Метод за възстановяване на местата за засаждане на подвижни лагери. Какво ще стане, ако лагерът е бил проверен в картера и отслаби възстановяването на местата на седалките под лагерите с големи диаметри
Случва се, че лагерът в картера е бил проверен, неговото кацане в блока на двигателя или в картер на някаква единица (скоростна кутия или задна ос) отслабва и е невъзможно да се използва кола или мотоциклет с такава неизправност, тъй като Лагерната седалка е още по-разделена. Такава неизправност може да възникне от повтарящ се или неправилен монтаж на лагера в отвора (гнездото) на картера, липсата на лубрикант (носещата клинит и се превръща) или просто от неточен производител на носещия отвор. И с такава неизправност често собствениците на всеки превозно средствоили просто някаква машина или агрегат. Как да се отървете от такава неизправност у дома, без да имате галваноплавно оборудване, дори най-простият (за цинк за покритие), ние ще разгледаме в тази статия.
Разбира се, можете да увеличите диаметъра на външния лагер, ако го покриете с хром или слой цинк, и аз вече съм писал за него (можете да прочетете тук). Но за това ще е необходимо да се правят специални щепсели (така че покриващият слой да не удари топките, сепаратора и вътрешни повърхности Скриваме се) и трябва да се въртеш с химреактика.
В същата статия ще разгледаме друг, още по-прост начин за изграждане на външния диаметър на климата, който може да се извърши както в гаража, така и в условия на полето Всеки, дори ученик.
Да започнем с по-често срещаното традиционни методи Възстановяване на счупения под в лагера, може би някой от начинаещите не знае за тях и те ще използват някого. И след това ще има по-рядък начин, за който повечето ремонтници не знаят.
1 - Картър, 2 - ръкав, 3 - външен лагер.
Така че, ако лагерът е монтиран в картер на някаква единица или нейния капак, и дупката за сядане е счупена, капакът е фиксиран през таблетката в струга и картера в кардинал-скучната машина и диаметъра на Засаждащата дупка е ограбена с около 3-4 мм и след това се притиска в плетено място ремонтният втул, в който вътрешният диаметър е малко по-голям (с помощта на довършителната обработка) и след завършването на вътрешния диаметър на. \\ t Ръкава под диаметъра на външната лагерна клетка е монтирана (виж фигура 1).
Този метод е доста често срещан, въпреки факта, че много майстори трябва да търсят кардинал или орех И направете приспособление за точно фиксиране на частта. В допълнение, този метод не подхожда, ако дебелината на металната стена на кутията, след скучното става добре и няма да осигури достатъчно твърдост на носещия отвор. И тя спира много, а компетентната обивка не е навсякъде, където ще намерите.
Някои "майстори" се опитват да го направят изобщо само с повърхност на кацане, но едва ли си струва да се надяваме, че такъв "ремонт" е достатъчно дълго време, като правило за няколко часа. В крайна сметка, лагерното въже с този метод няма да лежи върху цялата повърхност на отвора на засаждането, но само на оскъдните места (мивки), които имат оскъдна област. Да, и местата за точност бързо се замразяват, когато се монтират лагера (особено в мек алуминиев картер), а лагерният клип започва да се издига и завърта.
Най-достъпното I. ефективни методи Ремонт, това е, когато увеличената лагерна дупка изобщо не се допира, но само се занимава само с дебелината на дебелината на клетката на лагера. И тук има няколко начина, тук са и няколко, това е метално пръскане със специални инсталации, които все още са много чести, това е покритието на тъканта хром, добре и по-достъпна за домашно покритие на цинкара цинк, който имам вече написан (позоваване по-горе в текста).
Но има и друг малко познат, но много прост начин да се изгради размерът на всеки кръг метални детайлии в този случай лагерът не е трудно да се извърши у дома, в гаража и дори на пътуването (отстрани на пътя). Освен това, специалните квалификации или някакво тайно занаятчийство няма да се нуждаят, и всеки шофьор, който може да отвори качулката на колата си, ще се справя с тази проста операция доста лесно, особено ако помощникът ще помогне.
Принципа на металното разширение от това прост начинВъз основа на принципа на работа контакт заваряване. И за работа, ние се нуждаем само от чифт сприк, например от мусковит или волга, няколко парчета дебел проводник (кабели са подходящи с крокодилска скоба, за "цигарена") добре, добре заредена батерия, или заваръчен трансформатор (Може да се обърне мощно въвеждане в експлоатация).
1 - батерия, 2 - пружини, 3-лагер, 4 - маса с стойки.
И за да увеличите диаметъра на външния лагер, този лагер трябва да се преобърне между двете пружини чрез свързване към пружините електричество (виж фигура 3). И както казах, пружините са подходящи от нашите домашни машини, но ако лагерът е много по-голям, например от камион, тогава ширината на пружината трябва да бъде избрана, от един и същ камион (можете да намерите стари извори в метален скрап или в артикули за аустойчивост).
Дължината на пружината също зависи от диаметъра на лагера, но обикновено грабва дължината на една пружина в близост до метър, а вторият може да бъде отрязан до половин метър (той ще бъде по-удобен за работа). Свързваме всеки реф на кабела с полюсите на батерията или трансформатора, осигурявайки добър контакт.
Можете да използвате терминалите от колата, за да свържете кабелите към батерията плътно, добре, и да извирате, можете да се изкачите с кабели с болтове с шайби или мощни крокодилни скоби (тип заваряване). И полярността при свързването на пружините може да бъде всяка.
а - дебелината на повърхността 0,1 mm, b - дебелината на настилката от 0.25 mm, b е дебелината на настилката от 0.5 mm.
Валът се извършва няколко пъти и в същото време повърхността на външния клип постепенно се покрива с голям брой най-малки заварени туберкули от пружината (виж снимката отляво). И е достатъчно да се направи няколко валцуване, а повърхността на външния лагер вече се увеличава до такъв диаметър, който клипът вече няма да излиза в счупената си дупка.
В краищата на горните пружини е полезно да се носят гумени ръкавици и да ги изкачите с лента, или просто да завивате от болния. Това ще избегне извора на късо съединение и ще повреди батерията, ако при търкаляне на горната пружина се разкъсва до дъното на долните пружини.
Това често се случва, ако диаметърът на възстановения лагер е малък. И ако лагерът е с много малък диаметър, тогава е полезно, когато работеш напротив, завъртете горния хладилен агент в горната част на хладилата.
Когато работите с батерията, за да не го развалят, е полезно да не защитава ръжда изобщо изобщо, тъй като ръждата има допълнителна съпротива, която ще възпрепятства прекомерния текущ растеж. Но ако желаете, можете да свържете и дребно, който може точно да избере желаната сила на текущата.
Ако вместо батерията ще се използва заваръчен трансформатор, тогава, разбира се, е по-добре да използвате този, върху който има текуща корекция. Заваряване. \\ T Изложбата в рамките на 100 - 150 ампера и токът е повече, толкова по-бързо ще се случи метал, но частиците ще бъдат по-големи.
Ето защо е полезно да се избере златната среда, така че частиците на метала (включвания) да не са големи и не е трябвало да се забърква дълго време. Възможно е първо да се разтегне на неподходящия лагер. Но като правило, за нормално увеличение на диаметъра на 110-милиметъра с 0.5 mm ще се изисква ток от 150 ампера и приблизително пет минути валцуване. И в същото време лагерът се нагрява само до 100 градуса, което означава, че структурата на метала му не се променя.
 След копчето, както може да се види на снимките, повърхността на клома има няколко груба визия, дори по-добре, тъй като никога няма да бъде проверена в дупката му (съединителят на грубата повърхност е по-добър от гладкото). Но все пак, ако някой иска да възстанови по този начин повърхността на външния клип към фабричното гладко състояние, тогава е напълно възможно да се направи покритие два пъти по-дебела (вместо 0,5 mm правят 1 mm). И след това дайте лагера на Търнър, който полира клипа до гладкото състояние, отстранявайки от повърхността около 0.5 mm.
След копчето, както може да се види на снимките, повърхността на клома има няколко груба визия, дори по-добре, тъй като никога няма да бъде проверена в дупката му (съединителят на грубата повърхност е по-добър от гладкото). Но все пак, ако някой иска да възстанови по този начин повърхността на външния клип към фабричното гладко състояние, тогава е напълно възможно да се направи покритие два пъти по-дебела (вместо 0,5 mm правят 1 mm). И след това дайте лагера на Търнър, който полира клипа до гладкото състояние, отстранявайки от повърхността около 0.5 mm.
Описаният в тази статия метод е възстановен за кацане на лагерите, които проверяват не само пътнически автомобили и мотоциклети, но и камиони, и са били спасени, а не малки пари, като картера или задната част, хъба или блока на двигателя вече не са необходими за промяна на това, което ви пожелаете; Успех на всички.
Избор правилно кацанеПредоставянето на необходимата чистота и стойност на допустимите отклонения на размерите на лагерите е ключов фактор, осигуряващ трайност, надеждност на механизмите.
Правилното кацане е най-важното условие за изпълнението на лагерите.
Въз основа на характеристиките на лагера, пръстенът, който се върти, трябва да бъде фиксиран върху поддържащата повърхност, е неподвижен, с напрежение и фиксиран пръстен да влезе в дупката с минимална междина, сравнително свободна.
Инсталацията с напрежение на въртящия се пръстен не позволява да се затваря, което може да доведе до износване на поддържащата повърхност, корозия на контакт, дисбаланса на лагерите, срутването на опората, прекомерното нагряване. Така че, най-вече, лагерът се извършва на вала, който работи под товар.
За фиксиран пръстен, малък клирънс е дори полезен и възможността за вкуса не е по-често в продължение на един ден, прави износването на референтната повърхност по-еднакво, намалява го.

Основни условия
По-подробно разгледайте основните термини и концепции, които определят прилепването на лагера. Съвременното инженерство се основава на принципа на взаимозаменяемост. Всеки детайл, направен от един чертеж, трябва да бъде инсталиран в механизма, да изпълнява функциите му, да бъде взаимозаменяем.
За това чертежът определя не само размерите, но и максималните, минимални отклонения от тях, т.е. толеранси. Стойностите на толерантността са стандартизирани единна система За допустимите отклонения, кацането ESDP, разделено на точност на степента (квалификации), са дадени в таблици.

Те могат да бъдат намерени и в първия обем на референтния носител на дизайнерския дизайнер на Aurueva и Gost 25346-89, както и 25347-82 или 25348-82.
Според Gost 25346-89 се определят 20 квалификации за точност, но в машиностроенето обикновено се използват от 6 po16. Освен това, колкото по-нисък е броят на каченията, толкова по-висока е точността. За кацане топка и ролкови лагери са релевантни 6.7, по-малко от 8 качества.

В рамките на един квалите се, размерът на толерантността е същият. Но горното и долното отклонение на размера от номиналната е разположено по различен начин и техните комбинации на валовете и дупките образуват различни разтоварвания.
Има кацане, които гарантират гаранцията за разликата, напрежението и прехода, прилагането на минималния клирънс и минималното напрежение. Засаждането се обозначава с латински малки букви за шахти, големи за дупки и цифра, сочеща към квалификацията, т.е. степента на точност. Обозначения за кацане:
- с пролука А, В, С, d, Е, F, G, Н;
- преход JS, K, M, N;
- с напрежение p, r, s, t, u, x, z.
На системата за дупки за всички квалификации тя има приемник Н, а естеството на площадката се определя от толерантността на вала. Такова решение намалява броя на необходимите контролни калибри, инструмента за рязане и е приоритет. Но в някои случаи се използва система за вал, в която валовете имат Н толерантност, а кацането се постига чрез третиране на дупката. И този случай е въртенето на външния пръстен на лагера. Пример за такъв дизайн може да служи като ролки или барабани напречни транспортни конвейери.

Избор на подвижни лагери
Сред основните параметри на определящото разтоварване на лагерите:
- характер, посока, размер на натоварване, действащ върху лагера;
- точност на носителя;
- скорост на въртене;
- въртене или неподвижност на съответния пръстен.
Ключовото състояние, което определя кацането, е неподвижност или въртене на пръстена. За фиксиран пръстен, кацането с малка разлика и постепенно бавно завъртане се счита за положителен фактор, който намалява общото износване, което предотвратява локалното износване. Въртящият се пръстен определено расте с надеждно напрежение, което изключва завъртанията спрямо повърхността на засаждане.
Следващият важен фактор, към който трябва да се брои лагерната кацане на вала или в отвора, е видът на зареждане. Има три ключови вида зареждане:
- циркулиращи при въртене на пръстена относително постоянен в една посока на радиалното натоварване;
- локално за фиксиран пръстен спрямо радиалното натоварване;
- осцилационен с радиален товар, който се колебае спрямо звънене.

Според степента на точност на лагерите, с цел увеличаване, съответстват на пет класа 0.6,5,4,2. За механично инженерство под натоварвания на нисък и среден размер, например за редуктори, той е общ за клас 0, който не е посочен в обозначението на лагерите. С по-високи изисквания за точност се използва шестият клас. При повишени скорости 5.4 и само в изключителни случаи, втората. Пример за шести клас 6-205.

В процеса на реални проекти за проектиране, лагерната кацане на вала и тялото е избрана в съответствие с условията на труд на специални таблици. Те са дадени в Том от втория справочник на инженерния строител Василий Иванович Ануриева.

За местен вид на товара, таблицата предлага следните разтоварвания.

При условията на натоварване на обращение, когато радиалната сила засяга цялата подвижна пътека, отчита интензивността на натоварване:
PR \u003d (k1xk2xk3xfr) / bКъдето:
K1 - коефициентът на претоварване на динамично;
K2 е коефициентът на затихване за кухия вал или случая на тънкостенни;
K3 - коефициент, определен от експозицията на аксиални усилия;
Fr - радиално усилие.
Стойността на коефициента на К1 по време на претоварванията е по-малка от една и половина пъти, като се вземат малки вибрации и сътресения равен на 1 и с възможно претоварване от една и половина до три пъти, силни вибрации, духа К1 \u003d 1.8.
Стойностите на K2 и K3 са избрани на масата. Освен това, за K3, съотношението на аксиалното натоварване към радиалния, експресиран параметър Fc / FR X CTGβ, се взема предвид.

В таблицата са показани релевантни коефициенти и параметър на интензивността на зареждането на лагера.

Лечение място за сядане и обозначаване на кацания за лагери в рисунките.
Площта за лагера на вала и в случая трябва да има нос-фаска. Групата на помещението за кацане е:
- за шията на вала с диаметър до 80 mm под лагера от клас 0 Ra \u003d 1.25 и с диаметър 800 mm Ra \u003d 2.5;
- за шията на вала с диаметър до 80 mm под лагера от клас 6.5 Ra \u003d 0.63 А с диаметър 800 ... 500 mm Ra \u003d 1.25;
- за дупката в случая с диаметър до 80 mm под класа носеща 0 Ra \u003d 1.25 и с диаметър 800 ... 500 mm Ra \u003d 2.5;
- за отвора в случая с диаметър до 80 mm под лагера от клас 6,5.4 Ra \u003d 0.63 и с диаметър 800 ... 500 mm Ra \u003d 1.25.
Чертежът показва и отклонението на формата на площадката на лагерите, прескачането на вентилаторите за тяхното акцент.
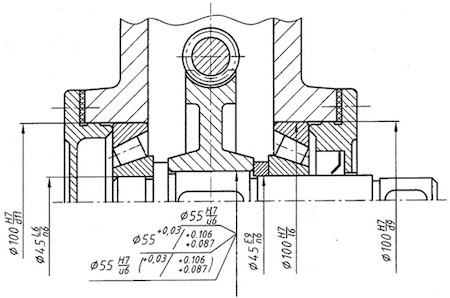
Пример за чертежа, който показва лагера за кацане на вала F 50 k6 и отклонението на формуляра.

Стойностите на отклоненията на формите се приемат по таблицата, в зависимост от диаметъра, който има лагер на вала или в корпуса, точността на лагера.

В чертежите показват диаметъра на вала и корпуса под площадката, например, F20K6, F52N7. На чертежите на сглобяването можете просто да зададете размера с приемането в писмото за писмо, но е желателно в чертежите азбучен обозначение Да признаят, за да донесат числения израз за удобството на работниците. Размерите в чертежите са посочени в милиметри и стойността на приемането в микрометра.
Растенията често не могат да бъдат поправени и след това въпросът за замяна на частта конюгат с лагера и загубени номинални параметри за сядане. Подобен вариант Ремонтът е доста икономически неценен. Изходът в тази ситуация е ремонт, използвайки диет технология.
Помислете за примери за ремонта на местата по метода на студено газово-динамично пръскане.
Седалка за лагера на мотоциклета.
Дефектът на площадката за кацане е, че външният пръстен на лагера се завърта при работа, което дава допълнителни натоварвания на оста на вътрешния пръстен и самия лагери.

1. Местоположение за външен лагер пръстен върху кръстосано мотоциклетно колело.
За да елиминирате този проблем, добавете метален слой към вътрешния диаметър на концентратора. Хъбът е направен от алуминиева сплав. Преди да нанесете състава, предварително обработвайте повърхността с абразивен състав K-00-04-16. Прилагането на допълнителен слой се извършва в третия режим на апарата на Димет-405. Пръскането се прави с марж. Изпълнението на обработката на покритието се извършва с малко подаване на ножа при повишена циркулация.


Image 2. Етапи на ремонт (A - Приложен с резерв алуминиев слой, B - довършителни работи Завършено място за кацане)
Единично планиране на коляновия вал
Извършва се ремонт на мястото на кацане на дистанционната семинар на коляновия вал на чистилният цилиндър "Mercedes-Benz" с помощта на диета технология. Крайната обработка е произведена от специален нож.


Завод за лагери
Ремонтът на мястото за кацане на чугунния хъб "FORD" се прави чрез прилагане на алуминиев слой, размер от 0,3 mm. Данните за манипулация предоставиха необходимото напрежение във връзка.


1. Ремонтни етапи (A - начален, Б - край)
Електродвигател на двигателя
Ремонт на площадки за кацане на лагери в електродвигателното тяло е направен от устройството, алуминиев състав, режим на пръскане - "3". Изображенията са представени от етапите на ремонта.
Патентни собственици RU 2296660:
Изобретението се отнася до областта на машиностроенето, а именно методите за възстановяване на местата за засаждане на подвижници. Разглобете сглобяването на лагера, извършете лечението на повърхностните места, деформирани при използване на свързването на повърхностните места. На третираните с разтвори, деформираната повърхност на лагерните седалки се прилага кристализиране при температура 70 ° С и се стопява при температури над 340 ° С разтопен редуциращ материал. Материал за възстановяване има вискозни свойства и механични характеристики, съответстващи на материала на лагерните седалки. След това нагрява лагера в масло до температура 80-90 ° С. Ние събираме лагерния механизъм чрез инсталиране на предварително загрятен лагер на местата си. В резултат на това разходите се намаляват и сложността намалява ремонтни работи.
Изобретението се отнася до областта на машиностроенето и други индустрии, където подвижните лагери се използват при големи натоварвания, което води до деформация на подвижните лагери.
Има метод за възстановяване на износените валове на коляновия вал, които механично обработват шийките с технологична тапа в тялото на повърхността, която се възстановява на цялата ширина между бузите с образуването на карикатури и последващата топлинна обработка на коляновия вал. Закрепени върху третираните шийки, компенсиращи за метална подплата под формата на разделен пръстен или полуколт, чрез заваряване на техните съединения. Заварените шевове са разположени в зоната, ограничена от 25-50 ° въртене на коляновия вал от върха на мъртвата точка, а вторият шев, когато се използва полуремаркер, са относителни с първия с ротация 180 °. Охлаждане на заваряване до температура атмосфер, осигурявайки напрежението на разделения пръстен 0.1 ... 0.15 mm. Когато използвате разделен пръстен в него, се извършват кръстосани разфасовки с диаметър 5-7 mm. Първият вари дупката на разделения пръстен с вал на врата, който се намира срещу заварката, а останалите отвори се наваряват, симетрично приближава заварен шевТова ще увеличи якостта на умора на коляновия вал към нивото на новата част с едновременното възстановяване на износените врати в номиналния размер.
Известен метод за ремонт на лагерна монтаж, включително разглобяване, дефектиращи части, бране под формата на монтаж върху повърхността на кацане на външния пръстен на износения носител на две локално-диаметрално противоположни плочи и монтаж. Дебелината на плочите се определя с формулата SC \u003d SR + SU, където НС е общата дебелина на плочите; SR е радиален клирънс в износен лагер; SU - CLEARANCE във връзка с корпуса е външният пръстен на лагера, като се вземат предвид износването. Дължината на всяка локална плоча се определя от очаквания път.
Недостатъците на метода са високи разходи и трудова интензивност на ремонтните работи.
Има метод за възстановяване на износените повърхности на шахмите на плъзгащите лагери, които се състоят в нагряването на втвърдяващата зона на частта с подновяване на свързването му (например от паста от материала на материала ) в индуктор на високочестотни токове преди размиване на свързващото вещество и да се настигне в мястото на износването на частта, компенсиращо за нея, характеризиращо се с това, че се извършва чрез нагряване на износената повърхност на частта до температура до температура, по-голяма от 50- 100 ° C с температура на критичната точка на AC3 и допълнително произвеждат охлаждане на заварната повърхност износени детайли Със скоростта на втвърдяването и материалът се използва като свързващо вещество с точка на топене, която не надвишава температурата на продукта на продукта.
Недостатъците на метода са високи разходи и трудова интензивност на ремонтните работи.
Най-близкото техническо решение, прието за прототипа, е методът за възстановяване на колянови валове чрез увеличаване на износената повърхност на плъзгащите се опори, които се реализират от коляновия вал на коляновия вал на коляновия вал от материала с висока устойчивост на абразия, заварени по протежение на техните съкращения в плътна в непосредствена близост до повърхността. Шейк вал, смазан преди свързване с разделени ръкави специално лепило или уплътнители.
Недостатъкът на метода е високи разходи и трудова интензивност на работата.
Сравнение на предложеното решение с прототип и подобни решения, известни от съществуващото ниво на технологията, дава възможност да се установи неговото съответствие с критериите за патентоспособността "новост" и "ниво на изобретение".
Техническият резултат от претендираното изобретение е да се намалят разходите и работната интензивност на поддържането на ремонтни работи по възстановяването на местата за разтоварване на подвижните лагери.
Посоченият технически резултат се постига от факта, че методът за възстановяване на подвижните лагери включва разглобяване на носещия механизъм, лечението на повърхностните плочи и сглобката на лагерния възел при използване на повърхността на изобретението, на преработените разтвори, Деформираната повърхност на лагерните седалки се прилага кристализиране, когато температурата на 70 ° С и се стопява при температури над 340 ° С стопен редуциращ материал с вискозни свойства и механични характеристики, съответстващи на материала на лагерните седалки, след това се нагрява лагерът в масло температура от 80-90 ° С и сглобяване на лагерния монтаж чрез монтиране на предварително загрята лагера.
Същността на метода за изпълнение е както следва.
Деформираната повърхност на засаждането на лагера на лагера се нанася върху деформираните разтвори на лагера и след това лагерът е инсталиран в мястото на кацане. Лагерът се загрява до температура 80-90 ° С и, по този начин се намалява, за да се нагрява редукционния материал до температура 70 ° С, при която последният кристализира и набира здравните механични характеристики на материала за засаждане .
Предложеният метод позволява да се намали времето за престой, разходите и трудолюбието, когато възстановяват лагерите.
Литература
1. Патент на Руската федерация № 94019772. Ponurovsky A.A. Ponurovsky A.A. Метод за възстановяване на колянови валове и плъзгащите им лагери. IPC B23P 6/00. Бърз. 1994.05.26. Publ. 1996.09.10. Рег. №94019772 / 02.
2. Патент на Руската федерация №2235009. Метода за поправяне на носещия механизъм. / USOV v.v. Serega A.A. Тимошенко А.н. Сергей V.V. IPC B23R 6/00. Бърз. 2001.02.21. Publ. 2002.09.20. Рег. №2001105022 / 02.
3. Патент на Руската федерация №2189298. Метода за ремонт на лагерния механизъм / мустак v.v. Serega A.A. Тимошенко А.н. Сергей v.v. IPC B23P 6/00. Бърз. 2001.02.21. Publ. 2002.09.20. Рег. №2001105022 / 02.
4. Патент на Руската федерация № 95117550. 1. Метод за възстановяване на износените седални повърхности на шахтите за плъзгащи лагери. / Ulitovsky B.A., Skrabak B.C., Ulovsky S.B., Shkrabak R.v., Полско Г.Ю. IPC B23P 6/00. Бърз. 1995.10.17. Publ. 1997.10.20. Рег. №95117550 / 02.
5. RF RF №2105650. Метода за възстановяване на износените седални повърхности на шахтите на плъзгащи лагери. / Ulitovsky B.A., Skrabak B.C., Ulovsky S.B., Shkrabak R.v., Полско Г.Ю. IPC B23P 6/00. Бърз. 1995.10.17. Publ. 1998.02.27. Рег. №95117550 / 02.
Методът за възстановяване на такелажните носещи места, които включват демонтиране на лагерния механизъм, лечението на повърхностните плочи се деформира при използване на повърхността на пространствата за кацане с разтвори и монтаж на лагерния механизъм, характеризиращ се с това, че деформираната повърхност на лагерните седалки се прилага кристализиране при 70 ° С и се топене при температури над 340 ° С разтопен редуциращ материал с вискозни свойства и механични характеристики, съответстващи на материала на носещите седалки, след това се нагрява лагера в масло до температура 80-90 ° С и сглобете лагерния механизъм чрез инсталиране на нагрятия лагер на седалките.
Подобни патенти:
Изобретението се отнася до технологията на оползотворяване или втвърдяване от електрическото дъно на износените повърхности на стоманените части, предимно пътнически и товарни автомобили на железопътния подвижен състав
Изобретението се отнася до зони на инженеринг и ремонт на машинни части и може да се използва за възстановяване и повишаване на надеждността на "Knevlen-дупка под род" възли на гредите на предните оси на автомобилите
Изобретението се отнася до химически физични методи за защита срещу корозия и може да се използва в петролната и газовата промишленост, а именно, за ремонт и възстановяване на превключвателя на кладенна група за мащабиране, корозия
Изобретението се отнася до областта на възстановителните и втвърдяващи методи за обработка в машиностроене, а именно за технология и оборудване, които се използват в процеса на ултразвукова обработка на външна или вътрешна конична резба с такива композитни елементи на петролната колона, като помпа-компресора, бормашина и корпус Или, като прехвърляне и свързване, чрез която се извършва свързването на тръбите в петролната колона.
Изобретението се отнася до областта на рехабилитационните и втвърдяващи методи за преработка в машиностроенето, а именно за технология и оборудване, които се използват в процеса на ултразвукова обработка на външната или вътрешната конична резба секция на такива композитни елементи на петролната колона, като помпа-компресор, бормашина и корпус, или като прехвърляне и свързване, чрез които се извършва свързването на тръбите в маслената колона.
Изобретението се отнася до областта на оползотворяване и втвърдяване на методите за преработка в машиностроенето, а именно технология и оборудване, които се използват в процеса на ултразвукова обработка на външната или вътрешната резба на частите, главно, такива компонентни елементи на маслото колона като помпа-компресор, бормашина и корпус или като трансфер и свързване, чрез който се извършва връзката на тръбите в колоната на маслото.
Изобретението се отнася до областта на машиностроенето, а именно методите за възстановяване на местата за засаждане на подвижни лагери