Spôsob obnovy sediel valivých ložísk. Čo robiť, ak sa ložisko v kľukovej skrini otočilo a jeho sedlo sa uvoľnilo Obnova sediel pre ložiská s veľkým priemerom
Stáva sa, že ložisko v kľukovej skrini sa otočilo, jeho sedlo v bloku motora alebo v kľukovej skrini nejakej jednotky (prevodovka alebo zadná náprava) sa uvoľní a nie je možné prevádzkovať auto alebo motocykel s takouto poruchou, pretože sedlo ložiska sa ešte viac zlomí. Takáto porucha môže nastať opakovanou alebo nesprávnou montážou ložiska do otvoru (objímky) kľukovej skrine, nedostatočným mazaním (ložisko sa zasekáva a otáča sa), alebo jednoducho z nepresnej výroby ložiskového otvoru. A s týmto typom poruchy sa často stretávajú majitelia akýchkoľvek vozidlo, alebo len nejaký druh stroja alebo jednotky. Ako sa ľahko zbaviť takejto poruchy doma, bez toho, aby ste mali galvanické zariadenie, dokonca aj najjednoduchšie (pre zinkové povlaky), zvážime v tomto článku.
Samozrejme, môžete zväčšiť priemer vonkajšieho krúžku ložiska, ak ho pokryjete chrómom alebo vrstvou zinku a už som o tom písal (môžete si to prečítať tu). Na to však budete musieť vyrobiť špeciálne zátky (aby sa vrstva povlaku nedostala na guľôčky, separátor a vnútorné povrchy klipy) a budete sa musieť pohrať s chemikáliami.
V tom istom článku sa pozrieme na ďalší, ešte jednoduchší spôsob zväčšenia vonkajšieho priemeru držiaka, ktorý je možné vykonať vo vašej garáži aj v terénne podmienky ktokoľvek, dokonca aj školák.
Najprv sa pozrime na tie bežnejšie tradičné metódy obnovenie prasknutej diery na sedadlo v ložisku, možno o nich niektorí nováčikovia nevedia a budú sa niekomu hodiť. A potom sa pozrieme na zriedkavejšiu metódu, o ktorej väčšina opravárov nevie.
1 — kľuková skriňa, 2 — puzdro, 3 — vonkajší krúžok ložiska.
Ak je teda ložisko namontované v kľukovej skrini nejakého druhu jednotky alebo jej krytu a montážny otvor je zlomený, potom je kryt pripevnený cez čelnú dosku v sústruhu a kľuková skriňa v mykacom vyvrtávacom stroji a priemer montážneho otvoru je vyvŕtaný asi o 3 - 4 mm a po Za týmto účelom do vyvŕtaného miesta vtlačte opravnú objímku, v ktorej je vnútorný priemer o niečo väčší (s prídavkom na dokončenie) a po zasypaní vyvŕtajte vnútorný priemer puzdra, aby zodpovedal priemeru vonkajšieho krúžku ložiska (pozri obrázok 1).
Tento spôsob je pomerne bežný, napriek tomu, že mnohí remeselníci musia hľadať kardinátne nudné resp sústruh a tiež vyrobiť zariadenie na presné upevnenie dielu. Okrem toho tento spôsob nebude vhodný, ak sa hrúbka kovu steny skrine po vŕtaní stenčí a nezabezpečuje dostatočnú tuhosť vývrtu ložiska. A to mnohých ľudí zastaví a kompetentného strojníka nenájdete všade.
Niektorí „majstri“ sa snažia zaobísť jednoduchým dierovaním do sedacej plochy, no len ťažko možno dúfať, že takáto „oprava“ bude trvať dlho, väčšinou pár hodín. Koniec koncov, pri tejto metóde ložiskový krúžok nebude ležať na celom povrchu montážneho otvoru, ale iba na malých oblastiach (pupienky), ktoré majú malú oblasť. Áno, a utesnené oblasti sa počas inštalácie ložiska rýchlo pokrčia (najmä v mäkkej hliníkovej kľukovej skrini) a ložiskový krúžok sa opäť začne kývať a otáčať.
Najdostupnejšie a efektívnymi spôsobmi oprava, vtedy sa zväčšeného ložiskového otvoru vôbec nedotknete, ale iba zväčší hrúbku ložiskového krúžku. A aj tu je viacero spôsobov, jedná sa o nástrek kovom so špeciálnymi inštaláciami, ktoré sú stále veľmi málo rozšírené, ide o chrómovanie držiaka a o zinkovanie držiaka, ktoré je dostupnejšie doma, o čom som už písal (odkaz vyššie v texte).
Existuje však ešte jeden málo známy, no veľmi jednoduchý spôsob, ako zväčšiť veľkosť akéhokoľvek kola kovová časť, a v v tomto prípade ložiskové preteky, čo nie je ťažké robiť doma, v garáži a dokonca aj na cestách (na okraji cesty). Navyše nie je potrebná žiadna špeciálna kvalifikácia ani žiadne tajné zručnosti a každý vodič, ktorý dokáže otvoriť kapotu svojho auta, sa s touto jednoduchou operáciou vyrovná celkom ľahko, najmä ak pomáha asistent.
Princíp kovového predĺženia s týmto jednoduchým spôsobom, založený na princípe fungovania kontaktné zváranie. A na prácu potrebujeme len pár pružín, napríklad z Moskviča alebo Volgy, pár kusov hrubého drôtu (na „prisvietenie sa hodia káble s krokosvorkou“) a dobre nabitú batériu, príp. zvárací transformátor(môže fungovať aj výkonná štartovacia nabíjačka).
1 - batéria, 2 - pružiny, 3 - ložisko, 4 - stôl so stojanmi.
A aby sa zväčšil priemer vonkajšieho krúžku ložiska, toto ložisko bude musieť byť valcované medzi dvoma pružinami, ktoré sa pripájajú k pružinám elektriny(pozri obrázok 3). A ako som už povedal, pružiny z našich domácich áut sú vhodné, ale ak je ložisko oveľa väčšie, napríklad z nákladného auta, potom je potrebné zvoliť šírku pružín širšiu, z rovnakého nákladného vozidla (môžete nájsť staré pružiny v zberniach kovového šrotu, prípadne v predajniach áut) .
Dĺžka pružín závisí aj od priemeru ložiska, ale spravidla je dĺžka jednej pružiny asi meter a druhá môže byť skrátená na pol metra (to uľahčí prácu). Každú pružinu pripojíme káblom k pólovým nástavcom batérie alebo transformátora, čím zabezpečíme dobrý kontakt.
Na pevné pripojenie káblov k batérii môžete použiť svorky z auta a pomocou skrutiek a podložiek alebo silných krokosvoriek (napríklad zváracích) káble prichytíte k pružinám. Navyše polarita pri spájaní pružín môže byť ľubovoľná.
a - hrúbka krycej vrstvy 0,1 mm, b - hrúbka krycej vrstvy 0,25 mm, c - hrúbka krycej vrstvy 0,5 mm.
Valcovanie sa vykonáva niekoľkokrát a súčasne je povrch vonkajšieho krúžku postupne pokrytý veľkým počtom malých zváraných hľúz z kovu pružín (pozri fotografiu vľavo). A stačí urobiť pár valčekov a povrch vonkajšieho krúžku ložiska sa už zväčší na taký priemer, že obežník už nebude visieť vo vylomenej diere.
Na konce hornej pružiny je užitočné nosiť gumené rukavice a prelepiť ich páskou, alebo ich jednoducho oblepiť elektrickou páskou. Tým sa zabráni skratu pružín a poškodeniu batérie, ak sa horná pružina počas rolovania dotkne spodnou pružinou svojim koncom.
To sa často stáva, ak je priemer obnovovaného ložiska malý. A ak má ložisko veľmi malý priemer, potom je vhodné pri práci naopak otočiť hornú pružinu s vychýlením nahor.
Pri práci s batériou, aby nedošlo k jej poškodeniu, je vhodné hrdzu na pružinách vôbec nechrániť, pretože hrdza má dodatočný odpor, ktorý zabráni nadmernému zvýšeniu prúdu. Ale ak chcete, môžete pripojiť aj reostat, pomocou ktorého je možné presne zvoliť požadovanú silu prúdu.
Ak sa namiesto batérie použije zvárací transformátor, potom je samozrejme lepšie použiť taký s reguláciou prúdu. Zvárací prúd nastavená v rozmedzí 100 - 150 ampérov a čím vyšší prúd, tým rýchlejšie bude kov rásť, ale tým väčšie budú uložené častice.
Preto je užitočné zvoliť strednú cestu, aby častice naneseného kovu (inklúzie) neboli veľké a nemuseli ste sa dlho trápiť. Najprv si môžete zacvičiť na zlom ložisku. Spravidla však pre normálne zväčšenie priemeru 110 mm ložiska o 0,5 mm bude potrebný prúd 150 ampérov a asi päť minút ryhovania. A zároveň sa ložisko zahreje iba na 100 stupňov, čo znamená, že štruktúra jeho kovu sa nemení.
 Po vrúbkovaní, ako je vidieť na fotografiách, má povrch držiaka trochu drsný vzhľad, čo je ešte lepšie, pretože sa už nikdy vo svojom otvore neotočí (priľnavosť drsného povrchu je lepšia ako hladká) . Ale napriek tomu, ak niekto chce týmto spôsobom obnoviť povrch vonkajšej drážky do továrenského hladkého stavu, potom je celkom možné urobiť povlak dvakrát tak hrubý (namiesto 0,5 mm urobiť 1 mm). A potom odovzdajte ložisko sústružníkovi, ktorý rasce vyleští do hladka, pričom z povrchu odstráni asi 0,5 mm.
Po vrúbkovaní, ako je vidieť na fotografiách, má povrch držiaka trochu drsný vzhľad, čo je ešte lepšie, pretože sa už nikdy vo svojom otvore neotočí (priľnavosť drsného povrchu je lepšia ako hladká) . Ale napriek tomu, ak niekto chce týmto spôsobom obnoviť povrch vonkajšej drážky do továrenského hladkého stavu, potom je celkom možné urobiť povlak dvakrát tak hrubý (namiesto 0,5 mm urobiť 1 mm). A potom odovzdajte ložisko sústružníkovi, ktorý rasce vyleští do hladka, pričom z povrchu odstráni asi 0,5 mm.
Pomocou metódy opísanej v tomto článku sa nielen obnovilo sedenie ložísk, ktoré sa otočili na svojich miestach osobné autá aj motorky, ale aj kamióny a ušetrilo sa dosť veľa peňazí, keďže už nebolo treba meniť kľukovú skriňu ani zadnú časť, náboj, či blok motora, čo vám prajem; Veľa šťastia všetkým.
Voľba správne pristátie, zabezpečenie požadovanej čistoty a rozmerových tolerancií dosadacích plôch je kľúčovým faktorom zabezpečujúcim životnosť a spoľahlivosť mechanizmov.
Správne uloženie je najdôležitejšou podmienkou pre výkon ložísk.
Na základe prevádzkových vlastností ložiska by mal byť krúžok, ktorý sa otáča, pripevnený k nosnej ploche nehybne, s napätím a nehybný krúžok by mal zapadnúť do otvoru s minimálnou medzerou, relatívne voľne.
Montáž otočného krúžku s presahom zabraňuje jeho otáčaniu, čo by mohlo viesť k opotrebovaniu nosnej plochy, kontaktnej korózii, nevyváženosti ložísk, šíreniu podpery a nadmernému zahrievaniu. Takže v podstate je ložisko namontované na hriadeli, ktorý pracuje pod zaťažením.
Pre stacionárny krúžok je malá medzera dokonca užitočná a možnosť otáčania nie viac ako raz denne robí opotrebenie nosnej plochy rovnomernejším a minimalizuje ho.

Základné pojmy
Pozrime sa bližšie na základné pojmy a pojmy, ktoré definujú uloženie ložísk. Moderné strojárstvo je založené na princípe vzájomnej zameniteľnosti. Akákoľvek časť vyrobená podľa jedného výkresu musí byť nainštalovaná v mechanizme, musí vykonávať svoje funkcie a musí byť zameniteľná.
Na tento účel výkres určuje nielen rozmery, ale aj maximálne a minimálne odchýlky od nich, to znamená tolerancie. Hodnoty tolerancie sú štandardizované jednotný systém pre tolerancie sú v tabuľkách uvedené pristátia EBOP rozdelené podľa stupňov presnosti (kvality).

Možno ich nájsť aj v prvom zväzku príručky Anuriev Mechanical Designer's Handbook a GOST 25346-89, ako aj 25347-82 alebo 25348-82.
Podľa GOST 25346-89 je definovaných 20 stupňov presnosti, ale v strojárstve sa zvyčajne používajú od 6 do 16. Navyše, čím nižšie je číslo kvality, tým vyššia je presnosť. Pre pristátia guľôčkových a valčekových ložísk, 6.7, menej často je relevantných 8 kvalifikácií.

V rámci rovnakej kvalifikácie je veľkosť tolerancie rovnaká. Ale horná a dolná odchýlka veľkosti od menovitej hodnoty sú umiestnené odlišne a ich kombinácie na hriadeľoch a otvoroch tvoria rôzne lícovanie.
Existujú uloženia, ktoré zaručujú vôľu, interferenciu a prechodné uloženia, ktoré implementujú minimálnu vôľu aj minimálne rušenie. Pristátia sú označené malými latinskými písmenami pre hriadele, veľkými pre otvory a číslom označujúcim kvalitu, teda stupeň presnosti. Označenia pristátia:
- s vôľou a, b, c, d, e, f, g, h;
- prechodné js, k, m, n;
- s interferenciou p, r, s, t, u, x, z.
Podľa systému otvorov má pre všetky triedy toleranciu H a povaha lícovania je určená toleranciou hriadeľa. Toto riešenie umožňuje znížiť počet potrebných kontrolných meradiel a rezných nástrojov a je prioritou. Ale v niektorých prípadoch sa používa hriadeľový systém, v ktorom hriadele majú toleranciu h, a lícovanie sa dosiahne opracovaním otvoru. A presne takým prípadom je rotácia vonkajšieho krúžku guľôčkového ložiska. Príkladom takejto konštrukcie sú napínacie valce alebo bubny pásových dopravníkov.

Výber uloženia ložiska
Medzi hlavné parametre, ktoré určujú uloženie ložísk:
- povaha, smer, veľkosť zaťaženia pôsobiaceho na ložisko;
- presnosť ložísk;
- rýchlosť otáčania;
- rotácia alebo nehybnosť príslušného krúžku.
Kľúčovou podmienkou, ktorá určuje pristátie, je nehybnosť alebo rotácia prstenca. Pre stacionárny krúžok sa volí uloženie s malou vôľou a postupné pomalé otáčanie sa považuje za pozitívny faktor, ktorý znižuje celkové opotrebovanie a zabraňuje lokálnemu opotrebovaniu. Otočný krúžok musí byť usadený spoľahlivým napätím, ktoré bráni otáčaniu vzhľadom na dosadaciu plochu.
Ďalším dôležitým faktorom, ktorý musí zodpovedať uloženiu ložiska na hriadeli alebo v diere, je druh zaťaženia. Existujú tri hlavné typy zaťaženia:
- cirkulácia, keď sa krúžok otáča vzhľadom na radiálne zaťaženie neustále pôsobiace v jednom smere;
- lokálne pre stacionárny krúžok vzhľadom na radiálne zaťaženie;
- oscilačné s radiálnym zaťažením oscilujúcim vzhľadom na polohu krúžku.

Podľa stupňa presnosti ložísk v rastúcom poradí zodpovedajú piatim triedam 0,6,5,4,2. Pre strojárstvo s nízkym a stredným zaťažením, napríklad pre prevodovky, je bežná trieda 0, ktorá nie je uvedená v označení ložísk. Pre vyššie požiadavky na presnosť sa používa šiesta trieda. Pri vyšších rýchlostiach 5,4 a len vo výnimočných prípadoch aj dvojka. Príklad šiesteho ročníka 6-205.

V procese skutočného návrhu stroja sa uloženie ložiska na hriadeli a v kryte vyberá v súlade s prevádzkovými podmienkami pomocou špeciálnych tabuliek. Sú uvedené v druhom zväzku Príručky strojného inžiniera Vasilija Ivanoviča Anurieva.

Pre typ lokálneho zaťaženia tabuľka navrhuje nasledujúce prispôsobenia.

Pri podmienkach cirkulačného zaťaženia, keď radiálna sila pôsobí na celú obežnú dráhu, sa berie do úvahy intenzita zaťaženia:
Pr=(k1xk2xk3xFr)/B, Kde:
k1 – dynamický faktor preťaženia;
k2 – koeficient útlmu pre dutý hriadeľ alebo tenkostenné puzdro;
k3 – koeficient určený vplyvom osových síl;
Fr – radiálna sila.
Hodnota koeficientu k1 pri preťaženiach menších ako jedenapolnásobok, miernych vibráciách a otrasoch sa berie rovná 1 a pri možnom preťažení jedenapol až trojnásobku, silných vibráciách, otrasoch k1 = 1,8.
Hodnoty k2 a k3 sú vybrané z tabuľky. Okrem toho sa pre k3 berie do úvahy pomer axiálneho k radiálnemu zaťaženiu, vyjadrený parametrom Fc/Fr x ctgβ.

Uloženia ložísk zodpovedajúce koeficientom a parametrom intenzity zaťaženia sú uvedené v tabuľke.

Liečba sedadlá a označenie uloženia ložísk na výkresoch.
Ložiskové sedlo na hriadeli a v skrini musí mať vodiace skosenie. Drsnosť sedadla je:
- pre čap hriadeľa s priemerom do 80 mm pre ložisko triedy 0 Ra=1,25 a s priemerom 80...500 mm Ra=2,5;
- pre čap hriadeľa s priemerom do 80 mm pre ložisko triedy 6,5 Ra=0,63 a s priemerom 80...500 mm Ra=1,25;
- pre otvor v telese s priemerom do 80 mm pre ložisko triedy 0 Ra=1,25 a s priemerom 80...500 mm Ra=2,5;
- pre otvor v skrini s priemerom do 80 mm pre ložisko triedy 6,5,4 Ra=0,63 a s priemerom 80...500 mm Ra=1,25.
Na výkrese je vyznačená aj odchýlka tvaru sedla ložiska a koncové hádzanie ramien pre ich oporu.
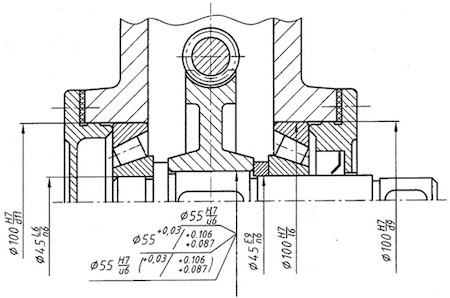
Príklad výkresu, ktorý ukazuje uloženie ložiska na hriadeli F 50 k6 a tvarové odchýlky.

Hodnoty tvarovej odchýlky sú prevzaté z tabuľky v závislosti od priemeru uloženia ložiska na hriadeli alebo v telese a presnosti ložiska.

Výkresy označujú priemer hriadeľa a puzdra pre uloženie, napríklad F20k6, F52N7. Na montážnych výkresoch môžete jednoducho uviesť veľkosť s toleranciou v písmenovom označení, ale na výkresoch dielov je vhodné okrem písmenové označenie Poskytnúť toleranciu a jej číselné vyjadrenie pre pohodlie pracovníkov. Rozmery na výkresoch sú uvedené v milimetroch a hodnota tolerancie je v mikrometroch.
Sedadlá sa často nedajú opraviť a potom vyvstáva otázka výmeny dielu spojeného s ložiskom, ktorý stratil nominálne parametre sedadla. Podobná možnosť opravy sú celkom ekonomicky nerealizovateľné. Riešením v tejto situácii je oprava pomocou technológie Dimet.
Pozrime sa na príklady opravy sedadiel metódou studeného plynovo-dynamického nástreku.
Sedlo ložiska náboja motocykla.
Chybou sedla je, že vonkajší krúžok ložiska sa počas prevádzky otáča, čo spôsobuje dodatočné zaťaženie osi vnútorného krúžku a samotného ložiska.

Obrázok 1. Sedadlo pre vonkajšiu ložiskovú dráhu na krosovom motocyklovom kolese.
Na odstránenie tohto problému je potrebné pridať vrstvu kovu na vnútorný priemer náboja. Náboj je vyrobený z hliníková zliatina. Pred aplikáciou kompozície povrch predbežne upravíme brúsnou kompozíciou K-00-04-16. Aplikácia ďalšej vrstvy sa uskutočňuje v treťom režime prístroja Dimet-405. Postrek sa vykonáva s rezervou. Konečné spracovanie povlaku sa vykonáva pri malom posuve frézy pri vysokých rýchlostiach.


Obrázok 2. Etapy opravy (a - hliníková vrstva nanesená s rezervou, b - finálna verzia pripravené sedadlo)
Polkruhové sedlo kľukového hriadeľa
Sedlo vzdialeného polokrúžku kľukového hriadeľa liatinového bloku valcov Mercedes-Benz bolo opravené technológiou Dimet. Konečné spracovanie sa uskutočnilo pomocou špeciálnej frézy.


Sedlo ložiska kolesa
Oprava liatinového sedla náboja Ford bola realizovaná nanesením hliníkovej vrstvy o veľkosti 0,3 mm. Tieto manipulácie poskytli potrebné napätie v spojení.


Obrázok 1. Etapy opravy (a – počiatočná, b – konečná)
Sedadlo ložiska elektromotora
Oprava sedadiel ložísk v kryte elektromotora bola vykonaná pomocou zariadenia na výrobu hliníka, režim striekania - „3“. Obrázky zobrazujú fázy opravy.
Majitelia patentu RU 2296660:
Vynález sa týka oblasti strojárstva, konkrétne spôsobov obnovy sediel valivých ložísk. Ložisková zostava sa demontuje a povrch sediel deformovaný pri použití ložísk sa ošetrí roztokmi. Na deformovaný povrch sediel ložísk upravený roztokmi sa nanesie roztavený reštaurátorský materiál, ktorý kryštalizuje pri teplote 70 °C a topí sa pri teplote nad 340 °C. Výplňový materiál má viskózne vlastnosti a pevnostno-mechanické vlastnosti zodpovedajúce materiálu sediel ložísk. Potom sa ložisko zahreje v oleji na teplotu 80-90°C. Zostava ložiska je zostavená inštaláciou vyhrievaného ložiska na jeho sedadlá. V dôsledku toho sa znižujú náklady a znižuje sa pracovná náročnosť. opravárenské práce.
Vynález sa týka oblasti strojárstva a iných priemyselných odvetví, kde sa valivé ložiská používajú pri veľkom zaťažení, ktoré vedie k deformácii sediel valivých ložísk.
Je známy spôsob obnovy opotrebovaných kľukových hriadeľov, pri ktorom sa čapy mechanicky opracujú s technologickým prienikom do tela sanovaného povrchu po celej šírke medzi lícami čapu s vytvorením filiet a následným tepelným spracovaním kľukového hriadeľa. Kovová výstelka kompenzujúca opotrebenie vo forme deleného krúžku alebo polkrúžkov je pripevnená k upraveným hrdlám zvarením ich spojov. Zvarový šev je umiestnený v oblasti ohraničenej 25-50° rotácie kľukového hriadeľa od hornej úvrate a druhý šev je pri použití polovičných krúžkov umiestnený vzhľadom k prvému s otočením o 180°. Ochlaďte zvar na teplotu životné prostredie, poskytujúce napnutie deleného krúžku 0,1...0,15 mm. Pri použití deleného krúžku sú v ňom vytvorené priechodné otvory s priemerom 5-7 mm. Otvor v deliacom krúžku s hrdlom hriadeľa, ktorý sa nachádza oproti zvaru, sa najskôr zvarí a zvyšné otvory sa privaria, symetricky sa približujú zvarový šev, čím sa zvýši únavová pevnosť kľukového hriadeľa na úroveň nového dielu pri súčasnom obnovení opotrebovaných čapov na nominálny rozmer.
Je známy spôsob opravy ložiskovej zostavy, ktorý zahŕňa demontáž, riešenie problémov s dielmi, montáž vo forme inštalácie dvoch lokálne diametrálne protiľahlých dosiek na dosadaciu plochu vonkajšieho krúžku opotrebovaného ložiska a montáž. Hrúbka dosiek je určená vzorcom Sc=Sr+Su, kde Sc je celková hrúbka dosiek; Sr - radiálna vôľa v opotrebovanom ložisku; Su - medzera v spojení medzi otvorom krytu a vonkajším krúžkom ložiska, berúc do úvahy opotrebenie. Dĺžka každej miestnej dosky je určená výpočtom.
Nevýhody tejto metódy sú vysoké náklady a pracovná náročnosť opravárenských prác.
Je známy spôsob obnovy opotrebovaných povrchov hriadeľov klzných ložísk, ktorý spočíva v zahriatí vytvrdenej oblasti dielu s vopred naň naneseným spojivom (napríklad z pasty vyrobenej zo zváraného materiálu) vo vysokofrekvenčnom prúde. induktorom, kým sa spojovací materiál neroztopí a neuloží na mieste opotrebenia dielu, kompenzuje jeho opotrebenie, vyznačujúci sa tým, že sa uskutočňuje ohriatím opotrebovaného povrchu dielu na teplotu o 50-100°C vyššiu ako je teplota kritického bodu AC 3 a potom ochladenie naneseného povrchu opotrebovaná časť rýchlosťou jeho tvrdnutia a ako spojivo sa používa materiál s teplotou topenia nepresahujúcou teplotu tvrdnutia materiálu produktu.
Nevýhody tejto metódy sú vysoké náklady a pracovná náročnosť opravárenských prác.
Najbližším technickým riešením prijatým pre prototyp je metóda obnovy kľukových hriadeľov nanesením opotrebovanej plochy klzných ložísk, ktorá sa realizuje obložením čapov hlavnej a ojničnej osi kľukového hriadeľa delenými puzdrami vyrobenými z materiálu s vysoká odolnosť proti oderu, privarené pozdĺž línie ich rezov v tesnom spojení s povrchovými čapmi hriadeľa mazanými pred kontaktom s delenými puzdrami špeciálne lepidlo alebo tmelov.
Nevýhodou tejto metódy sú vysoké náklady a pracovná náročnosť práce.
Porovnanie navrhovaného riešenia s prototypom a podobnými riešeniami známymi z existujúcej úrovne technológie nám umožňuje potvrdiť jeho súlad s kritériami patentovateľnosti „novosť“ a „invenčný krok“.
Technickým výsledkom nárokovaného vynálezu je zníženie nákladov a pracovnej náročnosti opravárenských prác na obnovu sediel valivých ložísk.
Tento technický výsledok je dosiahnutý tým, že spôsob obnovy sediel valivých ložísk zahŕňa demontáž ložiskovej zostavy, ošetrenie povrchu sediel deformovaných pri používaní ložísk roztokmi a montáž ložiskovej zostavy, pričom podľa vynálezu Na deformovaný povrch sediel ložísk ošetrený roztokmi s teplotou 70°C je nanesená kryštalizujúca látka a roztavený redukčný materiál taviaci sa pri teplote nad 340°C s viskóznymi vlastnosťami a pevnostno-mechanickými charakteristikami zodpovedajúcimi materiálu ložiska. ložiskové sedlá, potom sa ložisko zahreje v oleji na teplotu 80-90°C a zostava ložiska sa zmontuje inštaláciou vyhrievaného ložiska do jeho sediel.
Podstata spôsobu implementácie je nasledovná.
Na deformovaný povrch ložiskového sedla ošetreného špeciálnymi roztokmi sa nanesie tavenina výplňového metalizovaného materiálu a potom sa ložisko vyhrievané v oleji inštaluje na jeho sedlo. Ložisko sa zahrieva na teplotu 80-90°C a tým zabezpečuje ohrev výplne na teplotu 70°C, pri ktorej tento kryštalizuje a získava pevnosť a mechanické vlastnosti materiálu sedadla.
Navrhnutý spôsob umožňuje znížiť prestoje zariadenia, náklady a pracnosť pri obnove sediel valivých ložísk.
Literatúra
1. RF patent č. 94019772. Ponurovsky A.A. Ponurovsky A.A. Spôsob obnovy kľukových hriadeľov a ich klzných ložísk. IPC V23R 6/00. Rýchlo. 26.05.1994. Publ. 10.09.1996. Reg. č. 94019772/02.
2. RF patent č. 2235009. Spôsob opravy ložiskovej zostavy. / Úsov V.V. Seregin A.A. Timošenko A.N. Seregina V.V. IPC V23R 6/00. Rýchlo. 21.02.2001. Publ. 20.09.2002. Reg. číslo 2001105022/02.
3. RF patent č. 2189298. Spôsob opravy ložiskovej jednotky / Usov V.V. Seregin A.A. Timošenko A.N. Seregina V.V. IPC V23R 6/00. Rýchlo. 21.02.2001. Publ. 20.09.2002. Reg. číslo 2001105022/02.
4. RF patent č. 95117550. Spôsob obnovy opotrebovaných dosadacích plôch hriadeľov pre klzné ložiská. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Rýchlo. 17.10.1995. Publ. 20.10.1997. Reg. č. 95117550/02.
5. RF patent č. 2105650. Spôsob obnovy opotrebovaných dosadacích plôch hriadeľov - klzných ložísk. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Rýchlo. 17.10.1995. Publ. 27.02.1998. Reg. č. 95117550/02.
1. Spôsob obnovy sediel valivých ložísk vrátane demontáže ložiskovej zostavy, ošetrenia povrchu sediel deformovaných pri použití ložísk roztokmi a montáže ložiskovej zostavy, vyznačujúci sa tým, že kryštalizujúci materiál, ktorý kryštalizuje pri teplote 70 °C a roztaví sa pri teplote vyššej sa na deformovaný povrch sediel ložísk nanesie roztokmi 340°C roztavený redukčný materiál s viskóznymi vlastnosťami a pevnostno-mechanickými charakteristikami zodpovedajúcimi materiálu sediel ložísk, potom sa ložisko zahreje v oleji na. teplota 80-90°C a zostava ložiska sa zmontuje inštaláciou vyhrievaného ložiska na jeho sedlá.
Podobné patenty:
Vynález sa týka technológie obnovy alebo spevnenia opotrebovaných povrchov oceľových dielov, najmä osobných a nákladných vozňov železničných koľajových vozidiel, elektrickým oblúkom.
Vynález sa týka oblasti strojárstva a opravy strojných dielov a môže byť použitý na obnovu a zlepšenie spoľahlivosti jednotiek „pin-pin hole“ nosníkov prednej nápravy automobilov.
Vynález sa týka chemických a fyzikálnych metód ochrany proti korózii a môže byť použitý v ropnom a plynárenskom priemysle, menovite na opravu a obnovu dolného viacpriechodového skupinového dávkovacieho spínača vystaveného korózii.
Vynález sa týka oblasti obnovovacích a spevňovacích spracovateľských metód v strojárstve, konkrétne technológie a zariadenia, ktoré sa používajú v procese ultrazvukového spracovania vonkajšej alebo vnútornej kužeľovej závitovej časti takých komponentov olejového stĺpca, ako sú potrubia, vŕtanie a puzdro alebo ako je pomocný diel a spojka, cez ktoré sú potrubia spojené do olejového stĺpca
Vynález sa týka oblasti obnovovacích a spevňovacích spracovateľských metód v strojárstve, konkrétne technológie a zariadenia, ktoré sa používajú v procese ultrazvukového spracovania vonkajšej alebo vnútornej kužeľovej závitovej časti takých komponentov olejového stĺpca, ako sú rúrky, vrtáky a pod. plášťová rúrka, alebo ako pomocná rúrka a spojka, cez ktorú sú rúrky spojené do olejového stĺpca
Vynález sa týka oblasti obnovovacích a spevňovacích spracovateľských metód v strojárstve, a to technológie a zariadenia, ktoré sa používajú v procese ultrazvukového spracovania vonkajších alebo vnútorných závitových častí dielov, najmä komponentov olejového stĺpca, ako sú rúrky, vŕtacie a pažnicové potrubia, alebo ako sú ponorné rúrky a spojky, cez ktoré sú rúrky spojené do olejového stĺpca
Vynález sa týka oblasti strojárstva, konkrétne spôsobov obnovy sediel valivých ložísk