Metóda na obnovenie výsadbových miest valcovacích ložísk. Čo keď bolo ložisko skontrolované na kľukovej skrini, a oslabil jeho obnovenie kempingu pod ložiskami veľkého priemeru
Stáva sa to, že ložisko v kľukovej skrini bolo kontrolované, jeho pristátie v bloku bloku alebo v kľukovej skrini niektorých jednotiek (prevodovka alebo zadná náprava) oslabuje, a nie je možné ovládať auto alebo motocykel s takým poruchou, pretože Nosné sedadlo je ešte viac oddelené. Takáto porucha sa môže vyskytnúť z opakovanej alebo nesprávnej montáže ložiska do otvoru (zásuvky) kľukovej skrine, nedostatok maziva (ložiská kliniky a otočí), alebo jednoducho z nepresného výrobcu ložiskového otvoru. A s takou poruchou často majitelia všetkých vozidloalebo len nejaký druh stroja alebo agregátu. Ako sa zbaviť takejto poruchy doma, bez toho, aby ste mali elektrolytické vybavenie, dokonca aj najjednoduchšie (pre poťahovanie zinku), budeme zvážiť v tomto článku.
Samozrejme, môžete zvýšiť priemer vonkajšieho ložiska, ak ho zakryjete chrómom alebo vrstvou zinku, a už som o tom napísal (môžete si prečítať tu). Ale pre to bude potrebné vytvoriť špeciálne zástrčky (takže povlaková vrstva nezasiahne gule, separátor a interiérové \u200b\u200bpovrchy Skryť sa), a musíte drotiť s chimreacitickou.
V tom istom článku budeme zvážiť ďalší, ešte jednoduchší spôsob, ako vybudovať vonkajší priemer klímy, ktorý sa môže vykonávať v jeho garáži a v podmienky Každý, dokonca aj školák.
Začať, zvážiť častejšie tradičné metódy Reštaurovanie rozbitých podláh v ložisku, možno niekto z začiatočníkov o nich nevie a oni budú používať niekoho. A potom bude vzácnejší spôsob, o ktorom väčšina opravárov nevie.
1 - Carter, 2 - rukáv, 3 - vonkajšia ložisková klip.
Takže, ak je ložisko namontované na kľukovej skrini nejakej jednotky alebo jej veka, a sedací otvor je rozbitý, kryt je upevnený cez tabletu v sústruhu a kľukovej skrini v kardinálnom vyvrtávačke a priemerom Výsadný otvor je okradnutý asi 3-4 mm a potom sa stlačí na háčkované miesto na opravu rukáv, v ktorom je vnútorný priemer je o niečo väčší (s príspevkom na spracovanie dokončenia) a po dokončení, vnútorný priemer Rukáv pod priemerom vonkajšej ložiskovej klietky je namontovaný (pozri obrázok 1).
Táto metóda je pomerne bežná, napriek tomu, že mnohí majstri musia hľadať kardinál-nudné alebo sústruženie A urobte zariadenie, aby ste presne opraviť časť. Okrem toho táto metóda nevyhovuje, ak je hrúbka kovovej steny prípadu, po nudí sa stane v poriadku a neposkytuje dostatočnú tvrdosť ložiska. A zastavuje veľa a kompetentný stojaci nie je všade, kde nájdete.
Niektorí "majstri" sa to snažia urobiť vôbec len s pristávajúcou plochou, ale ťažko stojí za to, že takáto "opravári" je dosť dlhú dobu, spravidla na pár hodín. Koniec koncov, ložiskové lano s touto metódou nebude ležať na celom povrchu výsadbového otvoru, ale len na chudobných miestach (umývadlá), ktoré majú chudobnú oblasť. Áno, a miesta presnosti sa rýchlo zmrazia pri montáži ložiska (najmä v mäkkej hliníkovej kľuke) a ložisková svorka začne visieť a otáčať.
Najprístupnejší I. efektívne metódy Oprava, toto je, keď sa zvýšený otvor nesúhlasí nedotýka sa vôbec, ale zapojte sa do hrúbky hrúbky ložiskovej klietky. A existuje niekoľko spôsobov, ako je tu aj niekoľko, je to metať striekanie so špeciálnymi inštaláciami, ktoré sú stále veľmi časté, je to povlak handričkového chrómu, dobre a cenovo dostupnejšie na domácom pokrytí ciction zinku, ktoré mám už napísané (odkaz v texte).
Ale je tu ďalší malý známy, ale veľmi jednoduchý spôsob, ako vybudovať veľkosť akéhokoľvek kola kovové detailyA v tomto prípade nie je ťažké vykonávať doma, v garáži a dokonca na ceste (na strane cesty). Okrem toho, špeciálne kvalifikácie alebo niektoré tajné remeselné spracovanie nebude potrebovať, a ktorýkoľvek vodič, ktorý môže otvoriť kapotou na jej auto, sa s touto jednoduchou prevádzkou pomerne ľahko, najmä ak pomocník pomôže.
Princíp predĺženia kovov týmto jednoduchý spôsobNa základe princípu práce kontaktné zváranie. A pre prácu, potrebujeme len pár rozmnožovania, napríklad z musckovite alebo volg, pár kusov hrubého drôtu (káble sú vhodné s krokodíl svorky, pre "cigaretu") dobre, dobre nabitú batériu, alebo zvárací transformátor (Môže sa priblížiť silné uvádzanie zariadenia).
1 - Batéria, 2 - Springs, 3 - ložisko, 4 - Tabuľka s stojany.
A na zvýšenie priemeru vonkajšej ložiskovej svorky, toto ložisko bude musieť valiť medzi dvoma pružinami pripojením k pružinám elektrina (pozri obrázok 3). A keď som povedal, pramene sú vhodné z našich domácich strojov, ale ak je ložisko oveľa väčšie, napríklad z kamiónu, potom musí byť zvolená šírka pružiny, z toho istého vozidla (môžete nájsť staré pružiny na Kovový šrot alebo v položkách Autoship).
Dĺžka pružiny tiež závisí od priemeru ložiska, ale zvyčajne chytí dĺžku jedného pružín v blízkosti merača, a druhá môže byť odrezaná na polovicu metra (bude to vhodnejšie pracovať). Každá ref kábla pripájame k pólovým tipom batérie alebo transformátora, čím sa zabezpečí dobrý kontakt.
Môžete použiť svorky z auta na pripojenie káblov do batérie pevne, dobre a na pružiny, môžete šplhať káble s skrutkami s podložkami alebo výkonnými krokodílovými svorkami (typ zvárania). A polarita pri pripájaní pružín môže byť akýkoľvek.
a - Hrúbka povrchovej úpravy 0,1 mm, B - hrúbka povrchovej úpravy 0,25 mm, B je hrúbka povrchovej úpravy 0,5 mm.
Valcovanie sa vykonáva niekoľkokrát a súčasne je povrch vonkajšej slipy postupne pokrytý veľkým počtom najmenších zváraných tuberkulín z pružiny (pozri fotografiu vľavo). A stačí, aby sa niekoľko valcovaní a povrch vonkajšieho ložiska sa už zvýši na taký priemer, že klip už nebude visieť v zlomenej diere.
Na koncoch horných pružín je užitočné nosiť gumové rukavice a vyliezť ich s páskou, alebo jednoducho vietor izolácie. Tým sa zabráni skratové pružiny a poškodí batériu, ak je pri valcovaní horná pružina roztrhaná na spodnej strane dolnej časti pružín.
To sa často stáva, ak je priemer obnoveného ložiska malý. A ak je ložisko veľmi malý priemer, potom je užitočné pri práci naopak, otočte hornú chladivo do horného chladiva.
Pri práci s batériou, aby ste ho nepokazili, je užitočné, aby vôbec nechala chrániť hrdzu vôbec, pretože hrdzu má dodatočný odpor, ktorý bráni nadmernému rastu prúdu. Ale ak si želáte, môžete tiež pripojiť maloobchod, ktorý môže presne vybrať požadovanú pevnosť prúdu.
Ak namiesto batérie, použije sa zvárací transformátor, potom je, samozrejme, je lepšie použiť ten, na ktorom je aktuálne nastavenie. Zvárací prúd Výstava do 100 - 150 ampy a prúd je viac, tým rýchlejšie sa kov, ale častice budú väčšie.
Preto je užitočné vybrať si zlatý stred, takže častice kovu (inklúzie) nie sú veľké a nemusia sa dlho rozprávať. Najprv je možné natiahnuť na nevhodné ložisko. Ale spravidla, pre normálne zvýšenie priemeru 110 milimetrového ložiska o 0,5 mm, bude potrebný prúd 150 AMP a približne päť minút valcovania. A zároveň sa ložisko zahrieva len na 100 stupňov, čo znamená, že štruktúra jej kovu sa nemení.
 Po gombíku, ako je možné vidieť na fotografiách, povrch clumum má niekoľko hrubých vzhľad, ešte lepšie, pretože nikdy nebude kontrolovať v jeho diere (spojka hrubého povrchu je lepšia ako hladká). Ale stále, ak niekto chce obnovenie týmto spôsobom, povrch vonkajšej svorky na plynulý stav výroby, potom je celkom možné, aby sa povlak dvakrát ako hrubší (namiesto 0,5 mm, aby sa 1 mm). A potom, dajte ložisko do Turneru, ktorý vytekne svorku na hladký stav, odstráni sa z povrchu približne 0,5 mm.
Po gombíku, ako je možné vidieť na fotografiách, povrch clumum má niekoľko hrubých vzhľad, ešte lepšie, pretože nikdy nebude kontrolovať v jeho diere (spojka hrubého povrchu je lepšia ako hladká). Ale stále, ak niekto chce obnovenie týmto spôsobom, povrch vonkajšej svorky na plynulý stav výroby, potom je celkom možné, aby sa povlak dvakrát ako hrubší (namiesto 0,5 mm, aby sa 1 mm). A potom, dajte ložisko do Turneru, ktorý vytekne svorku na hladký stav, odstráni sa z povrchu približne 0,5 mm.
Metóda opísaná v tomto článku bola obnovená na pristátie ložísk kontrolovaných na ich miestach nielen osobné automobily a motocyklov, ale aj nákladné vozidlá, a boli uložené nie malé peniaze, ako kľuková skriňa alebo zadná, rozbočovalo, alebo blok motora už nie je potrebný na zmenu toho, čo si prajete; Veľa šťastia všetkým.
Voľba správne pristátiePoskytovanie požadovanej čistoty a hodnoty tolerancií veľkostí ložísk je kľúčovým faktorom zabezpečením trvanlivosti, spoľahlivosti mechanizmov.
Správne pristátie je najdôležitejšou podmienkou pre výkon ložísk.
Na základe vlastností ložiska je kruh, ktorý sa má otáčať na nosnom povrchu, je nepokoje, s napätím a pevným krúžkom sa dostať do otvoru s minimálnou medzerou, relatívne voľným.
Inštalácia s napätím rotujúceho krúžku neumožňuje, aby sa odstránil, čo by mohlo viesť k opotrebeniu nosného povrchu, kontaktnú koróziu, nevyváženosť ložísk, kolapsu nosnej, nadmerné vykurovanie. Takže, väčšinou, ložiská sa vykonáva na hriadeli, ktorý funguje pod zaťažením.
Pre pevný krúžok je malý klírens dokonca užitočný a možnosť chuti nie je častejšie počas dňa, robí opotrebovanie referenčnej rovnomernej rovnomernej, minimalizuje ho.

Hlavné podmienky
Podrobnejšie zvážte hlavné podmienky a koncepty, ktoré určujú ložisko. Moderné inžinierstvo je založené na princípe zameniteľnosti. Akýkoľvek podrobnosti jedného výkresu by mal byť inštalovaný v mechanizme, vykonávať svoje funkcie, byť zameniteľné.
Na to, výkres určuje nielen rozmery, ale aj maximálne, minimálne odchýlky od nich, to znamená tolerancie. Tolerancie sú štandardizované jednotný systém Pre tolerancie, pristátie EBOP rozdelené na stupne presnosti (kvalifikácie) sú uvedené v tabuľkách.

Môžu sa nachádzať aj v prvom objeme referenčnej knihy dizajnéra Aurueva dizajnu a GOST 25346-89, ako aj 25347-82 alebo 25348-82.
Podľa GOST 25346-89 je definovaných 20 kvalifikácií presnosti, ale v strojárstve sa zvyčajne používajú od 6 PO16. Okrem toho, tým nižšie je kvalitatívne číslo, tým vyššia je presnosť. Pre podvozku guľôčok a valčekové ložiská sú relevantné 6.7, menej ako 8 kvalitantov.

V rámci jednej kvality je veľkosť tolerancie rovnaká. Ale horná a nižšia odchýlka veľkosti z nominálnej sa nachádza odlišne a ich kombinácie na hriadeľoch a otvoroch tvoria rôzne pristátia.
Existujú vykládky, ktoré zabezpečia záruku medzery, napätia a prechodu, ktorým sa vykonávajú minimálnu vzdialenosť aj minimálne napätie. Výsadba je označená latinskými malými písmenami pre hriadele, veľké pre diery a číslice smerujúce na kvalifikáciu, to znamená stupeň presnosti. Určenie pristátia:
- s medzerou A, B, C, D, E, F, G, H;
- prechod JS, K, M, N;
- s napätím P, R, S, T, U, X, Z.
Na systémovom systéme pre všetky kvalifikácie má vstup h, a povaha pristátia je určená toleranciou hriadeľa. Takéto riešenie znižuje počet požadovaných kontrolných kalibrov, rezného nástroja a je prioritou. V niektorých prípadoch sa však používa hriadeľový systém, v ktorom hriadele majú toleranciu H a pristátie sa dosahuje spracovaním otvoru. A tento prípad je otáčaním vonkajšieho krúžku guľkového ložiska. Príklad takéhoto dizajnu môže slúžiť ako valce alebo bicie napínacie dopravníky.

Výber valcovacích ložísk
Medzi hlavné parametre určenia vykládky ložísk:
- znak, smer, veľkosť zaťaženia pôsobiaceho na ložisku;
- presnosť ložiska;
- rýchlosť otáčania;
- alebo imobilita zodpovedajúceho krúžku.
Kľúčový stav, ktorý určuje pristátie, je imobilita alebo otáčanie krúžku. Pre pevný prsteň sa pristátie s malou medzerou a postupným pomalým otáčaním považuje za pozitívny faktor, ktorý znižuje spoločné opotrebenie, ktoré zabraňuje miestnemu opotrebeniu. Rotujúci krúžok je určite rastlinný s spoľahlivým napätím, ktorý vylučuje otočenie vzhľadom na povrch výsadby.
Ďalším dôležitým faktorom, ktorým by sa malo na hriadeľ alebo v diere počítané ložiskové pristátie, je typ nakladania. Existujú tri typy načítaní:
- cirkulujúci pri otáčaní kruhu relatívne trvalým v jednom smere radiálneho zaťaženia;
- lokálne pre pevný krúžok v porovnaní s radiálnym zaťažením;
- oscilátora s radiálnym záťažovým kolísaním vzhľadom na polohu kruhu.

Podľa stupňa presnosti ložísk, v poradí podľa ich zvýšenia zodpovedá piatim triedam 0,6,5,4,2. Pre mechanické inžinierstvo za množstva nízkej a strednej veľkosti, napríklad na prevodovky, je bežné pre triedu 0, ktorá nie je špecifikovaná pri označení ložísk. S vyššou požiadavkou o presnosť sa používa šiesta stupeň. Pri zvýšených rýchlostiach 5.4 a len vo výnimočných prípadoch, druhý. Príklad šiestej triedy 6-205.

V procese reálnych navrhovacích strojov je ložiská na hriadeli a telo zvolené v súlade s pracovnými podmienkami na špeciálnych tabuľkách. Dávajú sa v Tom druhej referenčnej knihe inžinierstva Builder Vasily Ivanovich ANUREVA.

Pre lokálny druh zaťaženia tabuľka ponúka nasledujúce vykládky.

Za podmienok nakladania cirkulácie, keď radiálna sila ovplyvňuje celú valcovaciu dráhu, zohľadnite intenzitu zaťaženia:
PR \u003d (K1XK2XK3XFR) / BKde:
K1 - Koeficient preťaženia dynamiky;
K2 je koeficient útlmu pre duté hriadeľ alebo prípad tenkého stenu;
K3 - koeficient určený expozíciou axiálneho úsilia;
Fr - radiálne úsilie.
Hodnota koeficientu K1 počas preťaženia je kratšia ako jedna a pol krát, malé vibrácie a jolty sa berú rovné 1, a s možným preťažením z jednej a pol až trikrát, silné vibrácie, fúka K1 \u003d 1,8.
Hodnoty K2 a K3 sú vybraté na stole. Okrem toho, pre K3, sa berie do úvahy pomer axiálneho zaťaženia do radiálneho, exprimovaného parametra Fc / FR X CTGp.

Príslušné koeficienty a parameter intenzity zaťaženia ložiskového výsadby sú uvedené v tabuľke.

Liečba sedenie a označenie vykládok pre ložiská na výkresoch.
Landingový priestor pre ložisko na hriadeli a v prípade musí mať nazálnu skosenie. Drsnosť pristávacej miestnosti je:
- pre krk hriadeľa s priemerom až 80 mm pod ložiskom triedy 0 Ra \u003d 1,25 a s priemerom 80 ... 500 mm Ra \u003d 2,5;
- pre krk hriadeľa s priemerom do 80 mm pod ložiskom triedy 6,5 RA \u003d 0,63 A s priemerom 80 ... 500 mm Ra \u003d 1,25;
- pre otvor v puzdre s priemerom do 80 mm pri ložisku triedy 0 Ra \u003d 1,25 a s priemerom 80 ... 500 mm Ra \u003d 2,5;
- pre dieru v prípade s priemerom do 80 mm pod ložiskom triedy 6,5,4 RA \u003d 0,63 a s priemerom 80 mm Ra \u003d 1,25.
Kresba tiež označuje odchýlku tvaru pristávacieho miesta ložísk, preskočenie dúchadiel pre ich dôraz.
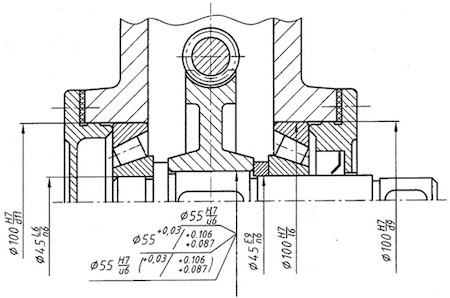
Príklad výkresu, ktorý označuje ložiskové pristátie na hriadeli F50 K6 a odchýlku formulára.

Hodnoty odchýlok formulára sú akceptované pozdĺž tabuľky, v závislosti od priemeru, ktorý má ložiskovú výsadbu na hriadeli alebo v puzdre, presnosť ložiska.

Na výkresoch označujú priemer hriadeľa a puzdro pod pristátím, napríklad F20K6, F52N7. Pri montážnych výkresoch môžete jednoducho špecifikovať veľkosť s prijatím v označení listov, ale je žiaduce na výkresoch abecedné označenie Priznať, aby priniesol jeho numerický výraz pre pohodlie pracovníkov. Rozmery na výkresoch sú uvedené v milimetroch a hodnota vstupu v mikrometroch.
Rastliny často nemožno opraviť a potom otázku nahradenia konjugátu časti s ložiskom a stratili menovité parametre sedenia. Podobná možnosť Oprava je pomerne ekonomicky necestná. Výstupom v tejto situácii je opravami pomocou diét technológie.
Zvážte príklady opravy sedadiel podľa metódy studeného plynového dynamického rozprašovania.
Ložiskové sedadlo motocykla.
Chyba pristávacieho miesta je, že vonkajší krúžok ložiska sa otáča pri práci, ktorý poskytuje dodatočné zaťaženie na os vnútorného krúžku a samotného ložiska.

Obrázok 1. Umiestnenie externého ložiskového krúžku na krížovom motocyklovom kolese.
Ak chcete odstrániť tento problém, pridajte kovovú vrstvu do vnútorného priemeru náboja. Náboj je vyrobený z hliníková zliatina. Pred použitím zloženia, predpracovať povrch s abrazívnou kompozíciou K-00-04-16. Aplikácia prídavnej vrstvy sa vykonáva v treťom režime prístroja DIMET-405. Striekanie je vyrobené z marže. Dokončenie spracovania povlaku sa vykonáva s malým prívodom rezačky pri zvýšenom obehu.


Obrázok 2. Fázy opravy (A - aplikované s rezervou hliníkovej vrstvy, B - konečná úprava Ukončené miesto pristátia)
Plánovanie jednotného kľukového hriadeľa
Vykonáva sa oprava miesta pristávacieho miesta vzdialeného policu kľukového hriadeľa liatinového valca "MERCEDES-BENZ" s pomocou diétovej technológie. Konečné spracovanie bolo vyrobené špeciálnym rezačom.


Závod náboja
Oprava miesta pristávacieho miesta liatého náboja "FORD" sa vyrába aplikovaním hliníkovej vrstvy, veľkosť 0,3 mm. Manipulačné údaje poskytli potrebné napätie v spojení.


Obrázok 1. Štáty opravy (A - počiatočné, B - finále)
Elektromobilový motor
Oprava pristávacích miest ložísk v telesnom tele motora je vyrobené zariadením, hliníkovým kompozíciou, režim rozprašovania - "3". Snímky sú reprezentované fázami opravy.
Majitelia patentov RU 2296660:
[0001] Vynález sa týka oblasti mechanického inžinierstva, a to metód na obnovenie výsadbových miest valcovacích ložísk. Rozoberať zostavu ložísk, vykonajte spracovanie povrchových miest deformovaných pri použití väzby povrchových miest. Na ošetrených roztokov sa deformovaný povrch nosných sedadiel aplikuje kryštalizáciou pri teplote 70 ° C a roztaví sa pri teplotách nad 340 ° C roztaveným redukčným materiálom. Obnovenie materiálu má viskózne vlastnosti a silové mechanické vlastnosti zodpovedajúce materiálu nosných sedadiel. Potom zahreje ložisko v oleji na teplotu 80 až 90 ° C. Zostavte nosnú zostavu inštaláciou predhriateho ložiska na jeho sedadlách. Výsledkom je, že náklady sa znižujú a zložitosť sa znižuje opravy.
[0001] Vynález sa týka oblasti strojárstva a iných priemyselných odvetví, kde sa používajú valcové ložiská za veľkých zaťažení, čo vedie k deformácii valcovacích ložísk.
Existuje metóda na obnovenie nosných hriadeľov kľukového hriadeľa, ktoré mechanicky spracúvajú krky s technologickou zástrčkou v telese obnovenej na celej šírke medzi lícami tváre s tvorbou karikatúr a následné tepelné spracovanie kľukového hriadeľa. Upevnené na ošetrených hrdloch kompenzujúcich kovové obloženie vo forme deleného krúžku alebo polovičacích ciest zváraním ich kĺbov. Zvárané švy sú umiestnené v zóne ohraničenej 25-50 ° otáčaním kľukového hriadeľa z hornej časti mŕtveho bodu a druhý šev, pri použití pol-prívesu, sú relatívne k prvému s rotáciou 180 °. Chladený zvar na teplotu okolitý, Poskytovanie napätia rozdeľovacieho krúžku 0,1 ... 0,15 mm. Pri použití deleného krúžku v nej sa vykonávajú krížové rezy s priemerom 5-7 mm. Prvý varte otvor rozdeleného krúžku s hriadeľom krku, ktorý sa nachádza oproti zváraniu, a zvyšok otvorov varí, symetricky blíži zváraný ševTo zvýši únavovú pevnosť kľukového hriadeľa na úroveň novej časti s simultánnou obnovu opotrebovaných krkov v menovitej veľkosti.
Známe spôsob opravy ložiskovej zostavy, vrátane demontáže, poškodených častí, vychystávanie vo forme inštalácie na pristávacej ploche vonkajšieho krúžku opotrebovaného ložiska dvoch lokálne diametrálne protiľahlých dosiek a montáže. Hrúbka platní sa stanoví vzorcom SC \u003d SR + SU, kde je SC Celková hrúbka dosiek; SR je radiálna vôľa v nosnom ložisku; SU - CLEARANCE V KONTROLU POTREBUJÚCEHO PROSTREDIA JE VONKAJŠÍM KROKOM LOŽISKA, berúc do úvahy opotrebenie. Dĺžka každej miestnej dosky je určená odhadovanou cestou.
Nevýhodou spôsobu sú vysoké náklady a intenzita práce opravárenských prác.
Existuje spôsob obnovenia opotrebovaných povrchov hriadeľov posuvných ložísk, ktoré spočívajú v zahrievaní vytvrdzovacej zóny časti so spojivom vopred aplikovaným na neho (napríklad z pasy z materiálu materiálu ) V indukte vysokofrekvenčných prúdov pred roztavením spojiva a povrchovej úpravy v mieste opotrebovania dielu kompenzujúceho sa jej opotrebovania, vyznačujúci sa tým, že sa uskutočňuje zahrievaním opotrebovaného povrchu časti na teplotu vyššiu ako 50- 100 ° C s teplotou kritického bodu AC3 a ďalej produkuje chladenie zvarového povrchu nosené detaily S rýchlosťou jeho vytvrdzovania a materiál sa používa ako spojivo s teplotou topenia, ktorý nepresahuje teplotu produktu výrobku.
Nevýhodou spôsobu sú vysoké náklady a intenzita práce opravárenských prác.
Najbližšie technické riešenie prijaté pre prototyp je spôsob obnovenia kľukových hriadeľov zvýšením opotrebovaného povrchu kľučkových nosičov, ktorý je implementovaný kľukovým hriadeľom kľukového hriadeľa kľukového hriadeľa kľukového hriadeľa z materiálu s vysokou odolnosťou voči oderu, zvárané pozdĺž čiary ich škrtov v hustých susedných s povrchom. Sheek hriadeľ, mazaný pred kontaktovaním s rozdelenými rukávmi Špeciálne lepidlo alebo tmely.
Nevýhodou spôsobu sú vysoké náklady a intenzita práce práce.
Porovnanie navrhovaného riešenia s prototypom a podobnými riešeniami známymi z existujúcej úrovne technológie umožňuje stanoviť jeho súlad s kritériami pre patentovateľnosť "novosti" a "úroveň podľa vynálezu".
Technický výsledok nárokovaného vynálezu je znížiť náklady a intenzitu práce udržiavania opravných prác na obnovu pristávacích miest valcovacích ložísk.
Špecifikovaný technický výsledok sa dosahuje skutočnosťou, že spôsob obnovenia valcovacích ložísk, zahŕňa demontáž ložiskovej zostavy, spracovanie povrchových dosiek a zostavy nosnej zostavy pri použití povrchu podľa vynálezu, na spracovaných roztokoch, \\ t Deformovaný povrch nosných sediel je aplikovaný kryštalizáciou, keď sa teplota 70 ° C a roztaví sa pri teplotách nad 340 ° C roztavený redukčný materiál s viskóznymi vlastnosťami a pevnostnými mechanickými vlastnosťami zodpovedajúcim materiálom nosných sedadiel, potom zahrieva ložisko v oleji Teplota 80 až 90 ° C a zostavenie ložiskovej zostavy inštaláciou predhriateho ložiska na jeho pristávacích miestach.
Podstatou metódy implementácie je nasledovná.
Deformovaný povrch výsadby ložiska Ložisko sa aplikovalo na deformované roztoky ložiska, a potom je nainštalovaný ložisko predhreté v jeho mieste pristátia. Ložisko sa zahrieva na teplotu 80 až 90 ° C a tým sa redukuje na ohrev redukčného materiálu na teplotu 70 ° C, pri ktorej druhá kryštalizuje a vytočí pevnosť mechanických vlastností materiálu miesta výsadby .
Navrhovaná metóda umožňuje znížiť výpadok zariadení, nákladov a pracovníkov pri obnovení ložísk.
Literatúra
1. Patent Ruskej federácie č. 94019772. Ponurovsky A.A. Ponurovsky A.A. Metóda reštaurovania kľukových hriadeľov a ich posuvné ložiská. IPC B23R 6/00. Rýchlo. 1994.05.26. Vypracovať. 1996.09.10. Reg. №94019772 / 02.
2. Patent Ruskej federácie №2235009. Spôsob opravy zostavy ložiska. / USOV V.V. Seregin A.a. Tymošenková A.N. Sergey V.V. IPC B23R 6/00. Rýchlo. 2001.02.21. Vypracovať. 2002.09.20. Reg. №2001105022 / 02.
3. Patent Ruskej federácie №2189298. Spôsob opravy zostavy ložiska / fúzy V.V. Seregin A.a. Tymošenková A.N. Sergey V.V. IPC B23R 6/00. Rýchlo. 2001.02.21. Vypracovať. 2002.09.20. Reg. №2001105022 / 02.
4. Patent Ruskej federácie č. 95117550. Spôsob obnovenia opotrebovaných povrchov hriadeľov na posuvné ložiská. / Ulitovsky B.A., SKRABAK B.C., Ulovsky s.b., Shkrabak R.V., Polishko G.YU. IPC B23R 6/00. Rýchlo. 1995.10.17. Vypracovať. 1997.10.20. Reg. №95117550 / 02.
5. RF RF №2105650. Spôsob obnovenia opotrebovaných povrchov sedenia hriadeľov posuvných ložísk. / Ulitovsky B.A., SKRABAK B.C., Ulovsky s.b., Shkrabak R.V., Polishko G.YU. IPC B23R 6/00. Rýchlo. 1995.10.17. Vypracovať. 1998.02.27. Reg. №95117550 / 02.
Spôsob obnovenia umiestnenia ložiska, ktorý obsahuje demontáž zostavy ložiska, spracovanie povrchových dosiek deformovaných pri použití povrchu pristávacieho priestoru s roztokmi a zostavovaním ložiskovej zostavy, vyznačujúci sa tým, že deformovaný povrch nosných sedadiel sa aplikuje kryštalizáciou pri 70 ° C a topí sa pri teplotách nad 340 ° С roztavený redukčný materiál s viskóznymi vlastnosťami a pevnostnými mechanickými vlastnosťami zodpovedajúcim materiálu nosných sediel, potom zahrieva ložisko v oleji na teplotu 80-90 ° C a montáž ložiskovú zostavu inštaláciou vyhrievaného ložiska na svoje sedadlá.
Podobné patenty:
[0001] Vynález sa týka technológie obnovy alebo vytvrdzovania elektrickým oblúkom povrchom opotrebovaných povrchov oceľových častí, väčšinou cestujúcich a nákladných vozidiel železničných železničných koľajových vozidiel
[0001] Vynález sa týka oblastí inžinierstva a opravy strojných častí a môžu byť použité na obnovenie a zvýšenie spoľahlivosti "Knevlen-diery pod príbuznými uzlami nosníkov predných nápraviek automobilov
[0001] Vynález sa týka chemických fyzikálnych spôsobov ochrany proti korózii a môžu byť použité v ropnom a plynárenskom priemysle, a to na opravu a obnovu prepínača dobre inštalácie s viacerými skupinami, koróziou
[0001] Vynález sa týka oblasti regeneračných a vytvrdzovacích spôsobov spracovania v strojárstve, a to technológii a vybaveniu, ktoré sa používajú v procese ultrazvukového spracovania vonkajšieho alebo vnútorného kužeľového závitovej časti takýchto kompozitných prvkov oleja kolóny, as čerpadlo kompresor, vŕtačka a puzdro Alebo, ako je prenos a spojka, cez ktorú sa uskutočňuje spojenie rúrok do oleja kolónu.
[0001] Vynález sa týka oblasti rehabilitácie a vytvrdzovania spôsobov spracovania v strojárstve, konkrétne na technológie a zariadenia, ktoré sa používajú v procese ultrazvukového spracovania vonkajšieho alebo vnútorného kužeľového závitového úseku takýchto kompozitných prvkov oleja kolóny, as čerpací kompresor, vŕtanie a puzdro, alebo ako napríklad prenos a spojenie, cez ktoré sa uskutočňuje spojenie rúrok do oleja kolónu.
[0001] Vynález sa týka oblasti obnovy a vytvrdzovania spôsobov spracovania v strojárstve, konkrétne na technológie a zariadenia, ktoré sa používajú v procese ultrazvukového spracovania vonkajšieho alebo vnútorného závitovej časti častí, najmä také zložky ropy Stĺpec ako čerpadlo kompresor, vŕtanie a puzdro alebo ako je prenos a spojka, cez ktorú sa uskutočňuje spojenie rúrok do oleja kolónu.
[0001] Vynález sa týka oblasti mechanického inžinierstva, a to metódam obnovy výsadbových miest valcovacích ložísk