आर्गन-आर्क वेल्डिंग तकनीक का विवरण। आर्गन वेल्डिंग - शुरुआती लोगों के लिए प्रौद्योगिकी और वीडियो पाठ
तांबा, आदि) जिन्हें व्यावहारिक रूप से पारंपरिक उपकरणों का उपयोग करके नहीं जोड़ा जा सकता है, इसलिए इन सामग्रियों से एक-टुकड़ा संरचनाएं बनाने के लिए आर्गन-आर्क वेल्डिंग का सफलतापूर्वक उपयोग किया जाता है। डू-इट-योर आर्गन वेल्डिंग मानक उपकरण का उपयोग करके या घर-निर्मित इकाई का उपयोग करके किया जाता है और इसके लिए कुछ कौशल और ज्ञान की आवश्यकता होती है, जिसके बिना प्रक्रिया विफल हो जाती है। आर्गन वेल्डिंग मशाल
आर्गन आर्क वेल्डिंग की विशेषताएं
आर्गन-आर्क वेल्डिंग में, प्रक्रिया एक अक्रिय गैस वातावरण (आर्गन) में होती है, जो संभोग सतहों को ऑक्सीकरण से बचाती है, जिससे वेल्ड की गुणवत्ता में सुधार होता है। गैर-उपभोज्य और उपभोज्य इलेक्ट्रोड का उपयोग करके मैन्युअल और स्वचालित मोड में किया जा सकता है।
टंगस्टन तत्व का उपयोग आमतौर पर आर्गन-आर्क वेल्डिंग में गैर-उपभोज्य इलेक्ट्रोड के रूप में किया जाता है, क्योंकि यह एक बहुत ही दुर्दम्य सामग्री है। इस वेल्डिंग विधि का उपयोग करके, उन सामग्रियों को विश्वसनीय रूप से जोड़ना संभव है जिन्हें पारंपरिक तरीकों और यहां तक कि असमान भागों का उपयोग करके वेल्ड करना बहुत मुश्किल है।
आर्गन आर्क वेल्डिंग के लिए प्रौद्योगिकी की विशेषताएं
आत्मविश्वास से और उत्पादक रूप से काम करने के लिए, आपको पता होना चाहिए कि आर्गन के साथ वेल्ड कैसे किया जाता है और कुछ नियमों का पालन किया जाता है, जिसके कार्यान्वयन से प्रक्रिया में काफी सुविधा होगी और आपको उच्च गुणवत्ता वाले वेल्ड प्राप्त करने की अनुमति मिलेगी।
डू-इट-योर आर्गन-आर्क वेल्डिंग में एक मजबूत और विश्वसनीय सीम बनाना शामिल है, और इसलिए काम करते समय अधिक ध्यान देने की आवश्यकता होती है।
- गैर-उपभोज्य इलेक्ट्रोड को वेल्ड की जाने वाली सतह के जितना संभव हो उतना करीब रखा जाना चाहिए, जिससे चाप की लंबाई कम से कम हो सके। जैसे-जैसे चाप बढ़ता है, धातु के प्रवेश की गहराई कम हो जाती है और सीम की चौड़ाई बढ़ जाती है, यानी गुणवत्ता प्रभावित होती है।
- आमतौर पर, आर्गन-आर्क वेल्डिंग के दौरान, केवल एक आंदोलन किया जाता है, जो सीम की धुरी के साथ निर्देशित होता है। लगातार अनुप्रस्थ आंदोलनों की अनुपस्थिति एक संकीर्ण और सौंदर्यपूर्ण रूप से आकर्षक सीम बनाना संभव बनाती है, जो इस तकनीक को लेपित इलेक्ट्रोड के उपयोग से अलग करती है।
- हवा में निहित नाइट्रोजन और नाइट्रोजन के साथ वेल्डेड सतहों की संतृप्ति को रोकने के लिए, यह सुनिश्चित करने के लिए ध्यान रखा जाना चाहिए कि गैर-उपभोज्य इलेक्ट्रोड और भराव तार आर्गन संरक्षण क्षेत्र में हैं।
- जब वेल्डिंग तार को तेजी से खिलाया जाता है, तो धातु का सक्रिय बिखराव देखा जाता है। इस प्रक्रिया को रोकने के लिए, तार को बहुत सुचारू रूप से खिलाया जाना चाहिए, जिसे अभ्यास से प्राप्त किया जा सकता है।
- वेल्ड की गुणवत्ता के संकेतकों में से एक इसकी पैठ है, जिसे वेल्ड पूल द्वारा गठित आकार से आंका जा सकता है। अच्छी पैठ का अंदाजा वेल्ड पूल से लगाया जा सकता है जो वेल्डिंग की दिशा की ओर लम्बा होता है, जबकि अंडाकार या गोल आकार अपर्याप्त सतह पैठ को इंगित करता है।
- गैर-उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग करते समय, अनुप्रस्थ कंपन से बचते हुए, भराव तार को टॉर्च के सामने वेल्ड की जाने वाली सतह पर एक कोण पर रखा जाना चाहिए। इस तरह एक समान और संकीर्ण वेल्ड सीम सुनिश्चित करना आसान है।
- काम के अंत में रिओस्तात के साथ वर्तमान ताकत को कम करके क्रेटर को वेल्ड किया जाता है (चाप को तोड़कर, बर्नर को पीछे हटाकर काम को रोकना गलत है, क्योंकि सीम की सुरक्षा तेजी से कम हो जाती है)। आमतौर पर, काम पूरा होने के 7 - 10 सेकंड बाद गैस (आर्गन) की आपूर्ति बंद कर दी जाती है, और प्रक्रिया शुरू होने से 15 - 20 सेकंड पहले कनेक्शन क्षेत्र में गैस की आपूर्ति शुरू कर दी जानी चाहिए।
- वेल्डिंग कार्य शुरू करने से पहले, भागों की सतहों को यांत्रिक या रासायनिक तरीकों से ऑक्साइड और गंदगी से साफ किया जाना चाहिए, और डीग्रीज़ भी किया जाना चाहिए।
 आर्गन वेल्डिंग सिद्धांत
आर्गन वेल्डिंग सिद्धांत आर्गन-आर्क वेल्डिंग के लिए मोड पैरामीटर
यदि आप इष्टतम मोड चुनते हैं जो सबसे कुशल प्रक्रिया सुनिश्चित करेगा तो डू-इट-योर आर्गन वेल्डिंग उच्च स्तर पर होगी।
- वेल्ड की जाने वाली धातु के गुणों के अनुसार धारा की ध्रुवता और दिशा का चयन किया जाता है। आमतौर पर, बुनियादी स्टील्स और मिश्र धातुओं के साथ काम करते समय, सीधी ध्रुवता की प्रत्यक्ष धारा का उपयोग किया जाता है। एल्यूमीनियम, मैग्नीशियम और बेरिलियम को रिवर्स पोलरिटी के साथ वेल्ड करना बेहतर होता है, जो ऑक्साइड फिल्म के तेजी से विनाश को बढ़ावा देता है।
- सेट वेल्डिंग करंट सामग्री के ब्रांड और संरचना, टंगस्टन इलेक्ट्रोड के व्यास, साथ ही करंट की ध्रुवता पर निर्भर करता है। किसी विशिष्ट समस्या को हल करने के लिए सटीक मोड डेटा को संदर्भ सामग्री से या अपने स्वयं के अनुभव के आधार पर चुना जाना चाहिए।
- चाप का वोल्टेज पूरी तरह से उसकी लंबाई पर निर्भर करता है, इसलिए वोल्टेज में कमी लाने के लिए न्यूनतम चाप बनाकर काम करने की सिफारिश की जाती है। जैसे-जैसे चाप की लंबाई बढ़ती है, तनाव बढ़ता है और सीम की गुणवत्ता खराब हो जाती है।
- अक्रिय गैस की प्रवाह दर इस तरह से निर्धारित की जानी चाहिए कि एक लामिना प्रवाह बनाया जा सके जो वेल्डेड होने वाली सतहों को ऑक्सीकरण से पूरी तरह से बचाएगा।
 धातु वेल्डिंग मोड
धातु वेल्डिंग मोड इष्टतम मोड का चयन एक जटिल प्रक्रिया है, इसलिए आर्गन-आर्क वेल्डिंग प्रशिक्षण एक अनुभवी विशेषज्ञ द्वारा किया जाना चाहिए जिसके पास ऐसे कार्य करने में सैद्धांतिक ज्ञान और व्यावहारिक कौशल दोनों हों।
आर्गन का उपयोग करने के लिए एक पारंपरिक वेल्डिंग मशीन को अपग्रेड करना
अक्सर, स्वयं करें आर्गन वेल्डिंग एक गैर-मानक का उपयोग करके किया जाता है, अर्थात, विशिष्ट समस्याओं को हल करने के लिए संशोधित मशीन। कार्य की गुणवत्ता सुनिश्चित करने के लिए दो अतिरिक्त इकाइयों की आवश्यकता होगी जो प्रक्रिया को उच्च गुणवत्ता स्तर पर पूरा करने में मदद करेंगी।
- ऑसिलेटर एक उपकरण है जिसका उपयोग बिना संपर्क के विद्युत चाप को प्रज्वलित करने के लिए किया जाता है। प्रत्यावर्ती धारा के उपयोग की आवश्यकता वाले मोड में संचालन करते समय यह एक स्थिर आर्क डिस्चार्ज बनाए रखता है। चूंकि कई कारणों से आर्गन-आर्क वेल्डिंग के दौरान चाप का प्रज्वलन इलेक्ट्रोड के साथ सीधे काम की सतह को छूने से असंभव है, थरथरानवाला एक उच्च-वोल्टेज डिस्चार्ज (4 - 8 किलोवाट) उत्पन्न करता है, जो चाप अंतराल के माध्यम से टूट जाता है।
- गिट्टी रिओस्टेट का उपयोग वर्तमान ताकत को विनियमित करने और विभिन्न सामग्रियों से बने भागों को वेल्डिंग करते समय इष्टतम मापदंडों का चयन करने के लिए किया जाता है। प्रत्यावर्ती धारा का उपयोग करके एल्यूमीनियम की वेल्डिंग करते समय, रिओस्तात को बहुत संकीर्ण सीमा (15-20%) के भीतर विनियमित करने की सिफारिश की जाती है, क्योंकि प्रत्यक्ष धारा घटक की भरपाई करना अभी भी संभव नहीं होगा।
आर्गन आर्क वेल्डिंग के फायदे और नुकसान
आप आर्गन-आर्क वेल्डिंग (वीडियो) देखकर प्रक्रिया से अधिक परिचित हो सकते हैं, जो विभिन्न सतहों को जोड़ने के लिए उपकरण और तरीकों को स्थापित करने की तकनीक दिखाता है।
लाभ:
- बेस मेटल का ताप क्षेत्र बहुत छोटा है, जो वर्कपीस के मूल आकार को बरकरार रखता है;
- आर्गन एक अक्रिय गैस है, जिसका विशिष्ट गुरुत्व हवा से भारी होता है, इसलिए यह वेल्डेड सतहों को पर्यावरणीय प्रभावों से मज़बूती से बचाता है;
- चाप की उच्च तापीय शक्ति आपको काम की गति बढ़ाने की अनुमति देती है;
- तकनीकी तकनीकों की सरलता इस वेल्डिंग विधि को आम तौर पर उपलब्ध बनाती है;
- उन भागों को वेल्ड करने की क्षमता जिन्हें किसी अन्य तरीके से नहीं जोड़ा जा सकता है, एक साफ और सौंदर्यपूर्ण सीम प्राप्त करना।
कमियां:
- तेज हवाओं या ड्राफ्ट में काम करते समय सीम की अपूर्ण सुरक्षा की संभावना, क्योंकि कुछ आर्गन अपने इच्छित गंतव्य तक नहीं पहुंच सकते हैं;
- उच्च-एम्पीयर चाप के साथ काम करते समय, अतिरिक्त शीतलन का उपयोग करना बेहतर होता है;
- कार्य के लिए उपयोग किए जाने वाले काफी जटिल उपकरण और फाइन ट्यूनिंग में कुछ कठिनाई।
प्रक्रिया के अधिक विस्तृत परिचय के लिए, आपको आर्गन (वीडियो) के साथ खाना पकाने का तरीका देखना चाहिए, जो प्रक्रिया की सभी विशेषताओं को स्पष्ट रूप से दिखाता है, और आवश्यक उपकरणों से भी परिचित कराता है।
स्टेनलेस स्टील, तांबा, टाइटेनियम, एल्यूमीनियम, कांस्य, अन्य अलौह धातुएं और मिश्र धातु स्टील्स सभी धातुएं हैं जिनके हिस्सों को आसानी से एक साथ वेल्ड नहीं किया जा सकता है। लेकिन रोजमर्रा की जिंदगी में अलग-अलग स्थितियां होती हैं: कभी-कभी आपको स्टेनलेस स्टील पाइप को वेल्ड करने की आवश्यकता होती है, कभी-कभी आपको एल्यूमीनियम से कार के हिस्सों को वेल्ड करने की आवश्यकता होती है, या आपको बस कांस्य मूर्ति से टूटे हुए पैर को वेल्ड करने की आवश्यकता होती है। ऊपर सूचीबद्ध धातुओं के लिए एक विशेष दृष्टिकोण की आवश्यकता होगी - आर्गन आर्क वेल्डिंग, जिसका काम सस्ता नहीं है, यदि आप इसे किसी विशेषज्ञ से ऑर्डर करते हैं तो काफी "काटने" वाला भी नहीं है। तो मालिकों के लिए सवाल उठता है: क्या आर्गन के साथ अपने हाथों से वेल्ड करना संभव है और इसके लिए क्या आवश्यक है। यदि आपने पहले कभी कुछ वेल्ड नहीं किया है, तो आपको अलौह धातुओं की वेल्डिंग बिल्कुल शुरू नहीं करनी चाहिए; यह एक दर्दनाक श्रम-गहन और जटिल प्रक्रिया है, जिसे किसी विशेषज्ञ के एक निश्चित कौशल और उसके अनुभव के लिए डिज़ाइन किया गया है। लेकिन अगर आपके पास पारंपरिक आर्क वेल्डिंग का अनुभव है और आपको अपनी क्षमताओं पर भरोसा है, तो इस लेख की जानकारी आपके लिए है।
आर्गन वेल्डिंग: प्रौद्योगिकी और सामान्य सिद्धांत
आर्गन आर्क वेल्डिंग इलेक्ट्रिक वेल्डिंग (आर्क) और गैस वेल्डिंग का एक प्रकार का मिश्रण है। यह इलेक्ट्रिक वेल्डिंग तकनीक के समान है जिसमें यह एक इलेक्ट्रिक आर्क का उपयोग करता है, और गैस वेल्डिंग तकनीक के समान है जिसमें यह गैस और इसी तरह के वेल्डर कार्य का उपयोग करता है।
इलेक्ट्रिक आर्कहीटिंग के स्रोत के रूप में कार्य करता है, यह वह है जो धातु के किनारों को पिघलाता है, जिसके कारण वेल्डिंग होती है।
लेकिन हमें गैस की आवश्यकता क्यों है? आर्गन? तथ्य यह है कि वेल्डिंग करते समय, अलौह धातुएं और मिश्र धातु स्टील ऑक्सीजन के साथ बातचीत करते समय ऑक्सीकरण करते हैं, या हवा में मौजूद अन्य अशुद्धियों से नकारात्मक रूप से प्रभावित होते हैं, इस वजह से वेल्ड नाजुक हो जाता है, बुलबुले से भरा होता है, और उदाहरण के लिए, एल्युमीनियम आमतौर पर ऑक्सीजन में जलता है। धातु को विभिन्न अशुद्धियों और गैसों के प्रभाव से बचाने के लिए अक्रिय गैस आर्गन का उपयोग किया जाता है। यह गैस हवा से 38% भारी है, इसलिए यह आसानी से और जल्दी से वेल्डिंग क्षेत्र से ऑक्सीजन को विस्थापित कर देती है और काम करने वाले पूल को वायुमंडल के किसी भी प्रभाव से विश्वसनीय रूप से अलग कर देती है। चाप के प्रज्वलन से 20 सेकंड पहले वेल्डिंग क्षेत्र में गैस की आपूर्ति शुरू करना और काम पूरा होने के 7 - 10 सेकंड बाद रोकना आवश्यक है। आर्गन व्यावहारिक रूप से चाप जलने वाले क्षेत्र में वेल्डेड धातु और अन्य गैसों के साथ प्रतिक्रिया नहीं करता है, यही कारण है कि इसे निष्क्रिय कहा जाता है। लेकिन कुछ बारीकियां भी हैं: रिवर्स पोलरिटी के साथ वेल्डिंग करते समय, इलेक्ट्रॉनों को आसानी से आर्गन परमाणुओं से अलग किया जाता है, जिसके कारण संपूर्ण आर्गन माध्यम विद्युत प्रवाहकीय प्लाज्मा में बदल जाता है।
आर्गन वेल्डिंग इस प्रकार की जा सकती है उपभोज्य इलेक्ट्रोड, इसलिए गैर पिघलने, एक टंगस्टन इलेक्ट्रोड का उपयोग बाद के रूप में किया जाता है, क्योंकि यह सामग्री अत्यंत दुर्दम्य है। टंगस्टन का उपयोग लैंप के लिए गरमागरम फिलामेंट बनाने के लिए किया जाता है। इलेक्ट्रोड का व्यास और सामग्री पूरी तरह से जुड़े हुए धातुओं पर निर्भर करती है; ये संकेतक संदर्भ पुस्तकों में आसानी से पाए जा सकते हैं।
आर्गन आर्क वेल्डिंग तीन प्रकार की होती है:
- आरएडी एक गैर-उपभोज्य इलेक्ट्रोड के साथ आर्गन के साथ मैनुअल वेल्डिंग है।
- एएमए - गैर-उपभोज्य इलेक्ट्रोड का उपयोग करके स्वचालित आर्गन आर्क वेल्डिंग।
- एएडीपी - एक उपभोज्य इलेक्ट्रोड का उपयोग करके स्वचालित आर्गन आर्क वेल्डिंग।
यदि आप आर्गन टंगस्टन इलेक्ट्रोड के साथ वेल्डिंग के लिए तैयार मशीन की तलाश में हैं, तो टीआईजी (टंगस्टन इनर्ट गैस (वेल्डिंग)) मशीनों की तलाश करें। इसे अक्रिय गैस वातावरण में टंगस्टन वेल्डिंग कहा जाता है।
टिग वेल्डिंग तकनीक

आर्गन वेल्डिंग टॉर्च क्या है? उसका दिल है टंगस्टन गैर-उपभोज्य इलेक्ट्रोड, जो बर्नर बॉडी से केवल 2 - 5 मिमी आगे तक फैला होना चाहिए, इससे अधिक नहीं। इलेक्ट्रोड का व्यास वेल्डेड की जाने वाली सामग्रियों के मापदंडों के आधार पर तालिकाओं के अनुसार चुना जाता है। बर्नर के अंदर एक होल्डर होता है जिसमें आप किसी भी आवश्यक व्यास का इलेक्ट्रोड डाल सकते हैं और सुरक्षित कर सकते हैं।

इलेक्ट्रोड के चारों ओर रखें सिरेमिक नोजल, इससे गैस निकलेगी आर्गनवेल्डिंग के दौरान.
वेल्डिंग के लिए हमें चाहिए भराव तारवेल्ड किए जा रहे हिस्सों के समान सामग्री से बना, इसका व्यास तालिकाओं के अनुसार चुना जाता है।
आइए मैनुअल आर्गन वेल्डिंग के साथ काम करने के सिद्धांत पर विचार करें, जब टॉर्च और फिलर तार दोनों वेल्डर के हाथों में हों।
काम शुरू करने से पहले, वेल्ड किए जाने वाले हिस्सों की सतह को ऑक्साइड, गंदगी और ग्रीस से साफ किया जाना चाहिए। यह यंत्रवत् या रासायनिक रूप से किया जा सकता है।
सबसे पहले, तथाकथित "द्रव्यमान" को वेल्ड किए जाने वाले हिस्से पर लागू किया जाता है, जैसा कि पारंपरिक आर्क वेल्डिंग में होता है। यदि हिस्से बहुत छोटे हैं, तो इसे लोहे की वर्क टेबल या बाथटब पर रखा जा सकता है। फिलर तार विद्युत सर्किट में शामिल नहीं है; इसकी आपूर्ति अलग से की जाएगी।
वेल्डर को अपने दाहिने हाथ में टॉर्च और बाएं हाथ में फिलर तार पकड़ना चाहिए। बर्नर में करंट और गैस सप्लाई के लिए एक बटन होना चाहिए, गैस सप्लाई 20 सेकंड पहले चालू करें। वर्तमान ताकत का चयन वेल्ड की जा रही सामग्रियों के आधार पर या परीक्षण और त्रुटि के माध्यम से व्यक्तिगत अनुभव के आधार पर किया जाता है। हम इलेक्ट्रोड के साथ टॉर्च को वेल्डेड होने वाली धातुओं की सतह के जितना संभव हो उतना करीब लाते हैं, आदर्श दूरी 2 मिमी है। इलेक्ट्रोड की नोक और धातु के बीच एक विद्युत चाप होता है, यह वेल्ड किए जा रहे भागों के किनारों और भराव तार को पिघला देता है।
आर्गन वेल्डिंग कैसे होती है: फोटो - उदाहरण।


महत्वपूर्ण! कम से कम संभव चाप बनाने के लिए गैर-उपभोज्य टंगस्टन इलेक्ट्रोड को वेल्ड की जा रही धातुओं की सतह के जितना संभव हो उतना करीब रखा जाना चाहिए। चाप जितना बड़ा होगा, धातु के प्रवेश की गहराई उतनी ही कम होगी और सीवन उतना ही चौड़ा और सौंदर्य की दृष्टि से कम सुखद होगा। बड़े चाप के साथ, तनाव बढ़ता है और सीम की गुणवत्ता खराब हो जाती है।
धीरे-धीरे टॉर्च को सीम के साथ घुमाते हुए, अनुप्रस्थ गति किए बिना, वेल्डर को धीरे-धीरे भराव तार को खिलाना चाहिए। परिणामी सीम की गुणवत्ता और सटीकता कारीगर के कौशल पर निर्भर करेगी।
महत्वपूर्ण! फिलर तार के अचानक भर जाने से धातु बिखर जाती है। इसलिए, इसे सुचारू रूप से और सावधानी से परोसा जाना चाहिए, जो केवल अभ्यास से ही प्राप्त किया जा सकता है। अनुप्रस्थ गति किए बिना, भराव तार को वेल्ड की जाने वाली सतह पर एक कोण पर टॉर्च के सामने रखना सबसे अच्छा है। यह एक समान और संकीर्ण सीम सुनिश्चित करेगा।

कृपया ध्यान दें कि गैर-उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग करते समय आर्क का प्रज्वलन वेल्ड की जाने वाली सतह को छूकर नहीं किया जा सकता है। और यहाँ कारण हैं:
- आर्गन की उच्च आयनीकरण क्षमता वेल्डेड होने वाली सतहों और संपर्क से निकलने वाली चिंगारी के कारण इलेक्ट्रोड को अच्छी तरह से आयनित करने की अनुमति नहीं देती है। उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग करते समय, स्थिति कुछ अलग होती है: इलेक्ट्रोड सतह को छूने के बाद, वेल्डिंग क्षेत्र में लोहे का वाष्प दिखाई देता है, जिसकी आयनीकरण क्षमता आर्गन की तुलना में बहुत (2.5 गुना) कम है, इससे चाप को अनुमति मिलती है प्रज्वलित होना.
- वेल्डिंग की जा रही धातुओं की सतह को इलेक्ट्रोड छूने के कारण वह गंदा हो जाता है।
गैर-उपभोज्य टंगस्टन इलेक्ट्रोड के साथ आर्गन के साथ वेल्डिंग करते समय चाप को प्रज्वलित करने के लिए, एक थरथरानवाला का उपयोग किया जाता है, जो बिजली स्रोत के समानांतर जुड़ा होता है।
थरथरानवालाइलेक्ट्रोड को उच्च-आवृत्ति उच्च-वोल्टेज दालों की आपूर्ति करता है, जिसके कारण आर्क गैप आयनित होता है। यदि नेटवर्क में आवृत्ति आमतौर पर 55 हर्ट्ज है और वोल्टेज 220 वी है, तो ऑसिलेटर उन्हें परिवर्तित करता है और 150 - 500 किलोहर्ट्ज़ की आवृत्ति के साथ 2000 - 6000 वी के वोल्टेज की आपूर्ति करता है। इससे इलेक्ट्रोड को प्रज्वलित करना आसान हो जाता है।

आर्गन आर्क वेल्डिंग के लिए, सामान्य आर्क वेल्डिंग उपकरण पर्याप्त नहीं है, लेकिन इसे अन्य आवश्यक तत्वों के साथ उन्नत या पूरक किया जा सकता है। आइए देखें कि आर्गन में वेल्डिंग के लिए हमें क्या चाहिए:
- ट्रांसफार्मर. एक साधारण वेल्डिंग ट्रांसफार्मर उपयुक्त है, जिसका उपयोग 60 - 70 वी के खुले सर्किट वोल्टेज के साथ आर्क वेल्डिंग के लिए किया जाता है। बेशक, इसकी शक्ति प्रक्रिया की तकनीकी विशेषताओं के अनुरूप होनी चाहिए।
- एक पावर कॉन्टैक्टर जो टॉर्च को वेल्डिंग वोल्टेज की आपूर्ति करेगा।
- थरथरानवाला। हम पहले ही पता लगा चुके हैं कि इसकी आवश्यकता क्यों है।
- एक उपकरण जो आर्गन उड़ाने के समय को नियंत्रित करेगा। आखिरकार, हमें इसे पहले से जलाने की ज़रूरत है, और ताकि वेल्डिंग पूरा होने के बाद, गैस को और 20 सेकंड के लिए आपूर्ति की जा सके। इस देरी के लिए, हमें एक नियामक की आवश्यकता है।
- आर्गन वेल्डिंग मशाल.
- एक आर्गन सिलेंडर, हमेशा एक रेड्यूसर के साथ।
- टंगस्टन इलेक्ट्रोड, आवश्यक व्यास की छड़ें।
- एक सहायक ट्रांसफार्मर जिसका उपयोग बिजली स्विचिंग उपकरणों के लिए किया जाएगा।
- 24 वी डीसी वोल्टेज के साथ स्विचिंग उपकरणों को पावर देने के लिए रेक्टिफायर।
- इलेक्ट्रोगैस वाल्व (डीसी के लिए 24 वी या एसी के लिए 220 वी)।
- ऑसिलेटर और कॉन्टैक्टर के लिए ऑन/ऑफ रिले।
- एक प्रेरक-कैपेसिटिव फिल्टर, जो वेल्डिंग ट्रांसफार्मर को ऑसिलेटर द्वारा भेजे गए दालों (उच्च वोल्टेज) से बचाने के लिए आवश्यक है।
- वेल्डिंग करंट मापने के लिए एमीटर।
- कार की बैटरी (55 - 75 आह), काम कर रही है या ख़राब, इससे कोई फर्क नहीं पड़ता। यह प्रत्यक्ष धारा घटक को कम करने के लिए विद्युत सर्किट से श्रृंखला में जुड़ा हुआ है, जो प्रत्यावर्ती धारा के साथ वेल्डिंग करते समय अनिवार्य रूप से प्रकट होता है (अधिक विवरण के लिए, विशेष साहित्य देखें)।
- वेल्डिंग चश्मा.
इस सर्किट के सभी तत्वों को बाजार में खरीदा जा सकता है और अपने हाथों से इकट्ठा किया जा सकता है, आपको घर का बना आर्गन वेल्डिंग मिलेगा, इसके अलावा, यदि आपके पास उचित ज्ञान है तो सर्किट में काफी सुधार किया जा सकता है।

उपकरण भी छूतरेडीमेड खरीदा जा सकता है, जिससे आप गैस सिलेंडर, बर्नर, ग्राउंडिंग और बर्नर और गैस आपूर्ति के लिए नियंत्रण बटन जोड़ सकते हैं। ऐसे उपकरणों की कीमत 250 USD से शुरू होती है।
विभिन्न आर्गन वेल्डिंग मोड
धातुओं की बेहतर वेल्डिंग के लिए सही वेल्डिंग मोड का चयन करना आवश्यक है।
विचारों में भिन्नताऔर धारा की दिशावेल्ड की जाने वाली धातुओं के गुणों के आधार पर चयन किया जाना चाहिए। बुनियादी स्टील्स और मिश्र धातुओं को सीधे ध्रुवीयता के प्रत्यक्ष प्रवाह का उपयोग करके वेल्ड किया जाता है। एल्यूमीनियम, बेरिलियम, मैग्नीशियम और अन्य अलौह धातुओं को रिवर्स पोलरिटी या प्रत्यावर्ती धारा का उपयोग करके वेल्ड करना बेहतर है, यह ऑक्साइड फिल्म के तेजी से विनाश को बढ़ावा देता है। डीसी वेल्डिंग के दौरान, एनोड और कैथोड पर असमान गर्मी उत्पादन होता है: एनोड पर 70% और कैथोड पर 30%। इलेक्ट्रोड को न्यूनतम रूप से गर्म करने और साथ ही उत्पाद को अच्छी तरह से पिघलाने के लिए, सीधी ध्रुवता का उपयोग करें।

महत्वपूर्ण! प्रत्यावर्ती धारा पर वेल्डिंग करते समय, थरथरानवाला, चाप को जलाने के बाद, स्टेबलाइज़र मोड में चला जाता है। ध्रुवता परिवर्तन के दौरान चाप अंतराल के विआयनीकरण को रोकने और स्थिर चाप जलने को सुनिश्चित करने के लिए, थरथरानवाला ध्रुवता परिवर्तन के समय चाप को दालों की आपूर्ति करता है।
वेल्डिंग चालूवेल्ड की जाने वाली धातुओं के गुणों और भागों के आकार, साथ ही इलेक्ट्रोड के आधार पर चयन किया जाता है। आप संदर्भ साहित्य में तालिकाओं से वर्तमान ताकत का चयन कर सकते हैं, या आप इसे प्रयोगात्मक रूप से कर सकते हैं।
आर्गन की खपतयह सीधे तौर पर फ़ीड गति और ले जाने वाले वायु प्रवाह की गति पर निर्भर करता है। यदि वेल्डिंग बिना ड्राफ्ट के घर के अंदर होती है, तो खपत न्यूनतम होगी। तेज़ पार्श्व हवाओं की स्थिति में वेल्डिंग कार्य के लिए इलेक्ट्रोड और सामग्री के बीच की दूरी बढ़ाने की आवश्यकता होती है, क्योंकि वायु प्रवाह आर्गन ले जा सकता है, तो धातु की सतहें असुरक्षित होंगी। ऐसे मामलों में, महीन जाली वाले विशेष नोजल (कन्फ्यूज़र) का उपयोग किया जाता है।
आर्गन के अलावा, कभी-कभी वे गैस मिश्रण में मिलाते हैं ऑक्सीजन, लगभग 3 - 5%। आर्गन नमी, गंदगी और अन्य योजकों से रक्षा करने में सक्षम नहीं है जो धातु के पिघलने के दौरान वेल्ड किए जा रहे भागों की सतह पर दिखाई दे सकते हैं। ऑक्सीजन हानिकारक अशुद्धियों के साथ प्रतिक्रिया करती है, जिसके परिणामस्वरूप वे या तो जल जाती हैं या परिणामी यौगिक वेल्ड पूल में सतह पर तैरने लगते हैं। वेल्ड सरंध्रता से निपटने के लिए ऑक्सीजन का उपयोग एक अच्छा तरीका है।
एल्यूमीनियम वेल्डिंग की विशेषताएं

जब एल्यूमीनियम को गर्म किया जाता है, तो इसकी सतह पर एक दुर्दम्य फिल्म दिखाई देती है। रिवर्स पोलरिटी के साथ वेल्डिंग करते समय या प्रत्यावर्ती धारा स्रोत का उपयोग करते समय, यह फिल्म नष्ट हो सकती है। जब एल्यूमीनियम भाग पर सकारात्मक चार्ज होता है, तो रिवर्स पोलरिटी के साथ वेल्डिंग करते समय, आर्गन आयन एल्यूमीनियम की सतह पर बमबारी करते हैं, जिससे ऑक्साइड फिल्म नष्ट हो जाती है। इस मामले में, आर्गन अब केवल एक परिरक्षण गैस के रूप में कार्य नहीं करता है, बल्कि एक विद्युत प्रवाहकीय प्लाज्मा है जो वेल्डिंग कार्य को सरल और बेहतर बनाता है।
एसी वेल्डिंग के दौरान, एक समान प्रक्रिया तब होती है जब एल्यूमीनियम भाग कैथोड होता है।
कॉपर वेल्डिंग की विशेषताएं

कॉपर आसानी से ऑक्सीजन के साथ प्रतिक्रिया करके क्यूप्रिक ऑक्साइड बनाता है। इससे सीम असमान हो जाती है और पर्याप्त मजबूत नहीं होती है। इससे भी बड़ी समस्या यह है कि परिणामस्वरूप क्यूप्रस ऑक्साइड हवा में मौजूद हाइड्रोजन के साथ प्रतिक्रिया करता है, जिससे जल वाष्प बनता है, जो बाहर निकल जाता है और सीम में छिद्र बनाता है। इसीलिए वेल्डेड क्षेत्र को आर्गन से सुरक्षित करना अनिवार्य है।
आर्गन आर्क वेल्डिंग: फायदे और नुकसान
किसी भी प्रक्रिया की तरह, आर्गन वेल्डिंग के भी अपने फायदे और नुकसान हैं, जो प्रौद्योगिकी और उपयोग किए गए उपकरणों से जुड़े हैं।
फायदों में शामिल हैं:
- पर्यावरणीय प्रभावों से आर्गन के साथ वेल्ड सीम की सुरक्षा। यह छिद्रों और अशुद्धियों से मुक्त, एक मजबूत संबंध सुनिश्चित करता है।
- धातु थोड़ा गर्म होती है, हीटिंग क्षेत्र बहुत छोटा होता है, इसलिए आप उनके आकार को बदलने के डर के बिना जटिल डिजाइन के वर्कपीस को आसानी से वेल्ड कर सकते हैं।
- वेल्डिंग धातुओं और मिश्र धातुओं की संभावना जिन्हें अन्यथा वेल्ड नहीं किया जा सकता है।
- अपेक्षाकृत तेज़ काम, उच्च तापमान चाप के लिए धन्यवाद।
कमियां:
- काफी जटिल उपकरण जिनके लिए सटीक समायोजन की आवश्यकता होती है।
- वेल्डिंग कार्य की सापेक्ष जटिलता, जिसके लिए अनुभव और कौशल की आवश्यकता होती है।
आर्गन वेल्डिंग अच्छी है क्योंकि यह समान प्रवेश गहराई के साथ उच्च गुणवत्ता वाला वेल्ड सुनिश्चित करती है। केवल एक तरफ से पहुंच वाली पतली धातु को वेल्डिंग करते समय यह बहुत महत्वपूर्ण है, उदाहरण के लिए, फिक्स्ड बट पाइप। वैसे, छोटी मोटाई की अलौह धातुओं की वेल्डिंग करते समय फिलर तार का उपयोग नहीं किया जा सकता है।
आर्गन वेल्डिंग: वीडियो निर्देश
बेशक, किसी भी धातु की उच्च-गुणवत्ता वाली वेल्डिंग करने के लिए, आपके पास कुछ ज्ञान, कौशल और अनुभव होना चाहिए। लेकिन आपको कहीं न कहीं से तो शुरुआत करनी होगी ना? और इस लेख में हम आपको आर्गन वेल्डिंग के बुनियादी ज्ञान में महारत हासिल करने में मदद करेंगे और किसी विशेष धातु और संरचना को वेल्डिंग करने की विशेषताओं को समझाएंगे।
आर्गन वेल्डिंग की विशेषताएं
इससे पहले कि हम आर्गन के साथ वेल्डिंग की तकनीक और नियमों के बारे में बात करें, आइए जानें कि इसके लिए आपको क्या चाहिए।
तो, आर्गन वेल्डिंग करने के लिए, तैयारी करें:
- आवश्यक गैस वाला एक सिलेंडर (हमारे मामले में आर्गन के साथ);
- कोयला प्लेट;
- 3-चरण बिजली प्रदान करें;
- एक अतिरिक्त शक्ति स्रोत प्राप्त करें.
अब आप आर्गन के साथ वेल्ड करना सीखना शुरू कर सकते हैं। इस प्रक्रिया में कई विशेषताएं हैं, जिन पर हम बिंदुवार विचार करेंगे।
सबसे पहले, हम वेल्डिंग टॉर्च (एसजी) को अक्रिय गैस की आपूर्ति करते हैं। फिर हम चरणों से निपटते हैं: पहले को एसजी से जोड़ा जाना चाहिए, और दूसरे को वेल्डेड होने वाली सतह से जोड़ा जाना चाहिए। एसजी को एक टंगस्टन इलेक्ट्रोड प्रदान किया जाता है, जिसे छोटे व्यास के शंकु के आकार में तेज किया जाता है (इसकी लंबाई वेल्डिंग तार के 2-3 व्यास के बराबर होनी चाहिए)।

ये आर्गन वेल्डिंग की मूल बातें हैं। आइए एल्यूमीनियम और स्टेनलेस धातु के उदाहरण का उपयोग करके वेल्डिंग की विशेषताओं को देखें।
एल्यूमीनियम की आर्गन वेल्डिंग
इसकी तापीय चालकता स्टील की तुलना में चार से पांच गुना अधिक है। इस संबंध में, एल्यूमीनियम वेल्डिंग करते समय, सीम से अतिरिक्त गर्मी को लगातार निकालना आवश्यक है। इसके अलावा, तेजी से गर्म करने पर एल्युमीनियम अपनी ताकत खो देता है, इसलिए इसे धीरे-धीरे गर्म करना चाहिए।
एल्यूमीनियम को वेल्डिंग करते समय एक और बारीकियां यह है कि हीटिंग के दौरान इस धातु पर एक फिल्म बनती है जिसे पिघलाना मुश्किल होता है और इसे नष्ट करने के लिए रिवर्स पोलरिटी के साथ वेल्ड करना आवश्यक होता है। निम्नलिखित तंत्र काम करता है: एल्यूमीनियम, जिसमें वेल्डिंग के दौरान एक सकारात्मक चार्ज होता है, आर्गन आयनों के साथ बमबारी की जाती है, जो इस दुर्दम्य फिल्म को नष्ट कर देती है।
इसके अलावा, इस तथ्य पर ध्यान देने योग्य है कि एल्यूमीनियम गर्म होने पर रंग नहीं बदलता है, और इसलिए उस क्षण को ट्रैक करना मुश्किल है जब इसकी सतह पिघलने के लिए पर्याप्त तापमान तक पहुंच जाती है। यहीं पर वर्षों से अर्जित आपका अनुभव आपकी मदद करेगा।
एल्यूमीनियम की आर्गन वेल्डिंग के मुख्य तरीके नीचे दी गई तालिका में प्रस्तुत किए गए हैं।
स्टेनलेस स्टील के आर्गन वेल्डिंग में प्रशिक्षण
स्टेनलेस स्टील वर्तमान में मानव रोजमर्रा की जिंदगी में बहुत लोकप्रिय है, और इसलिए परिणामी दोष के लिए अक्सर प्राथमिक वेल्डिंग या माध्यमिक वेल्डिंग की आवश्यकता होती है।
स्टेनलेस स्टील में कई विशेषताएं हैं जो इसकी वेल्डिंग के परिणाम और सूक्ष्मताओं को प्रभावित करती हैं। उदाहरण के लिए, स्टेनलेस स्टील की तापीय चालकता, 2 गुना कम होने से, वेल्डिंग के दौरान करंट को 15-20% तक कम करने की आवश्यकता होती है, और रैखिक विस्तार का एक उच्च गुणांक वेल्डिंग के दौरान या उसके बाद उत्पाद के विरूपण का कारण बन सकता है।
पाइपों को वेल्डिंग करते समय, उन सभी विशेषताओं का उपयोग किया जाता है जिनके बारे में हमने ऊपर बात की थी, लेकिन निम्नलिखित नियम का पालन किया जाना चाहिए: एक साथ वेल्ड किए गए पाइपों के हिस्सों को सुरक्षित रूप से तय किया जाना चाहिए और जितना संभव हो सके एक दूसरे के खिलाफ दबाया जाना चाहिए।
यदि ऐसा नहीं किया जाता है, तो दूसरे के सापेक्ष एक भाग की स्थिति में कोई भी (यहां तक कि सूक्ष्म) परिवर्तन वेल्डिंग सीम के विनाश का कारण बनेगा, और, तदनुसार, भाग की अखंडता। वे आम तौर पर दाएं से बाएं ओर पकाते हैं, और बर्नर 70-80 0 के कोण पर स्थित होना चाहिए।
हमने आपको वेल्डिंग कला की बुनियादी बातों से परिचित कराया है, और अभ्यास आपको इसमें महारत हासिल करने में मदद करेगा।
आर्गन, आर्गन-आर्क, शील्डिंग गैस वेल्डिंग सभी वेल्डिंग प्रकारों के नाम हैं।सोवियत संघ में अंतरिक्ष यान बनाने के लिए आर्गन वेल्डिंग का उपयोग किया जाता था। आज यह सभी के लिए उपलब्ध है। इसका उपयोग ऑटोमोटिव उपकरण, नावों और विमानों के घटकों की मरम्मत और एल्यूमीनियम संरचनाओं की मरम्मत और निर्माण में किया जाता है। आखिरकार, बहुत से लोग जानते हैं कि सामान्य परिस्थितियों में स्टेनलेस स्टील और तांबे, कांस्य और एल्यूमीनियम, टाइटेनियम भागों और अन्य धातुओं को वेल्ड करना मुश्किल है। और जीवन में अक्सर ऐसा होता है कि आपको स्टेनलेस पाइप, एल्यूमीनियम ऑटो पार्ट्स, मूर्तियों के हिस्सों को वेल्ड करने की आवश्यकता होती है। इन मामलों में, आर्गन-आर्क वेल्डिंग विधि का उपयोग करना बेहतर है। ये काम महंगा पड़ेगा. यदि आपके पास वेल्डिंग उपकरण का उपयोग करने का अनुभव है, तो आर्गन के साथ वेल्डिंग कैसे करें यह कोई सवाल नहीं है। अवसर आने पर आप इसे आजमा सकते हैं, हुनर सामने आ जाएगा।
आर्गन वेल्डिंग उन सभी क्षेत्रों में काफी आम है जहां वेल्डिंग की मरम्मत लागू की जा सकती है।
बुनियादी वेल्डिंग सिद्धांत
आर्गन वेल्डिंग क्या है? यह इलेक्ट्रिक और गैस वेल्डिंग का एक मिश्रण है। काम करते समय, एक विशेषज्ञ वेल्डर एक इलेक्ट्रिक आर्क और फिलर तार का उपयोग करता है। तापन स्रोत एक चाप है। यह वर्कपीस के किनारों को पिघला देता है। यहाँ गैस का उपयोग किस लिए किया जाता है? आइए इस मुद्दे को सुलझाने का प्रयास करें।

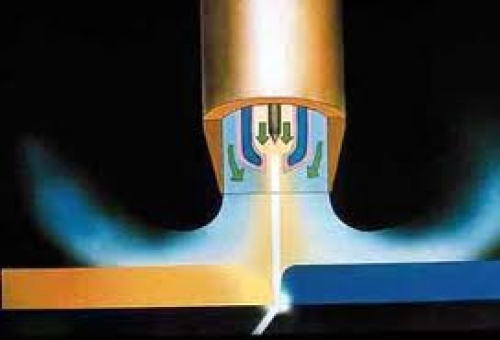
छवि 1. तत्वों को जोड़ने के लिए आर्गन बर्नर का उपयोग किया जाता है।
कई अलौह धातुएँ जो वायुमंडलीय ऑक्सीजन के साथ परस्पर क्रिया करती हैं, ऑक्सीकृत हो जाती हैं। उनकी सतह पर ऑक्साइड फिल्म लौह धातु वर्कपीस के साथ सीम के गठन को रोकती है। यह बुलबुले से भरा हुआ निकलता है, जो तैयार संरचना की ताकत को काफी कम कर देता है। इन परिस्थितियों में एल्युमीनियम के हिस्से आसानी से जल सकते हैं। आर्गन सहित अक्रिय गैस, चाप दहन क्षेत्र से हवा को विस्थापित करने में सक्षम है। इसका वजन हवा से 38% अधिक है। इससे उसे वेल्ड पूल को विश्वसनीय रूप से साफ करने की अनुमति मिलती है यदि वह इलेक्ट्रिक आर्क के जलने से थोड़ा पहले आर्गन की आपूर्ति शुरू कर देता है। चाप समाप्त होने के कुछ सेकंड बाद प्रक्रिया पूरी होनी चाहिए। आर्गन स्वयं आमतौर पर धातुओं के साथ प्रतिक्रिया नहीं करता है। इसे यूं ही अक्रिय गैस नहीं कहा जाता। लेकिन अगर आप रिवर्स पोलरिटी से जुड़े हुए खाना बनाते हैं, तो आर्गन प्लाज्मा में बदल सकता है।
धातुओं को एक उपभोज्य इलेक्ट्रोड और एक गैर-उपभोज्य इलेक्ट्रोड का उपयोग करके आर्गन के साथ वेल्ड किया जाता है। एक गैर-उपभोज्य इलेक्ट्रोड दुर्दम्य टंगस्टन का एक टुकड़ा है। इसका व्यास उस धातु पर निर्भर करता है जिसे वेल्ड करने की आवश्यकता होती है। वेल्डर निम्नलिखित प्रकार की वेल्डिंग में अंतर करते हैं:
- आरएडी - एक गैर-उपभोज्य इलेक्ट्रोड (मैनुअल) का उपयोग करके आर्गन की एक परत के नीचे काम करें;
- एएडी - ;
- एएडीपी - एक उपभोज्य इलेक्ट्रोड का उपयोग करके स्वचालित संचालन।
टंगस्टन इलेक्ट्रोड के साथ काम करने के लिए, TIG मशीनों का उपयोग किया जाता है। टीआईजी वेल्डिंग एक निर्माण विधि है जिसमें वेल्ड किए जाने वाले धातु के हिस्सों को आर्गन वातावरण में वेल्डिंग द्वारा एक दूसरे से जोड़ा जाता है। यह प्रक्रिया एक विशेष बंदूक (छवि संख्या 1) के साथ की जाती है। टंगस्टन इलेक्ट्रोड अपनी सीमा से 2-5 मिमी की दूरी तक फैला हुआ है। यह किसी भी आकार का हो सकता है. इसके चारों ओर एक सिरेमिक नोजल है जिसके माध्यम से अक्रिय गैस प्रवाहित होती है। भराव तार और इलेक्ट्रोड का व्यास विशेष तालिकाओं के अनुसार चुना जाता है।
सामग्री पर लौटें
आर्गन वेल्डिंग प्रक्रिया

वेल्डिंग एक विशेष मास्क में की जानी चाहिए।
काम से पहले, सभी भागों को साफ किया जाता है, उनमें से ऑक्साइड, ग्रीस के निशान और गंदगी हटा दी जाती है। यह ब्रश और विभिन्न रासायनिक यौगिकों के साथ किया जाता है। वेल्ड किए जाने वाले तत्वों को एक विद्युत द्रव्यमान की आपूर्ति की जाती है। फिलर तार नेटवर्क में शामिल नहीं है। वेल्डर के एक हाथ में टॉर्च और दूसरे हाथ में तार है। बर्नर बॉडी पर एक गैस आपूर्ति बटन है। वेल्डिंग शुरू होने से 20 सेकंड पहले आपको इसे दबाना होगा। आपके अनुभव का उपयोग करके वर्तमान ताकत का चयन किया जा सकता है।
बर्नर को भागों की सतह पर उतारा जाता है। उनके बीच की दूरी आदर्श रूप से 2 मिमी है। वर्कपीस और इलेक्ट्रोड के बीच एक विद्युत चाप होता है। बर्नर को सीवन के साथ समान रूप से खिलाया जाता है। वेल्डर तार को फीड करता है। सीम की गुणवत्ता पूरी तरह से उसकी निपुणता पर निर्भर करती है। काम की मेज को छूकर चाप पर प्रहार न करें। इसके लिए एक ऑसिलेटर है. यह इलेक्ट्रोड को एक पल्स प्रदान करता है, जिसकी आवृत्ति कम से कम 150 kHz होती है, और वोल्टेज 2000 V से होता है। यह इलेक्ट्रोड को प्रज्वलित करता है।
सामग्री पर लौटें
वेल्डिंग के लिए क्या आवश्यक है
आर्गन के साथ वेल्ड करने के लिए आपको तैयार करने की आवश्यकता है:
- ट्रांसफार्मर.
- संपर्ककर्ता.
- थरथरानवाला।
- उड़ाने के समय को समायोजित करने के लिए उपकरण।
- बर्नर.
- गैस सिलेंडर और रेड्यूसर।
- इलेक्ट्रोड और तार.
- सहायक ट्रांसफार्मर.
- सुधारक.
ट्रांसफार्मर नियमित वेल्डिंग वाला हो सकता है। इस उपकरण की शक्ति पूरी तरह से कार्य प्रक्रिया की विशेषताओं के अनुरूप होनी चाहिए।
कॉन्टैक्टर बर्नर को वोल्टेज की आपूर्ति करने वाला एक उपकरण है।
थरथरानवाला का उद्देश्य थोड़ा ऊपर वर्णित है।
वेल्डिंग साइट पर पहले से गैस (आर्गन) की आपूर्ति करने और समय पर आपूर्ति पूरी करने के लिए एक समायोजन उपकरण की आवश्यकता होती है।
सिलेंडर से वेल्डिंग साइट तक आर्गन पहुंचाने के लिए बर्नर की आवश्यकता होती है।
कुछ अतिरिक्त उपकरणों को बिजली देने के लिए एक सहायक ट्रांसफार्मर की आवश्यकता होती है।
कॉन्टैक्टर और ऑसिलेटर, एक एमीटर और ग्लास को चालू करने के लिए आपको रिले की भी आवश्यकता हो सकती है।
होममेड इंस्टालेशन तैयार है. आप TIG वेल्डिंग मशीन का पूरा सेट खरीद सकते हैं। इसकी कीमत 250 USD से शुरू होती है. इसकी लागत जितनी अधिक होगी, उतना अच्छा होगा।
किसी भी व्यवसाय में सामग्री की खपत होती है। वेल्डिंग के दौरान आर्गन की खपत उस गति पर निर्भर करती है जिस पर टॉर्च को आपूर्ति की जाती है। सड़क पर, जब पार्श्व हवा चल रही होती है, तो बर्नर के मुंह को ढकने वाली जाली के रूप में विशेष उपकरणों का उपयोग किया जाता है।
एल्युमीनियम को सही ढंग से वेल्ड करना सीखना काफी कठिन है। अक्सर अनुभवी कारीगर भी ऐसा काम नहीं करते। समस्या यह है कि एल्यूमीनियम एक बहुत ही सनकी सामग्री है और इसके साथ काम करने के लिए उच्च गुणवत्ता वाले इन्वर्टर के उपयोग की आवश्यकता होती है।
बेशक, आप लगभग किसी भी अर्ध-स्वचालित वेल्डिंग मशीन से काम चला सकते हैं, लेकिन वास्तव में उच्च गुणवत्ता वाले वेल्ड केवल उन उपकरणों द्वारा प्राप्त किए जा सकते हैं जिनमें किसी दिए गए धातु को वेल्डिंग करने का विशेष कार्य होता है। यदि उपस्थिति भी मायने रखती है, तो एक विशेष पल्स वेल्डिंग विकल्प वाली इकाई के साथ एल्यूमीनियम को वेल्ड करना बेहतर है। एल्युमीनियम को आमतौर पर आर्गन में उबाला जाता है। आधुनिक इनवर्टर आपको हर काम कुशलतापूर्वक और कम से कम समय में करने की अनुमति देते हैं।
एल्यूमीनियम को आर्गन के साथ वेल्डिंग करते समय किन आवश्यकताओं का पालन किया जाना चाहिए?
एल्युमीनियम की वेल्डिंग करते समय आमतौर पर शुद्ध आर्गन का उपयोग किया जाता है। आप इस गैस के मिश्रण का उपयोग हीलियम के साथ कर सकते हैं। मोटी चादरों के साथ काम करने के लिए विकल्प 2 बेहतर उपयुक्त है। एल्यूमीनियम को एक ठोस क्रॉस-सेक्शन के साथ विशेष एल्यूमीनियम तार का उपयोग करके वेल्ड किया जाता है।
बर्नर डिज़ाइन पर विशेष ध्यान देना ज़रूरी है। सबसे पहले, इसे बिना किसी मोड़ या मोड़ के, सीधी नली पर स्थापित किया जाना चाहिए। दूसरे, इस नली की लंबाई 3 मीटर से अधिक नहीं होनी चाहिए। समस्या यह है कि एल्यूमीनियम को बहुत नरम तार का उपयोग करके आर्गन से वेल्ड किया जाता है। बर्नर में एक नियमित चैनल के बजाय, टेफ्लॉन स्थापित करना बेहतर है, जो विशेष रूप से एल्यूमीनियम के साथ काम करने के लिए डिज़ाइन किया गया है।
यदि 3 मीटर की नली आपके लिए पर्याप्त नहीं है, तो वेल्डिंग इन्वर्टर को संसाधित होने वाली सामग्री के करीब ले जाएं। यदि यह संभव नहीं है, तो यह केवल एक अलग फीडिंग तंत्र वाली इकाई का उपयोग करके ही संभव होगा। युक्तियों का व्यास स्टील की तुलना में बड़ा होना चाहिए। यह इस तथ्य के कारण है कि एल्यूमीनियम गर्म होने पर अधिक फैलता है।

आपको सही इलेक्ट्रोड चुनने की आवश्यकता है। निम्नलिखित इलेक्ट्रोड का उपयोग करके आर्गन के साथ एल्यूमीनियम वेल्डिंग द्वारा सर्वोत्तम परिणाम दिखाए जाते हैं:
- ठीक है 96.20, ठीक है 96.10.
- ओज़ाना-1, ओज़ाना-2.
- गैर-उपभोज्य टंगस्टन-आधारित उत्पाद।
इलेक्ट्रोड का पहला ब्रांड 10 साल पहले व्यापक रूप से उपयोग किया जाने लगा। ऐसे इलेक्ट्रोड का उपयोग मुख्य रूप से तकनीकी एल्यूमीनियम के साथ काम करने के लिए किया जाता है। इनका उपयोग वेल्डिंग मिश्रधातु और कास्टिंग दोषों के लिए भी किया जा सकता है। वे आपको एक सम चाप बनाए रखने की अनुमति देते हैं। तैयार सीम के गुण मूल सामग्री के गुणों के जितना संभव हो उतना करीब हैं, और स्लैग क्रस्ट को अनावश्यक प्रयास के बिना हटा दिया जाता है।
टाइप 2 इलेक्ट्रोड में क्षार-नमक कोटिंग होती है। विभिन्न एल्यूमीनियम मिश्र धातुओं के साथ काम करते समय उनका उपयोग किया जाता है। ज्यादातर मामलों में, इसे औसतन 200-300°C पर पहले से गरम करना आवश्यक होता है।
गैर-उपभोज्य टंगस्टन इलेक्ट्रोड का उपयोग करके एल्युमीनियम को आर्गन के साथ पकाया जा सकता है। वे आपको चाप को स्थिर स्तर पर बनाए रखने की अनुमति देते हैं। ऐसे इलेक्ट्रोड का व्यास 2-6 मिमी हो सकता है। प्रत्येक विशिष्ट मामले के लिए, आपको एक अलग क्रम में इलेक्ट्रोड के उपयुक्त व्यास का चयन करना होगा। यह, सबसे पहले, संसाधित किए जा रहे उत्पाद की मोटाई पर निर्भर करता है। विभिन्न एडिटिव्स के साथ टंगस्टन इलेक्ट्रोड सबसे अच्छा प्रदर्शन करते हैं।

आर्गन के साथ एल्यूमीनियम वेल्डिंग करते समय, काफी महंगे इलेक्ट्रोड का उपयोग किया जाता है, इसलिए उनकी पसंद को मामले के ज्ञान के साथ संपर्क किया जाना चाहिए और आगे के काम की बारीकियों को ध्यान में रखना चाहिए।
एल्यूमीनियम को आर्गन के साथ वेल्ड करने के लिए आपको निम्नलिखित की आवश्यकता होगी:
- वेल्डिंग मशीन और उपयुक्त इलेक्ट्रोड।
- अल्युमीनियम तार.
- गैस वेल्डिंग और हीटिंग उपकरण।
सामग्री पर लौटें
एल्यूमीनियम वेल्डिंग की मुख्य विशेषताएं
एल्यूमीनियम की वेल्डिंग में मुख्य कठिनाई ऑक्साइड फिल्म है जो प्रसंस्करण के दौरान धातु की सतह पर बनती है। इस फिल्म का पिघलने बिंदु 2050 डिग्री तक पहुंच जाता है, और एल्यूमीनियम स्वयं बहुत कम तापमान पर पिघल जाता है।
तकनीक के अनुसार, आपको पहले इस फिल्म को छेदना होगा, और उसके बाद ही धातु को सीधे पिघलाना होगा। स्पंदित वेल्डिंग इस कार्य के लिए सबसे उपयुक्त है। एल्युमीनियम में अच्छी तापीय चालकता और कम गलनांक होता है। इस वजह से, वेल्डिंग के दौरान हिस्सा जल सकता है। इससे बचने के लिए, आपको वर्कपीस को पहले से थोड़ा गर्म करना होगा। इसके लिए धन्यवाद, एल्यूमीनियम भाग की प्रवेश गहराई और बढ़ जाएगी।

उपभोज्य इलेक्ट्रोड के साथ अर्ध-स्वचालित वेल्डिंग के लिए एक स्टेशन का योजनाबद्ध आरेख: एसजी - वेल्डिंग टॉर्च, पी - बैलून रिड्यूसर, बी - संपीड़ित गैस सिलेंडर, एमपी - वेल्डिंग तार फ़ीड तंत्र, बीयू - अर्ध-स्वचालित नियंत्रण इकाई, आईपी - पावर स्रोत .
ऑक्साइड फिल्म को तोड़ना आसान बनाने के लिए, आपको तार ब्रश से भाग का पूर्व-उपचार करना होगा। इस तरह के प्रसंस्करण में अधिक समय नहीं लगेगा, लेकिन हिस्सा बेहतर और तेजी से पिघल जाएगा। वेल्डिंग का काम शुरू करने से पहले तुरंत साफ करने की सलाह दी जाती है।
एल्यूमीनियम वेल्डिंग करते समय, सुनिश्चित करें कि चाप की लंबाई स्थिर हो। यह नियम न केवल एल्यूमीनियम के लिए, बल्कि किसी भी अन्य धातु के लिए भी प्रासंगिक है। यदि चाप आवश्यकता से अधिक लंबा है, तो वर्कपीस पिघलेगा नहीं। यदि यह छोटा है, तो धातु जल जाएगी। उपयुक्त चाप की लंबाई सामग्री की रासायनिक संरचना को ध्यान में रखते हुए निर्धारित की जाती है, क्योंकि विभिन्न मिश्रधातुओं की तापीय चालकता भी भिन्न-भिन्न होती है। औसतन, एल्यूमीनियम के मामले में, 1.2-1.5 सेमी की लंबाई वाले चाप का उपयोग किया जाता है।
एक और कठिनाई जिसका आपको एल्यूमीनियम वेल्डिंग करते समय सामना करना पड़ेगा, वह है सीम के अंत में एक गड्ढा वेल्डिंग करना। समस्या इसलिए उत्पन्न होती है क्योंकि एल्युमीनियम बहुत जल्दी ठंडा हो जाता है। एक विशेष अर्ध-स्वचालित मशीन आपको इस समस्या को हल करने की अनुमति देती है। सबसे पहले, यह एक बढ़ा हुआ करंट देता है, जो आपको ऑक्साइड फिल्म को तोड़ने की अनुमति देता है। इसके बाद, करंट कम हो जाता है, जो आपको बिना किसी समस्या के उल्लिखित क्रेटर को वेल्ड करने की अनुमति देता है।
सामग्री पर लौटें
वेल्डिंग के कौन से तरीके मौजूद हैं

एल्यूमीनियम पिघलने के लिए कई अलग-अलग तरीके विकसित किए गए हैं, जिसमें विभिन्न सामग्रियों, उपकरणों और सुरक्षात्मक वातावरण का उपयोग शामिल है।
सबसे व्यापक रूप से उपयोग की जाने वाली विधियाँ हैं:
- टंगस्टन इलेक्ट्रोड का उपयोग करके अक्रिय गैस वातावरण में वेल्डिंग।
- स्वचालित तार फ़ीड के साथ अर्ध-स्वचालित मशीन का उपयोग करके वेल्डिंग।
- परिरक्षण गैसों के बिना उपभोज्य इलेक्ट्रोड के साथ वेल्डिंग।
इस कार्य के लिए एक महत्वपूर्ण शर्त एल्यूमीनियम की सतह पर बनी ऑक्साइड फिल्म का विनाश है। इसे नष्ट करने के लिए प्रत्यावर्ती या सीधी विपरीत धारा उपयुक्त होती है। एल्युमीनियम को डायरेक्ट डायरेक्ट करंट का उपयोग करके वेल्ड नहीं किया जा सकता, क्योंकि... ऐसी परिस्थितियों में, ऑक्साइड फिल्म कैथोड स्पटरिंग के आगे नहीं झुकेगी और नष्ट नहीं होगी।
सामग्री पर लौटें
एल्यूमीनियम वेल्डिंग के लिए कौन सी मशीनें उपयुक्त हैं?

एल्यूमीनियम को आर्गन के साथ वेल्ड करने के लिए कई वेल्डिंग मशीनों का उपयोग किया जा सकता है। उन सभी को कई समूहों में विभाजित किया गया है, अर्थात्:
- सार्वभौमिक इकाइयाँ।
- विशेष मॉडल.
- विशिष्ट उपकरण.
यूनिवर्सल मॉडल बड़े पैमाने पर उत्पादित होते हैं; वे खरीदारों के बीच सबसे अधिक मांग में हैं और अक्सर उपयोग किए जाते हैं। ऐसी वेल्डिंग का उपयोग विशेष रूप से सुसज्जित साइटों पर उत्पादन स्थितियों में किया जाता है।
एल्युमीनियम को आर्गन में वेल्ड करने के लिए विभिन्न विशेष योजकों का उपयोग किया जा सकता है। वे काम को आसान और बेहतर गुणवत्ता वाला बनाते हैं।
ऐसी इकाइयाँ जो गैर-उपभोज्य टंगस्टन इलेक्ट्रोड का उपयोग करके आर्गन के साथ एल्यूमीनियम की वेल्डिंग की अनुमति देती हैं, उनमें निम्नलिखित उपकरण होते हैं:
- एसी/डीसी पावर स्रोत।
- ऐसे कार्य के लिए विशेष रूप से डिज़ाइन किया गया बर्नर या उपकरणों का एक सेट।
- एक उपकरण जो प्रारंभिक चाप सुदृढीकरण प्रदान करने में सक्षम है या एक जो एक वैकल्पिक चाप को स्थिर करने की अनुमति देता है।
- उपकरण जो आपको वेल्डिंग चक्र को नियंत्रित करने की अनुमति देता है।
- एक उपकरण जो प्रत्यक्ष धारा की भरपाई और उसे नियंत्रित करने के लिए डिज़ाइन किया गया है।

वर्तमान में, आर्गन के साथ एल्यूमीनियम वेल्डिंग के लिए कई नए तरीके हैं, जो विशेष रूप से वेल्डेड की जा सकने वाली सामग्रियों की मोटाई की सीमा का विस्तार करने के लिए विकसित किए गए हैं, जिससे वेल्डेड जोड़ों को प्राप्त करने में उत्पादकता में सुधार होता है, जिसमें प्रवेश में सुधार भी शामिल है।
ऑपरेशन के दौरान, चाप चरणों में या एक निश्चित गति से चलता है। इन गतिविधियों को वेल्डिंग करंट पल्स के साथ सिंक्रनाइज़ किया जा सकता है। इसके लिए धन्यवाद, सभी दिशाओं में प्रवेश यथासंभव कुशल होगा। करंट को कम करने से धातु के अधिक गर्म होने का खतरा समाप्त हो जाता है और इस प्रकार विरूपण लगभग पूरी तरह से समाप्त हो जाता है।
टंगस्टन इलेक्ट्रोड आपको उच्च गुणवत्ता वाले वेल्ड प्राप्त करने और काफी तेज गति से काम करने की अनुमति देते हैं। कार्य को पूरा करने के लिए, आपको केवल विशेष उपकरण और अतिरिक्त इकाइयों की आवश्यकता है; किसी भी दुर्गम या महंगी इकाइयों की आवश्यकता नहीं है।
अक्सर, आर्गन वेल्डिंग एक इन्वर्टर इकाई का उपयोग करके किया जाता है। ऐसे उपकरण रोजमर्रा की जिंदगी और उत्पादन दोनों में व्यापक हो गए हैं। इन्वर्टर वेल्डिंग मशीन का उपयोग करना सबसे अच्छा विकल्प है। वेल्डिंग में अधिक अनुभव न होने पर भी, आप बिना अधिक प्रयास के तकनीक को समझ सकते हैं। और ये ज्ञान आपके जरूर काम आएगा. सबसे पहले, आप अपने व्यक्तिगत कार्य करने में सक्षम होंगे, और दूसरा, यदि चाहें तो तीसरे पक्ष के ग्राहकों को सेवाएं प्रदान कर सकेंगे।