Ein Verfahren zum Wiederherstellen der Anpflanzung von Rolllagern. Was ist, wenn das Lager in dem Kurbelgehäuse überprüft wurde, und schwächte seine Landewiederherstellung von Sitzen unter den Lagern großer Durchmesser
Es passiert, dass das Lager im Kurbelgehäuse überprüft wurde, seine Landung im Motorblock oder in einem Kurbelgehäuse einiger Einheit (Getriebe oder Hinterachse) schwächt, und es ist unmöglich, ein Auto oder ein Motorrad mit einer solchen Fehlfunktion zu betreiben, da Der Lagersitz ist noch mehr getrennt. Eine solche Fehlfunktion kann von der wiederholten oder nicht ordnungsgemäßen Montage des Lagers in das Loch (Sockel) des Kurbelgehäuses, das Mangel an Schmiermittel (der Lagerklinit und der Wendungen) oder einfach vom ungenauen Hersteller der Lageröffnung auftreten. Und mit einer solchen Fehlfunktion oft die Besitzer von irgendeiner fahrzeugoder nur eine Art Maschine oder ein Aggregat. Wie man eine solche Fehlfunktion zu Hause loswerden, ohne Galvanikgeräte, sogar das einfachste (für die Beschichtung von Zink), werden wir in diesem Artikel in Betracht ziehen.
Natürlich können Sie den Durchmesser des äußeren Lagers erhöhen, wenn Sie es mit Chrom oder einer Zinkschicht abdecken, und ich habe bereits darüber geschrieben (Sie können hier eingelesen). Aber dafür ist es notwendig, spezielle Stecker zu erstellen (so dass die Überzugsschicht nicht auf die Bälle, der Separator und den Bällen trifft innenflächen Wir verstecken sich) und Sie müssen mit Chimreactics basteln.
In demselben Artikel werden wir eine andere betrachten, eine noch einfachere Art, den Außendurchmesser des Klimas aufzubauen, der sowohl in seiner Garage als auch in der Garage und in erfolgen kann feldbedingungen Jeder, sogar ein Schüler.
Um anfangen zu beginnen, berücksichtigen Sie mehr gemeinsam traditionelle Methoden Wiederherstellung des gebrochenen Bodenbelags im Lager, vielleicht weiß jemand aus den Anfängern nicht, und sie werden jemanden verwenden. Und danach wird es eine seltenere Weise geben, über die die meisten Reparaturmenschen nicht wissen.
1 - Carter, 2 - Hülse, 3 - Außenlagerclip.
Wenn also das Lager in einem Kurbelgehäuse einiger Einheit oder seinem Deckel montiert ist und das Sitzloch gebrochen ist, wird die Abdeckung durch die Tablette in der Drehmaschine befestigt, und das Kurbelgehäuse in der Kardinalbohrmaschine und der Durchmesser der Das Pflanzenloch wird um etwa 3-4 mm ausgeraubt und danach in einen gehäketen Platz gedrückt die Reparaturhülse, in der der Innendurchmesser etwas größer ist (mit der Zulage für die Endbearbeitung) und nach der Fertigstellung der Innendurchmesser des Die Hülse unter dem Durchmesser des äußeren Lagerkäfigs ist montiert (siehe Abbildung 1).
Diese Methode ist ziemlich üblich, obwohl viele Meister nach einem Kardinalbohren suchen müssen oder drehmaschine Und machen Sie eine Vorrichtung, um den Teil genau zu fixieren. Darüber hinaus passt dieses Verfahren nicht, wenn die Dicke der Metallwand des Gehäuses nach dem Bohren fein wird und nicht ausreichend Härte des Lagerlochs liefert. Und es stoppt viele, und die kompetente Sallow ist nicht überall, wo Sie finden werden.
Einige "Master" versuchen, es überhaupt mit einer Landeoberfläche überhaupt zu tun, aber es lohnt sich kaum zu hoffen, dass eine solche "Reparatur" für ein paar Stunden lang lang genug ist. Immerhin liegt das Lagerseil mit diesem Verfahren nicht auf der gesamten Oberfläche der Pflanzöffnung, sondern nur an den mageren Stellen (Senken), die einen mageren Bereich haben. Ja, und die Genauigkeitsräume sind schnell eingefroren, wenn Sie das Lager (insbesondere in einem weichen Aluminium-Kurbelgehäuse) montieren, und der Lager-Clip beginnt sich herauszubringen und zu drehen.
Das am besten zugängliche I. wirksame Methoden Reparatur, dies ist, wenn das erhöhte Lagerloch überhaupt nicht berührt, sondern nur in die Dicke der Lagerkäfigstärke eingreift. Es gibt verschiedene Möglichkeiten, hier auch ein paar, dies ist ein Metallsprühen mit speziellen Anlagen, die noch sehr verbreitet sind, es ist die Beschichtung des Tuch-Chroms, gut und erschwinglicher in der Home-Abdeckung des Zinnzinks, der ich habe bereits geschrieben (Hinweis oben im Text).
Es gibt jedoch noch eine andere, aber sehr einfache Möglichkeit, die Größe der Runde aufzubauen metalldetails.Und in diesem Fall ist das Lager nicht schwer zu Hause, in der Garage und sogar auf der Reise (am Straßenrand) auszuführen. Darüber hinaus benötigen besondere Qualifikationen oder geheimes Handwerkskunst nicht, und jeder Fahrer, der die Kapuze an seinem Auto öffnen kann, wird diese einfache Operation ziemlich leicht bewältigen, insbesondere wenn der Assistent hilft.
Das Prinzip der Metallerweiterung dadurch einfacher WegBasierend auf dem Arbeitsprinzip kontaktschweißen.. Und für die Arbeit brauchen wir nur ein Paar von Stahl, zum Beispiel von einem Muskovit oder einer Wolga, ein paar Stücke dicker Draht (Kabel eignen sich mit einer Krokodilklemme, für "Zigarette"), gut, gut aufgeladener Akku oder schweißtransformator (Ein leistungsstarkes Inbetriebnahmegerät kann angesprochen werden).
1 - Batterie, 2 - Federn, 3 - Lager, 4 - Tisch mit Ständen.
Um den Durchmesser des Außenlagerclips zu erhöhen, muss dieses Lager durch Verbinden mit den Federn zwischen den beiden Federn rollen elektrischer Strom (siehe Abbildung 3). Und wie gesagt, die Federn eignen sich von unseren inländischen Maschinen, aber wenn das Lager beispielsweise viel größer ist, beispielsweise von einem LKW, dann muss die Breite der Feder aus demselben LKW ausgewählt werden (Sie können alte Springs finden Altmetall oder in Autoship-Elementen).
Die Länge der Feder hängt auch von dem Durchmesser des Lagers ab, ergreift jedoch in der Regel die Länge einer Feder in der Nähe des Messgeräts, und der zweite kann ein halbes Meter abgeschnitten werden (es ist bequemer zu arbeiten). Wir verbinden jedes REF des Kabels mit den Polspitzen des Akkus oder des Transformators, um einen guten Kontakt sicherzustellen.
Sie können die Terminals vom Fahrzeug verwenden, um die Kabel fest mit der Batterie an der Batterie anzuschließen, und umfedern können Sie Kabel mit Bolzen mit Unterlegscheiben besteigen, oder kraftvolle Krokodilschellen (Schweißtyp). Und die Polarität beim Verbinden der Federn kann beliebig sein.
a - Die Dicke des Oberflächen 0,1 mm, B - die Dicke des Oberflächen von 0,25 mm B ist die Dicke des Oberflächen von 0,5 mm.
Das Walzen wird mehrmals durchgeführt, und gleichzeitig wird die Oberfläche des äußeren Clips allmählich mit einer großen Anzahl kleinster geschweißter Tuberkeln aus der Feder (siehe Foto auf der linken Seite) abgedeckt. Und es reicht aus, mehrere Rollen herzustellen, und die Oberfläche des äußeren Lagers nimmt bereits zu einem solchen Durchmesser, den der Clip nicht mehr in seinem gebrochenen Loch hängt.
An den Enden der oberen Federn ist es nützlich, Gummihandschuhe zu tragen und mit einem Band zu klettern oder einfach den Isolier zu wügeln. Dadurch wird Kurzschlussfedern vermieden und die Batterie beschädigen, wenn beim Walzen der oberen Feder auf den Boden der unteren Federn gerissen ist.
Dies geschieht oft, wenn der Durchmesser des restaurierten Lagers klein ist. Und wenn das Lager einen sehr kleinen Durchmesser hat, ist es nützlich, wenn Sie daran arbeiten, das obere Kältemittel in die obere Reklektäre drehen.
Wenn Sie mit der Batterie arbeiten, um ihn nicht zu verderben, ist es nützlich, den Rust überhaupt nicht zu schützen, da der Rost einen zusätzlichen Widerstand hat, der das übermäßige Stromwachstum behindern wird. Wenn Sie jedoch wünschen, können Sie auch einen Einzelhandel anschließen, der die gewünschte aktuelle Kraft genau auswählen kann.
Wenn anstelle der Batterie ein Schweißtransformator verwendet wird, ist es natürlich besser, denjenigen zu verwenden, auf dem es eine aktuelle Einstellung gibt. Schweißstrom Innerhalb von 100 - 150 Ampere ausstellen, und der Strom ist mehr, desto schneller wird das Metall auftreten, aber die Partikel sind größer.
Daher ist es nützlich, die goldene Mitte zu wählen, so dass die Partikel des Metalls (Einschlüsse) nicht groß sind, und es musste lange nicht lange durcheinander bringen. Es ist möglich, sich zuerst auf der ungeeigneten Lagerung zu strecken. In der Regel ist jedoch für eine normale Erhöhung des Durchmessers des 110-Millimeterlagers um 0,5 mm ein Strom von 150 Ampere erforderlich und etwa fünf Minuten Rolling erforderlich. Und gleichzeitig wird das Lager nur auf 100 Grad erhitzt, was bedeutet, dass sich die Struktur ihres Metalls nicht ändert.
 Nach dem Knopf, wie auf den Fotos zu sehen ist, hat die Glumumoberfläche ein paar raue Look, noch besser, da es in seinem Loch niemals überprüft wird (die Kupplung der rauen Oberfläche ist besser als glatt). Wenn jedoch jemand auf diese Weise die Oberfläche des äußeren Clips in den werkseitig reibungslosen Zustand wieder herstellen möchte, ist es durchaus möglich, eine Beschichtung doppelt so dicker zu machen (anstelle von 0,5 mm ist 1 mm). Danach geben Sie das Lager dem Turner, der den Clip in den glatten Zustand poliert, wodurch etwa 0,5 mm von der Oberfläche entfernt wird.
Nach dem Knopf, wie auf den Fotos zu sehen ist, hat die Glumumoberfläche ein paar raue Look, noch besser, da es in seinem Loch niemals überprüft wird (die Kupplung der rauen Oberfläche ist besser als glatt). Wenn jedoch jemand auf diese Weise die Oberfläche des äußeren Clips in den werkseitig reibungslosen Zustand wieder herstellen möchte, ist es durchaus möglich, eine Beschichtung doppelt so dicker zu machen (anstelle von 0,5 mm ist 1 mm). Danach geben Sie das Lager dem Turner, der den Clip in den glatten Zustand poliert, wodurch etwa 0,5 mm von der Oberfläche entfernt wird.
Die in diesem Artikel beschriebene Methode wurde wiederhergestellt, um die an ihren Orten an ihren Orten an ihren Orten zu landen personenkraftwagen und Motorräder, aber auch LKWs und wurden nicht kleines Geld gespeichert, da das Kurbelgehäuse oder das Heck, den Hub oder der Motorblock nicht mehr benötigt, um das zu ändern, was Sie Ihnen wünschen; Viel Glück allen.
Wahl richtige Landung.Die Bereitstellung der erforderlichen Reinheit und des Werts der Toleranzen der Größen der Lager ist ein Schlüsselfaktor, der Haltbarkeit, Zuverlässigkeit der Mechanismen gewährleistet.
Die richtige Landung ist der wichtigste Zustand für die Leistung von Lager.
Basierend auf den Merkmalen des Peilers ist der Ring, der auf der Stützfläche fixiert werden soll, bewegungslos mit Spannung, mit Spannung, und ein fester Ring, um in das Loch mit einem minimalen Spalt relativ frei zu gelangen.
Die Installation mit Spannung des rotierenden Rings erlaubt es nicht, abzuschiffen, was zum Verschleiß der Stützfläche, der Kontaktkorrosion, der Unwucht von Lagern, des Zusammenbruchs des Trägers, der übermäßigen Erwärmung führen kann. Also, meistens wird die Lagerlandung an der Welle durchgeführt, die unter Last arbeitet.
Für einen festen Ring ist ein kleiner Abstand sogar nützlich, und die Möglichkeit des Geschmacks ist nicht häufiger über einen Tag, der den Verschleiß der Referenzfläche gleichmäßiger macht, minimiert ihn.

Hauptbedingungen
Berücksichtigen Sie detaillierter die wichtigsten Bedingungen und Konzepte, die den Lagersitz bestimmen. Modernes Engineering basiert auf dem Prinzip der Austauschbarkeit. Jegliches Detail, das von einer Zeichnung vorgenommen wurde, sollte im Mechanismus installiert werden, seine Funktionen ausführen, austauschbar sind.
Dafür bestimmt die Zeichnung nicht nur die Abmessungen, sondern auch die maximalen, minimalen Abweichungen von ihnen, dh Toleranzen. Toleranzwerte sind standardisiert einheitliches System. Für Toleranzen werden Landung ESVP in Tische in Genauigkeitsgrade (Qualifikationen) in Tabellen gegeben.

Sie befinden sich auch im ersten Volumen des Referenzbuchs des Aurueva Design Designer und der GOST 25346-89 sowie 25347-82 oder 25348-82.
Gemäß GOST 25346-89 werden 20 Genauigkeitsqualifikationen definiert, aber in der Maschinenbau in der Regel in der Regel von 6 PO16 verwendet. Darüber hinaus ist die niedrigere Anzahl der Qualität, desto höher ist die Genauigkeit. Für Landungskugel- und Rollenlager sind 6,7, weniger als 8 Qualitetts relevant.

Innerhalb einer qualitativen ist die Größe der Toleranz gleich. Die obere und untere Abweichung der Größe von dem Nominal befindet sich jedoch unterschiedlich und ihre Kombinationen an den Wellen und Löchern bilden unterschiedliche Landungen.
Es gibt Landungen, die die Garantie der Lücke, die Spannung und den Übergang sorgen, um sowohl den Mindestabstand als auch die minimale Spannung implementieren. Die Anpflanzung ist mit lateinischen Kleinbuchstaben für Wellen, groß für Löcher und eine Ziffer, die auf das Qualifikation, dh den Grad der Genauigkeit, bezeichnet. Landing-Bezeichnungen:
- mit einem Spalt A, B, C, D, E, F, G, H;
- Übergang JS, K, M, N;
- mit Spannung P, R, S, T, U, X, Z.
Auf dem Lochsystem für alle Qualifikationen hat es die Zulassung H, und die Art der Landung wird durch die Wellentoleranz bestimmt. Eine solche Lösung verringert die Anzahl der erforderlichen Steuerkaliber, das Schneidwerkzeug und ist eine Priorität. In einigen Fällen wird jedoch ein Wellensystem eingesetzt, in dem die Wellen H H-Toleranz haben, und die Landung wird durch Behandlung des Lochs erreicht. Und dieser Fall ist die Drehung des Außenrings des Kugellagers. Ein Beispiel für ein solches Design kann als Walzen oder Trommelspannungsförderer dienen.

Auswahl von Walzlagern
Unter den Hauptparametern der Bestimmungslandung von Lagern:
- zeichen, Richtung, Lastgröße, die auf das Lager wirken;
- traggenauigkeit;
- drehzahl;
- rotation oder Immobilität des entsprechenden Rings.
Die Schlüsselbedingung, die die Landung bestimmt, ist die Immobilität oder Rotation des Rings. Für einen festen Ring gilt eine Landung mit einem kleinen Lücken und allmählich langsamem Wende als positiver Faktor, der den gemeinsamen Verschleiß reduziert, der den lokalen Verschleiß verhindert. Der rotierende Ring ist definitiv mit zuverlässiger Spannung pflanzt, der sich relativ zur Pflanzoberfläche ausschließt.
Der nächste wichtige Faktor, dem die Lagerung auf der Welle oder in dem Loch gezählt werden sollte, ist die Art der Belastung. Es gibt drei Schlüsselarten des Ladens:
- umlaufend beim Drehen des Rings in einer Richtung der radialen Last relativ dauerhaft;
- lokal für einen festen Ring relativ zur radialen Belastung;
- oszillatorisch mit radialer Belastung relativ zur Ringposition.

Entsprechend dem Grad der Richtigkeit von Lagern entspricht in ihrer Erhöhung fünf Klassen von 0,6,5,4,2. Für das Maschinenbau unter Lasten niedriger und mittlerer Größe, zum Beispiel für Getriebe, ist es der Klasse 0 üblich, die nicht in der Bezeichnung von Lagern festgelegt ist. Mit höheren Genauigkeitsanforderungen wird die sechste Klasse verwendet. Bei erhöhten Geschwindigkeiten 5.4 und nur in Ausnahmefällen der zweiten. Ein Beispiel der sechsten Klasse 6-205.

Im Prozess von echten Designmaschinen wird die Lagerlandung auf der Welle und der Körper entsprechend den Arbeitsbedingungen auf speziellen Tischen ausgewählt. Sie werden in Tom des zweiten Referenzbuchs des technischen Baumaschinen Vasily Ivanovich Anurieva angegeben.

Für eine lokale Lastart bietet die Tabelle folgende Landungen.

Unter den Bedingungen der Zirkulationsbelastung, wenn die radiale Kraft den gesamten Walzpfad beeinflusst, berücksichtigen Sie die Ladeintensität:
PR \u003d (k1xk2xk3xfr) / bWo:
K1 - der überlastige Dynamikkoeffizient;
K2 ist der Dämpfungskoeffizient für den Hohlwellen oder der Fall dünnwandig;
K3 - Koeffizient, bestimmt durch die Belichtung der axialen Anstrengungen;
Fr - radialer Anstrengung.
Der Wert des K1-Koeffizienten während der Überlastung beträgt weniger als eineinhalb Mal, ein kleiner Vibrations- und Leiden von 1 und mit möglicher Überlastung von eineinhalb bis dreimal, starke Vibrationen, Schläge K1 \u003d 1,8.
Die Werte des K2 und K3 sind auf der Tabelle ausgewählt. Darüber hinaus wird für K3 das Verhältnis der axialen Last auf den radial ausgedrückten Parameter FC / FR x CTGβ berücksichtigt.

Relevante Koeffizienten und Parameter der Ladeintensität der Lagerpflanzung sind in der Tabelle gezeigt.

Behandlung sitzplätze und Bezeichnung von Landungen für Lager in den Zeichnungen.
Der Landeplatz für das Lager auf der Welle und in dem Fall muss eine Nasenfase haben. Rauheit des Anlegestellenraums ist:
- für den Hals der Welle mit einem Durchmesser von bis zu 80 mm unter dem Lager der Klasse 0 ra \u003d 1,25 und mit einem Durchmesser von 80 ... 500 mm RA \u003d 2,5;
- für den Hals der Welle mit einem Durchmesser von bis zu 80 mm unter dem Lager der Klasse 6,5 Ra \u003d 0,63 A mit einem Durchmesser von 80 ... 500 mm RA \u003d 1,25;
- für das Loch im Fall mit einem Durchmesser von bis zu 80 mm unter dem Klassenlager 0 ra \u003d 1,25 und mit einem Durchmesser von 80 ... 500 mm RA \u003d 2,5;
- für das Loch in dem Fall mit einem Durchmesser von bis zu 80 mm unter dem Lager der Klasse 6,5,4 Ra \u003d 0,63 und mit einem Durchmesser von 80 ... 500 mm RA \u003d 1,25.
Die Zeichnung zeigt auch die Abweichung der Form des Landesortes von Lagern, dem Überspringen der Gebläse für ihre Betonung.
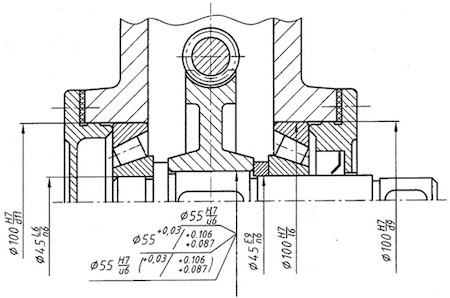
Ein Beispiel für die Zeichnung, das die Lagerlandung an der Welle F 50 K6 und der Abweichung des Formulars anzeigt.

Die Werte der Formabweichungen werden entlang der Tabelle in Abhängigkeit von dem Durchmesser angenommen, der auf der Welle oder im Gehäuse ein Lager aufweist, die Genauigkeit des Lagers.

In den Zeichnungen geben Sie den Durchmesser der Welle und des Gehäuses unter der Landung an, beispielsweise f20k6, f52n7. Bei Montagezeichnungen können Sie einfach die Größe mit der Zulassung in der Buchstabenbezeichnung angeben, aber in den Zeichnungen ist es wünschenswert alphabetische Bezeichnung. Zugeben, seinen numerischen Ausdruck für den Bequemlichkeit der Arbeitnehmer zu bringen. Die Abmessungen in Zeichnungen sind in Millimetern und dem Wert der Zulassung in Mikrometern angegeben.
Pflanzen können oft nicht repariert werden, und dann die Frage des Ersetzen des Teils-Konjugates mit dem Lager und verlor die nominalen Sitzparameter. Ähnliche Option Reparatur ist ziemlich wirtschaftlich unpedend. Die Ausgabe in dieser Situation ist Reparaturen mit der Dieth-Technologie.
Betrachten Sie Beispiele für die Reparatur von Sitzen durch das Verfahren des kalten gasdynamischen Spritzens.
Motorrad-Hub-Lagersitz.
Der Landeplatzdefekt besteht darin, dass der äußere Ring des Lagers beim Arbeiten gedreht wird, was zusätzliche Belastungen auf der Achse des Innenrings und das Lager selbst ergibt.

Bild 1. Ort für einen Außenlagerring an einem Kreuzmotorradrad.
Um dieses Problem zu beseitigen, fügen Sie dem Innendurchmesser der Nabe eine Metallschicht hinzu. Der Hub besteht aus aluminiumlegierung. Vor dem Auftragen der Zusammensetzung die Oberfläche mit der abrasiven Zusammensetzung k-00-04-16 vorverarbeiten. Die Anwendung einer zusätzlichen Schicht erfolgt in dem dritten Modus der Dimet-405-Vorrichtung. Das Sprühen wird mit einem Rand hergestellt. Die Beendigung der Beschichtungsbearbeitung erfolgt mit einer geringen Zufuhr des Fräsers bei erhöhter Zirkulation.


Bild 2. Reparaturstufen (A - Anwendung mit einer Reserve einer Aluminiumschicht, B - veredelung fertigter Landeplatz)
Einzelkurbelwellenplanung.
Reparatur des Landeplatzes der Fernmenge der Kurbelwelle des Gusseisenzylinderzylinders "Mercedes-Benz" mit Hilfe der Dieth-Technologie wird durchgeführt. Die endgültige Verarbeitung wurde von einem Spezialschneider erzeugt.


Hub-Lageranlage.
Die Reparatur des Landeplatzes der Gusseisennabe "Ford" erfolgt durch Aufbringen einer Aluminiumschicht, der Größe von 0,3 mm. Die Manipulationsdaten lieferten die notwendige Spannung in der Verbindung.


Bild 1. Stufen reparieren (A - Initial, B - Finale)
Elektromotorlageranlage
Die Reparatur der Landeorte der Lager im Elektromotorkörper erfolgt durch das Gerät, die Aluminiumzusammensetzung, den Sprühmodus - "3". Bilder werden durch die Reparaturstufen dargestellt.
Patentinhaber RU 2296660:
Die Erfindung betrifft das Gebiet des Maschinenbaues, nämlich zu Verfahren zum Wiederherstellen von Pflanzenorten von Wälzlagern. Demontieren Sie die Lageranordnung, führen Sie die Behandlung der mit der Bindung der Oberflächenorte verformten Oberflächenplätze aus. Auf den mit Lösungen behandelten Lösungen wird die verformte Oberfläche der Lagersitze mit einer Temperatur von 70 ° C kristallisieren und bei Temperaturen von über 340 ° C geschmolzenem Material geschmolzen. Rückgewinnungsmaterial weist viskose Eigenschaften und färbungsmechanische Eigenschaften, die dem Material der Lagersitze entsprechen. Dann erhitzt das Lager in Öl auf eine Temperatur von 80 bis 90 ° C. Wir montieren die Lageranordnung, indem wir ein vorgewärmtes Lager an seinen Sitzen installieren. Infolgedessen werden die Kosten reduziert und die Komplexität nimmt ab reparatur.
Die Erfindung betrifft das Gebiet der Maschinenbau und anderer Industrien, in denen Wälzlager unter großen Lasten verwendet werden, was zu einer Verformung der Wälzlager führt.
Es gibt ein Verfahren zum Wiederherstellen von verschlissenen Kurbelwellen, die die Hals mit technologischem Stecker in dem Körper der Oberfläche mechanisch verarbeitet, die auf der gesamten Breite zwischen den Wangenwangen mit der Bildung von Cartoons und der anschließenden Wärmebehandlung der Kurbelwelle wiederhergestellt wird. An den behandelten Hals befestigt, kompensierende Metallfutter in Form eines Splitrings oder Halbkolben durch Verschweißen ihrer Gelenke. Die Schweißnähte befinden sich in der Zone, die um 25-50 ° die Drehung der Kurbelwelle von der Oberseite des Totpunkts begrenzt ist, und die zweite Naht, wenn Sie einen halben Anhänger verwenden, sind relativ zu dem ersten mit einer Drehung von 180 °. Gekühlte Schweißnaht auf Temperatur umfeld, Bereitstellen der Spannung des Splitringes 0,1 ... 0,15 mm. Bei Verwendung eines Splitrings darin werden Kreuzschnitte mit einem Durchmesser von 5-7 mm durchgeführt. Der erste kochen das Loch des Splitrings mit einer Halswelle, die sich gegenüber der Schweißnaht befindet, und der Rest der Löcher kochen, symmetrisch nähern sich geschweißte NahtDas erhöht die Ermüdungsstärke der Kurbelwelle auf den Niveau des neuen Teils mit der gleichzeitigen Wiederherstellung abgenutzter Hälse in der Nenngröße.
Ein bekanntes Verfahren zum Reparieren einer Lageranordnung, einschließlich Demontage, Defekten von Teilen, Picking in Form einer Anlage auf der Landeoberfläche des Außenrings des verschlissenen Lagers von zwei lokal diametral entgegengesetzten Platten und Anordnung. Die Dicke der Platten wird durch die Formel SC \u003d SR + SU bestimmt, wobei SC die Gesamtdicke der Platten ist; SR ist ein radialer Abstand in einem abgenutzten Lager; SU - CLEARANCE In Verbindung Das Gehäuseloch ist der äußere Ring des Lagers, wobei der Verschleiß berücksichtigt wird. Die Länge jeder lokalen Platte wird durch den geschätzten Pfad bestimmt.
Die Nachteile der Methode sind hohe Kosten und Arbeitsintensität der Reparaturarbeiten.
Es gibt ein Verfahren zum Wiederherstellen der verschlissenen Oberflächen der Wellen der Gleitlager, die beim Erwärmen der Härtungszone des Teils mit einem darauf vorab aufgebrachten Bindemittel (beispielsweise von einer Paste aus dem Material des Materials vorzugehen) ) In der Induktanz von Hochfrequenzströmen, bevor das Bindemittel und das Auffüllen an dem Verschleiß des Verschleißs des Teils, der für den Verschleiß kompensiert wird, dadurch gekennzeichnet, dass er durch Erwärmen der verschlissenen Oberfläche des Teils auf eine Temperatur größer als 50- 100 ° C mit der Temperatur des kritischen Punkts des AC 3 und weiterer Kühlung der Schweißfläche abgenutzte Details Mit der Geschwindigkeit seiner Härtung und das Material wird als Bindemittel mit einem Schmelzpunkt verwendet, der die Temperatur des Produkts des Produkts nicht überschreitet.
Die Nachteile der Methode sind hohe Kosten und Arbeitsintensität der Reparaturarbeiten.
Die nächstgelegene technische Lösung, die für den Prototyp angenommen wurde, ist das Verfahren der Wiederherstellung von Kurbelwellen, indem die verschlissene Oberfläche der Gleitsträger erhöht wird, die von der Kurbelwelle der Kurbelwelle der Kurbelwelle der Kurbelwelle aus dem Material mit hoher Abriebfestigkeitsbeständigkeit umgesetzt wird, geschweißt entlang der Linie ihrer Schnitte in dichtem angrenzend an der Oberfläche. Sheek Welle, geschmiert, bevor er mit Splithülsen berührt spezielles Kleber. oder Dichtungsmittel.
Der Nachteil der Methode ist hohe Kosten und Arbeitsintensität der Arbeit.
Vergleich der vorgeschlagenen Lösung mit einem Prototyp und ähnlichen Lösungen, das aus dem bestehenden Technologieniveau bekannt ist, ermöglicht es, seine Einhaltung der Kriterien für die Patentierbarkeit "Neuheit" und "erfinderische Ebene" festzulegen.
Das technische Ergebnis der beanspruchten Erfindung besteht darin, die Kosten und die Arbeitsintensität der Aufrechterhaltung der Reparaturarbeiten an der Wiederherstellung von Landeorten von Wälzlagern zu senken.
Das angegebene technische Ergebnis wird dadurch gelöst, dass das Verfahren zum Wiederherstellen der Wälzlager den Demontieren der Lageranordnung, der Behandlung der Oberflächenplatten und der Anordnung der Lageranordnung bei Verwendung der erfindungsgemäßen Oberfläche an den verarbeiteten Lösungen, einschließt, Die verformte Oberfläche der Lagersitze wird kristallisiert, die in der Temperatur von 70 ° C aufgenommen und bei Temperaturen bei Temperaturen über 340 ° C geschmolzenes Material mit viskosen Eigenschaften geschmolzen und färbungsmechanische Eigenschaften, die dem Material der Lagersitze entsprechen, dann das Lager in Öl erhitzt Eine Temperatur von 80 bis 90 ° C und montiert die Lageranordnung durch Installieren eines vorgewärmten Lagers an ihren Landeplätzen.
Die Essenz der Implementierungsmethode ist wie folgt.
Die verformte Oberfläche der Lagerbelag, die das Lager anpflanzt, wurde auf die verformten Lösungen des Lagers aufgebracht, und dann ist das in seinem Landeplatz vorgeheizte Lager installiert. Das Lager wird auf eine Temperatur von 80 bis 90 ° C erhitzt, wodurch verringert wird, um das Reduktionsmaterial auf eine Temperatur von 70 ° C zu erwärmen, bei der der letztere kristallisiert und die Festigkeitsmechaniken des Pflanzstättenmaterials wählt .
Die vorgeschlagene Methode ermöglicht das Reduzieren von Ausfallzeiten, Kosten und Anfassen des Geräts, wenn Sie die Rigginglager wiederherstellen.
Literatur
1. Patent der Russischen Föderation Nr. 94019772. Ponurovsky a.a. Ponurovsky a.a. Die Wiederherstellungsmethode der Kurbelwellen und deren Gleitlager. IPC B23P 6/00. Schnell. 1994.05.26. Publikum. 1996.09.10. REG. №94019772 / 02.
2. Patent der Russischen Föderation №2235009. Das Verfahren zur Reparatur der Lageranordnung. / Usov v.v. Seregin a.a. Tymoschenko a.n. Sergey v.v. IPC B23R 6/00. Schnell. 2001.02.21. Publikum. 2002.09.20. REG. №2001105022 / 02.
3. Patent der Russischen Föderation №2189298. Das Verfahren zur Reparatur der Lageranordnung / des Schnurrbartes v.v. Seregin a.a. Tymoschenko a.n. Sergey v.v. IPC B23R 6/00. Schnell. 2001.02.21. Publikum. 2002.09.20. REG. №2001105022 / 02.
4. Patent der Russischen Föderation Nr. 95117550. Verfahren zum Wiederherstellen verschlissener Sitzflächen von Wellen für Gleitlager. / Ulitovsky B.A., SKRABAK B.C., Ulovsky S.B., Shkrabak R.V., Polishko G.YU. IPC B23R 6/00. Schnell. 1995.10.17. Publikum. 1997.10.20. REG. №95117550 / 02.
5. RF RF №2105650. Das Verfahren der Rückstellung der verschlissenen Sitzflächen der Schäfte von Gleitlagern. / Ulitovsky B.A., SKRABAK B.C., Ulovsky S.B., Shkrabak R.V., Polishko G.YU. IPC B23R 6/00. Schnell. 1995.10.17. Publikum. 1998.02.27. REG. №95117550 / 02.
Das Verfahren zum Rücksetzen der Rigging-Lagerorte, die das Demontieren der Lageranordnung umfasst, wobei die Behandlung der Oberflächenplatten, die unter Verwendung der Oberfläche der Landeflächen mit Lösungen und Anordnung der Lageranordnung verformt ist, dadurch gekennzeichnet, dass die verformte Oberfläche der Lagersitze wird in der Kristallisation bei 70 ° C angewendet und bei Temperaturen über 340 ° C geschmolzenes reduzierendes Material mit viskosen Eigenschaften und färbungsmechanischen Eigenschaften, die dem Material der Lagersitze entsprechen, schmelzen, dann das Lager in Öl auf eine Temperatur von 80 bis 90 ° C erhitzt und montieren Sie die Lageranordnung, indem Sie das erhitzte Lager auf den Sitzen installieren.
Ähnliche Patente:
Die Erfindung betrifft die Technologie der Erholung oder des Härtens durch das elektrische Lichtbogenoberflächen der verschlissenen Oberfläche von Stahlteilen, hauptsächlich Passagier- und Frachtwagen des Eisenbahnwalzbestands
Die Erfindung betrifft die Bereiche der Engineering und Reparatur von Maschinenteilen und kann verwendet werden, um die Zuverlässigkeit des "KNEVLEN-Lochs unter Kin" -Knoten der Strahlen der Vorderachse von Autos wiederherzustellen und zu erhöhen
Die Erfindung betrifft chemisch-physikalische Methoden zum Schutz vor Korrosion und kann in der Öl- und Gasindustrie verwendet werden, nämlich für die Reparatur und Wiederherstellung des Schalters der Well-Multiple Group-Froom-Installation, Korrosion
Die Erfindung betrifft das Gebiet der erholsamen und härtenden Methoden der Verarbeitung in der Maschinenbau, nämlich auf Technologie und Geräte, die im Prozess der Ultraschallverarbeitung eines Außen- oder inneren konischen Gewindeabschnitts solcher Verbundelemente der Ölsäule verwendet werden, wie der Pump-Kompressor, Bohrer und gehäuse Oder wie eine Übertragung und Kupplung, durch die der Anschluss von Rohren in die Ölsäule durchgeführt wird.
Die Erfindung betrifft das Gebiet der Rehabilitations- und Härtungsmethoden der Verarbeitung in der Maschinenbau, nämlich Technologie und Geräte, die im Prozess der Ultraschallverarbeitung des äußeren oder inneren konischen Gewindeabschnitts solcher Verbundelemente der Ölsäule verwendet werden, wie Pumpkompressor, Bohrer und Gehäuse oder wie eine Übertragung und Kupplung, durch die der Anschluss von Rohren in die Ölsäule durchgeführt wird.
Die Erfindung betrifft das Gebiet der Erholungs- und Härtungsmethoden der Verarbeitung in der Maschinenbau, nämlich auf Technologie und Geräte, die im Prozess der Ultraschallverarbeitung des Außen- oder Innengewindeabschnitts von Teilen, hauptsächlich, solchen Bauteilelementen des Öls, eingesetzt werden Säule als Pumpenkompressor, Bohrer und Gehäuse oder wie eine Übertragung und Kupplung, durch die der Anschluss von Rohren in die Ölsäule durchgeführt wird.
Die Erfindung betrifft das Gebiet des Maschinenbaues, nämlich zu Verfahren zum Wiederherstellen von Pflanzenorten von Walzlagern