi.
Metallit hitsataan argonilla kulutuselektrodilla ja ei-kuluvalla elektrodilla. Kulumaton elektrodi on pala tulenkestävää volframia. Sen halkaisija riippuu hitsattavasta metallista. Hitsaajat erottavat seuraavat hitsaustyypit:
- RAD - työskentele argonkerroksen alla käyttämällä ei-kuluvaa elektrodia (manuaalinen);
- AAD - ;
- AADP - automaattinen käyttö kulutuselektrodilla.
Volframielektrodin kanssa työskentelyyn käytetään TIG-koneita. TIG-hitsaus on valmistusmenetelmä, jossa hitsattavat metalliosat liitetään toisiinsa hitsaamalla argonympäristössä. Tämä prosessi suoritetaan erikoispistoolilla (kuva nro 1). Volframielektrodi työntyy rajojen ulkopuolelle 2-5 mm:n etäisyyden. Se voi olla minkä kokoinen tahansa. Sen ympärillä on keraaminen suutin, jonka läpi inertti kaasu virtaa. Täytelangan ja elektrodin halkaisija valitaan erikoistaulukoiden mukaan.
Palaa sisältöön
Argonhitsausprosessi

Hitsaus on tehtävä erityisessä maskissa.
Ennen työtä kaikki osat puhdistetaan, oksidit, rasvajäämät ja lika poistetaan niistä. Tämä tehdään harjalla ja erilaisilla kemiallisilla yhdisteillä. Hitsattaviin elementteihin syötetään sähkömassaa. Täyttölanka ei sisälly verkkoon. Hitsaaja pitää taskulamppua toisessa kädessään ja lankaa toisessa. Polttimen rungossa on kaasunsyöttöpainike. Sinun on painettava sitä 20 sekuntia ennen kuin hitsaus alkaa. Virran voimakkuus voidaan valita kokemuksesi perusteella.
Poltin lasketaan osien pintaan. Niiden välinen etäisyys on mieluiten 2 mm. Työkappaleiden ja elektrodin väliin syntyy sähkökaari. Poltin syötetään tasaisesti saumaa pitkin. Hitsaaja syöttää lankaa. Sauman laatu riippuu täysin hänen näppäryydestään. Älä lyö kaaria koskettamalla työpöytää. Tätä varten on olemassa oskillaattori. Se antaa elektrodille pulssin, jonka taajuus on vähintään 150 kHz ja jännite alkaen 2000 V. Tämä sytyttää elektrodin.
Palaa sisältöön
Mitä hitsaukseen tarvitaan
Hitsataksesi argonilla sinun on valmisteltava:
- Muuntaja.
- Kontaktori.
- Oskillaattori.
- Laite puhallusajan säätöön.
- Poltin.
- Kaasupullo ja vähennysventtiili.
- Elektrodit ja johdot.
- Apumuuntaja.
- Tasasuuntaaja.
Muuntaja voi olla tavallinen hitsaus. Tämän laitteen tehon on vastattava täysin työprosessin ominaisuuksia.
Kontaktori on laite, joka syöttää jännitettä polttimeen.
Oskillaattorin tarkoitus on kuvattu hieman korkeammalla.
Säätölaite tarvitaan kaasun (argonin) syöttämiseksi hitsauskohteeseen etukäteen ja syöttämisen suorittamiseksi ajoissa.
Poltin tarvitaan argonin toimittamiseen hitsauskohtaan sylinteristä.
Joidenkin lisälaitteiden virransyöttöön tarvitaan apumuuntaja.
Saatat myös tarvita releen kytkeäksesi päälle kontaktorin ja oskillaattorin, ampeerimittarin ja lasit.
Kotitekoinen asennus on valmis. Voit ostaa täydellisen TIG-hitsauslaitteen sarjan. Sen hinta alkaa 250 USD. Mitä enemmän se maksaa, sen parempi.
Kaikissa yrityksissä kuluu materiaaleja. Argonin kulutus hitsauksen aikana riippuu polttimen syöttönopeudesta. Kadulla, kun on sivutuuli, käytetään erityisiä laitteita verkon muodossa, joka peittää polttimen suun.
Alumiinin oikean hitsauksen oppiminen on melko vaikeaa. Usein edes kokeneet käsityöläiset eivät tee tällaista työtä. Ongelmana on, että alumiini on erittäin oikukas materiaali ja sen kanssa työskentely vaatii korkealaatuisen invertterin käyttöä.
Tietenkin voit tulla toimeen melkein millä tahansa puoliautomaattisella hitsauskoneella, mutta todella laadukkaita hitsauksia voidaan saada vain laitteilla, joilla on erityinen toiminto tietyn metallin hitsaukseen. Jos myös ulkonäöllä on merkitystä, on parempi hitsata alumiini yksiköllä, jossa on erityinen pulssihitsausvaihtoehto. Alumiini keitetään yleensä argonissa. Nykyaikaisten invertterien avulla voit tehdä kaiken tehokkaasti ja mahdollisimman lyhyessä ajassa.
Mitä vaatimuksia on noudatettava hitsattaessa alumiinia argonilla?
Alumiinin hitsauksessa käytetään yleensä puhdasta argonia. Voit käyttää tämän kaasun seosta heliumin kanssa. Vaihtoehto 2 soveltuu paremmin paksujen arkkien käsittelyyn. Alumiini hitsataan erityisellä alumiinilangalla, jolla on kiinteä poikkileikkaus.
On tärkeää kiinnittää erityistä huomiota polttimen suunnitteluun. Ensinnäkin se on asennettava suoralle letkulle ilman kiertymiä tai mutkia. Toiseksi tämän letkun pituus ei saa olla yli 3 m. Ongelmana on, että alumiini hitsataan argonilla erittäin pehmeällä langalla. Polttimessa olevan tavallisen kanavan sijaan on parempi asentaa teflon, joka on suunniteltu erityisesti alumiinin kanssa työskentelemiseen.
Jos 3 metrin letku ei riitä sinulle, siirrä hitsausinvertteri lähemmäs käsiteltävää materiaalia. Jos tämä ei ole mahdollista, se on mahdollista vain käyttämällä yksikköä, jossa on erillinen syöttömekanismi. Kärkien halkaisijan tulee olla suurempi kuin teräksessä. Tämä johtuu siitä, että alumiini laajenee enemmän kuumennettaessa.

Sinun on valittava oikeat elektrodit. Parhaat tulokset saadaan hitsaamalla alumiinia argonilla seuraavilla elektrodeilla:
- OK 96.20, OK 96.10.
- OZANA-1, OZANA-2.
- Ei-kuluvat volframipohjaiset tuotteet.
Ensimmäinen elektrodimerkki tuli laajalti käyttöön hieman yli 10 vuotta sitten. Tällaisia elektrodeja käytetään ensisijaisesti teknisen alumiinin kanssa työskentelemiseen. Niitä voidaan käyttää myös metalliseosten hitsaukseen ja valuvirheisiin. Niiden avulla voit säilyttää tasaisen kaaren. Valmiin sauman ominaisuudet ovat mahdollisimman lähellä alkuperäisen materiaalin ominaisuuksia ja kuonakuori poistetaan ilman tarpeetonta vaivaa.
Tyypin 2 elektrodeissa on alkalisuolapinnoite. Niitä käytetään työskenneltäessä erilaisten alumiiniseosten kanssa. Useimmissa tapauksissa on tarpeen esilämmittää keskimäärin 200-300 °C:seen.
Alumiinia voidaan keittää argonilla käyttämällä kulumattomia volframielektrodeja. Niiden avulla voit pitää kaaren vakaalla tasolla. Tällaisten elektrodien halkaisija voi olla 2-6 mm. Jokaista erityistapausta varten sinun on valittava sopiva elektrodien halkaisija erillisessä järjestyksessä. Se riippuu ennen kaikkea käsiteltävän tuotteen paksuudesta. Erilaisia lisäaineita sisältävät volframielektrodit toimivat parhaiten.

Alumiinin hitsauksessa argonilla käytetään melko kalliita elektrodeja, joten niiden valintaa on lähestyttävä asiantuntevasti ja otettava huomioon tulevan työn erityispiirteet.
Alumiinin hitsaamiseen argonilla tarvitset seuraavat:
- Hitsauskone ja sopivat elektrodit.
- Alumiinilanka.
- Kaasuhitsaus- ja lämmityslaite.
Palaa sisältöön
Alumiinin hitsauksen pääominaisuudet
Suurin vaikeus alumiinin hitsauksessa on oksidikalvo, joka muodostuu metallin pinnalle käsittelyn aikana. Tämän kalvon sulamispiste saavuttaa 2050 astetta, ja itse alumiini sulaa paljon alhaisemmissa lämpötiloissa.
Tekniikan mukaisesti sinun on ensin lävistettävä tämä kalvo ja vasta sitten sulatettava metalli suoraan. Pulssihitsaus soveltuu parhaiten tähän tehtävään. Alumiinilla on hyvä lämmönjohtavuus ja alhainen sulamispiste. Tästä johtuen osa saattaa syttyä palamaan hitsauksen aikana. Tämän välttämiseksi sinun on esilämmitettävä työkappaletta hieman. Tämän ansiosta alumiiniosan tunkeutumissyvyys kasvaa entisestään.

Kaaviokaavio puoliautomaattisesta hitsauksesta kulutuselektrodilla: SG - hitsauspoltin, P - ilmapallovähennys, B - painekaasusylinteri, MP - hitsauslangan syöttömekanismi, BU - puoliautomaattinen ohjausyksikkö, IP - virtalähde .
Oksidikalvon rikkomisen helpottamiseksi sinun on esikäsiteltävä osa teräsharjalla. Tällainen käsittely ei vie paljon aikaa, mutta osa sulaa paremmin ja nopeammin. On suositeltavaa puhdistaa välittömästi ennen hitsaustöiden aloittamista.
Kun hitsaat alumiinia, varmista, että kaaren pituus on vakio. Tämä sääntö ei koske vain alumiinia, vaan myös kaikkia muita metalleja. Jos kaari on pidempi kuin on tarpeen, työkappale ei sula. Jos se on lyhyempi, metalli syttyy palamaan. Sopiva kaaren pituus määritetään ottaen huomioon materiaalin kemiallinen koostumus, koska Eri metalliseoksilla on myös erilainen lämmönjohtavuus. Keskimäärin alumiinin tapauksessa käytetään kaarta, jonka pituus on 1,2-1,5 cm.
Toinen vaikeus, joka sinun on kohdattava alumiinia hitsattaessa, on kraatterin hitsaus sauman päässä. Ongelma syntyy, koska alumiini jäähtyy melko nopeasti. Erityinen puoliautomaattinen kone antaa sinun ratkaista tämän ongelman. Ensinnäkin se antaa lisääntyneen virran, jonka avulla voit murtautua oksidikalvon läpi. Myöhemmin virta pienenee, minkä ansiosta voit hitsata mainitun kraatterin ilman ongelmia.
Palaa sisältöön
Mitä hitsausmenetelmiä on olemassa

Alumiinin sulatukseen on kehitetty monia erilaisia menetelmiä, joissa käytetään erilaisia materiaaleja, laitteita ja suojaympäristöjä.
Yleisimmin käytetyt menetelmät ovat:
- Hitsaus inertissä kaasuympäristössä volframielektrodilla.
- Hitsaus puoliautomaattisella koneella, jossa on automaattinen langansyöttö.
- Hitsaus kuluvilla elektrodeilla ilman suojakaasuja.
Tärkeä ehto tälle työlle on alumiinin pinnalle muodostuneen oksidikalvon tuhoaminen. Sen tuhoamiseen sopii vaihto- tai tasasuuntainen käänteisvirta. Alumiinia ei voi hitsata tasavirralla, koska... tällaisissa olosuhteissa oksidikalvo ei anna periksi katodisputteroinnille eikä tuhoudu.
Palaa sisältöön
Mitkä koneet sopivat alumiinin hitsaukseen

Useita hitsauskoneita voidaan käyttää alumiinin hitsaukseen argonilla. Kaikki ne on jaettu useisiin ryhmiin, nimittäin:
- Universaalit yksiköt.
- Erikoismallit.
- Erikoisvarusteet.
Universaalit mallit ovat massatuotettuja, ne ovat kysytyimpiä ostajien keskuudessa ja niitä käytetään useimmiten. Tällaista hitsausta käytetään tuotantoolosuhteissa erityisesti varustetuissa paikoissa.
Erilaisia erikoislisäaineita voidaan käyttää alumiinin hitsaukseen argonissa. Ne tekevät työstä helpompaa ja laadukkaampaa.
Yksiköissä, jotka mahdollistavat alumiinin hitsauksen argonilla käyttämällä ei-kuluvia volframielektrodeja, on seuraavat laitteet:
- AC/DC virtalähde.
- Poltin tai laitesarja, joka on erityisesti suunniteltu tällaiseen työhön.
- Laite, joka pystyy antamaan käynnistyskaaren vahvistuksen tai laite, joka mahdollistaa vaihtuvan valokaaren stabiloinnin.
- Laitteet, joiden avulla voit hallita hitsausjaksoa.
- Laite, joka on suunniteltu kompensoimaan ja säätämään tasavirtaa.

Tällä hetkellä on olemassa useita uusia menetelmiä alumiinin hitsaukseen argonilla, jotka on kehitetty erityisesti laajentamaan hitsattavien materiaalien paksuusaluetta ja parantamaan hitsausliitosten tuottavuutta, mukaan lukien tunkeutumisen parantaminen.
Käytön aikana kaari liikkuu portaittain tai tietyllä nopeudella. Nämä liikkeet voidaan synkronoida hitsausvirtapulssien kanssa. Tämän ansiosta tunkeutuminen on mahdollisimman tehokasta kaikkiin suuntiin. Virran pienentäminen eliminoi metallin ylikuumenemisen riskin ja eliminoi siten muodonmuutoksen lähes kokonaan.
Volframielektrodien avulla voit saada korkealaatuisia hitsejä ja tehdä työtä melko suurella nopeudella. Työn suorittamiseen tarvitaan vain erikoislaitteita ja lisälaitteita, vaikeapääsyisiä tai kalliita yksiköitä ei tarvita.
Useimmiten argonhitsaus suoritetaan invertteriyksiköllä. Tällaiset laitteet ovat yleistyneet sekä jokapäiväisessä elämässä että tuotannossa. Invertterihitsauskoneen käyttö on paras vaihtoehto. Jopa ilman suurta kokemusta hitsauksesta, voit ymmärtää tekniikan ilman suuria vaivaa. Ja tämä tieto on varmasti hyödyllinen sinulle. Ensinnäkin voit suorittaa henkilökohtaisia tehtäviäsi ja toiseksi halutessasi tarjota palveluita kolmansien osapuolien asiakkaille.