रोलिंग बीयरिंग के रोपण स्थानों को बहाल करने के लिए एक विधि। क्या होगा यदि क्रैंककेस में असर की जांच की गई, और बड़े व्यास की बीयरिंग के तहत सीटों की लैंडिंग बहाली को कमजोर कर दिया
ऐसा होता है कि क्रैंककेस में असर की जांच की गई है, इंजन ब्लॉक में इसकी लैंडिंग या कुछ इकाई (गियरबॉक्स या पीछे धुरी) के क्रैंककेस में कमजोर हो जाती है, और इस तरह के खराब होने के साथ एक कार या मोटरसाइकिल को संचालित करना असंभव है। असर सीट और भी अलग है। इस तरह की खराबी क्रैंककेस के छेद (सॉकेट) में असर के बार-बार या अनुचित माउंटिंग से हो सकती है, स्नेहक की कमी (असर में क्लीनाइट और यह बदल जाती है), या असर खोलने के गलत निर्माता से बस। और इस तरह के एक खराबी के साथ अक्सर किसी के मालिक वाहन, या बस किसी प्रकार की मशीन या कुल। घर पर इतनी खराबी से छुटकारा पाने के लिए, इलेक्ट्रोप्लाटिंग उपकरण के बिना, यहां तक \u200b\u200bकि सबसे सरल (कोटिंग जिंक के लिए), हम इस लेख में विचार करेंगे।
बेशक, आप बाहरी असर के व्यास को बढ़ा सकते हैं, यदि आप इसे क्रोमियम के साथ कवर करते हैं, या जस्ता की एक परत, और मैंने पहले ही इसके बारे में लिखा है (आप यहां पढ़ सकते हैं)। लेकिन इसके लिए विशेष प्लग बनाना आवश्यक होगा (ताकि कोटिंग परत गेंदों, विभाजक और हिट नहीं करेगी आंतरिक सतह हम छिपाते हैं), और आपको चिमरैक्टिक्स के साथ टिंकर करना है।
उसी लेख में, हम एक दूसरे पर विचार करेंगे, जलवायु के बाहरी व्यास को बनाने के लिए एक भी आसान तरीका, जिसे अपने गेराज में और दोनों में किया जा सकता है क्षेत्र की स्थिति कोई भी, यहां तक \u200b\u200bकि एक स्कूली छात्रा।
के साथ शुरू करने के लिए, अधिक आम पर विचार करें पारंपरिक तरीके असर में टूटे हुए फर्श की बहाली, शायद शुरुआती लोगों के बारे में कोई भी उनके बारे में नहीं जानता और वे किसी का उपयोग करेंगे। और उसके बाद, एक दुर्लभ तरीका होगा, जिसके बारे में सबसे अधिक मरम्मत करने वाले नहीं जानते हैं।
1 - कार्टर, 2 आस्तीन, 3 - आउटडोर असर क्लिप।
इसलिए, यदि असर को कुछ इकाई या उसके ढक्कन के क्रैंककेस में रखा जाता है, और बैठने की छेद टूट जाती है, तो कवर को खराद में टैबलेट के माध्यम से तय किया जाता है, और कार्डिनल-बोरिंग मशीन में क्रैंककेस, और व्यास का व्यास रोपण छेद लगभग 3-4 मिमी से लूट लिया जाता है और इसके बाद इसे एक क्रोकेटेड जगह में दबाया जाता है मरम्मत आस्तीन, जिसमें भीतरी व्यास थोड़ा बड़ा होता है (परिष्करण प्रसंस्करण के लिए भत्ता के साथ) और पूरा होने के बाद, आंतरिक व्यास बाहरी असर वाले पिंजरे के व्यास के तहत आस्तीन घुड़सवार (चित्र 1 देखें)।
यह विधि काफी आम है, इस तथ्य के बावजूद कि कई स्वामी को कार्डिनल-उबाऊ या देखना होगा खराद और भाग को सटीक रूप से ठीक करने के लिए एक स्थिरता बनाएं। इसके अलावा, यह विधि इस मामले की धातु की दीवार की मोटाई के अनुरूप नहीं है, उबाऊ होने के बाद यह ठीक हो जाता है और असर छेद की पर्याप्त कठोरता प्रदान नहीं करेगा। और यह कई को रोकता है, और सक्षम स्टॉल्कुल हर जगह नहीं है।
कुछ "परास्नातक" इसे केवल एक लैंडिंग सतह के साथ करने की कोशिश कर रहे हैं, लेकिन यह उम्मीद की जा रही है कि इस तरह की "मरम्मत" लंबे समय तक पर्याप्त है, एक दो घंटों के लिए एक नियम के रूप में। आखिरकार, इस विधि के साथ असर रस्सी रोपण खोलने की पूरी सतह पर झूठ नहीं बोलती है, बल्कि केवल कम साइट (सिंक) पर, जो कम क्षेत्र है। हां, और असर (विशेष रूप से मुलायम एल्यूमीनियम क्रैंककेस में) बढ़ते समय सटीकता स्थानों को जल्दी से जमे हुए होते हैं, और असर क्लिप लटकने और मोड़ने लगती है।
सबसे सुलभ I. प्रभावी तरीके मरम्मत, यह तब होता है जब बढ़ी हुई असर छेद बिल्कुल छूती नहीं है, लेकिन केवल असर के पिंजरे की मोटाई की मोटाई में संलग्न होती है। और यहां कई तरीके भी हैं, यह विशेष प्रतिष्ठानों के साथ एक धातु छिड़काव है जो अभी भी बहुत आम है, यह क्लॉथ क्रोम का कोटिंग है, अच्छी तरह से, और अधिक किफायती संकेत जस्ता के घर कवरेज पर, जो मेरे पास है पहले से लिखा (पाठ में ऊपर संदर्भ)।
लेकिन किसी भी दौर के आकार का निर्माण करने के लिए एक और छोटा ज्ञात, लेकिन बहुत आसान तरीका है धातु विवरण, और इस मामले में, असर घर पर, गेराज में और यहां तक \u200b\u200bकि यात्रा (सड़क के किनारे) पर भी लेना मुश्किल नहीं है। इसके अलावा, विशेष योग्यता या कुछ गुप्त शिल्प कौशल की आवश्यकता नहीं होगी, और किसी भी ड्राइवर जो अपनी कार पर हुड खोल सकता है, इस सरल संचालन को काफी आसानी से सामना करेगा, खासकर यदि सहायक मदद करेगा।
इस द्वारा धातु विस्तार का सिद्धांत सरल तरीकाकाम के सिद्धांत के आधार पर संपर्क वेल्डिंग। और काम के लिए, हमें केवल एक जोड़ी की एक जोड़ी की आवश्यकता है, उदाहरण के लिए, एक मस्कोवाइट या वोल्गा से, मोटी तार के कुछ टुकड़े (केबल्स एक मगरमच्छ क्लैंप के साथ उपयुक्त हैं, "सिगरेट" के लिए) अच्छी तरह से, अच्छी तरह से चार्ज बैटरी, या वेल्डिंग ट्रांसफार्मर (एक शक्तिशाली कमीशन डिवाइस से संपर्क किया जा सकता है)।
1 - बैटरी, 2 - स्प्रिंग्स, 3 - असर, 4 - स्टैंड के साथ टेबल।
और आउटडोर असर क्लिप के व्यास को बढ़ाने के लिए, इस असर को स्प्रिंग्स से कनेक्ट करके दो स्प्रिंग्स के बीच रोल करने की आवश्यकता होगी बिजली (चित्र 3 देखें)। और जैसा कि मैंने कहा, स्प्रिंग्स हमारी घरेलू मशीनों से उपयुक्त हैं, लेकिन यदि असर बहुत बड़ा है, उदाहरण के लिए, एक ट्रक से, तो वसंत की चौड़ाई को उसी ट्रक से चुना जाना चाहिए (आप पुराने स्प्रिंग्स पा सकते हैं स्क्रैप धातु, या ऑटोसिप आइटम में)।
वसंत की लंबाई भी असर के व्यास पर निर्भर करती है, लेकिन आमतौर पर मीटर के पास एक स्प्रिंग्स की लंबाई को पकड़ती है, और दूसरा आधा मीटर तक काटा जा सकता है (यह काम करना अधिक सुविधाजनक होगा)। हम अच्छे संपर्क सुनिश्चित करने के लिए बैटरी या ट्रांसफार्मर की ध्रुव युक्तियों के साथ केबल से प्रत्येक रेफ को जोड़ते हैं।
आप कार से टर्मिनलों को बैटरी से कसकर, अच्छी तरह से, और स्प्रिंग्स से जोड़ने के लिए टर्मिनलों का उपयोग कर सकते हैं, आप वाशर, या शक्तिशाली मगरमच्छ क्लैंप (वेल्डिंग प्रकार) के साथ बोल्ट के साथ केबलों पर चढ़ सकते हैं। और स्प्रिंग्स को जोड़ने पर ध्रुवीयता कोई भी हो सकती है।
ए - सतह 0.1 मिमी की मोटाई, बी - 0.25 मिमी की सतह की मोटाई, बी 0.5 मिमी की सतह की मोटाई है।
रोलिंग कई बार किया जाता है, और साथ ही बाहरी क्लिप की सतह धीरे-धीरे वसंत से बड़ी संख्या में वेल्डेड ट्यूबरकल्स के साथ कवर की जाती है (बाईं ओर फोटो देखें)। और यह कई रोलिंग करने के लिए पर्याप्त है, और बाहरी असर की सतह पहले से ही इस व्यास में बढ़ रही है कि क्लिप अब इसके टूटे हुए छेद में नहीं लटकाएगी।
ऊपरी स्प्रिंग्स के सिरों पर रबड़ के दस्ताने पहनने और उन्हें टेप के साथ चढ़ने के लिए उपयोगी होता है, या बस अलग-अलग हवा। यह शॉर्ट-सर्किट स्प्रिंग्स से बच जाएगा और बैटरी को नुकसान पहुंचाएगा, अगर ऊपरी वसंत को रोल करते समय निचले स्प्रिंग्स के नीचे फेंक दिया जाता है।
यह अक्सर होता है यदि पुनर्स्थापित असर का व्यास छोटा होता है। और यदि असर बहुत छोटा व्यास का है, तो इसके विपरीत काम करते समय उपयोगी होता है, ऊपरी रेफ्रिजरा को ऊपरी रेफ्रिजरेंट को चालू करें।
बैटरी के साथ काम करते समय, इसे खराब करने के क्रम में, यह उपयोगी नहीं है कि जंग की रक्षा न करें, क्योंकि जंग के पास एक अतिरिक्त प्रतिरोध होता है जो अत्यधिक मौजूदा वृद्धि को बाधित करेगा। लेकिन अगर आप चाहें, तो आप एक खुदरा कनेक्ट भी कर सकते हैं जो वांछित वर्तमान शक्ति का सटीक रूप से चयन कर सके।
यदि, बैटरी के बजाय, एक वेल्डिंग ट्रांसफॉर्मर का उपयोग किया जाएगा, तो निश्चित रूप से उस व्यक्ति का उपयोग करना बेहतर है जिस पर वर्तमान समायोजन है। वेल्डिंग वर्तमान 100 - 150 एएमपीएस के भीतर प्रदर्शन, और वर्तमान अधिक है, धातु जितनी तेज होगी, लेकिन कण बड़े होंगे।
इसलिए, यह स्वर्ण मध्य चुनने के लिए उपयोगी है, ताकि धातु (समावेशन) के कण बड़े नहीं हैं, और इसे लंबे समय तक गड़बड़ नहीं करना पड़ा। अनुपयुक्त असर पर पहले खिंचाव करना संभव है। लेकिन एक नियम के रूप में, 110 मिलीमीटर के व्यास में 0.5 मिमी के व्यास में सामान्य वृद्धि के लिए, 150 एएमपीएस की वर्तमान आवश्यकता होगी और लगभग पांच मिनट की रोलिंग होगी। और साथ ही असर को केवल 100 डिग्री तक गरम किया जाता है, जिसका मतलब है कि इसकी धातु की संरचना में बदलाव नहीं होता है।
 घुंडी के बाद, तस्वीरों में देखा जा सकता है, क्लुमम सतह में कुछ मोटा दिखने वाला, और भी बेहतर होता है, क्योंकि इसे कभी भी उसके छेद में चेक नहीं किया जाएगा (किसी न किसी सतह का क्लच चिकनी से बेहतर है)। लेकिन फिर भी, अगर कोई इस तरह से कारखाने की चिकनी स्थिति में बाहरी क्लिप की सतह को पुनर्स्थापित करना चाहता है, तो एक कोटिंग को दो बार मोटा (0.5 मिमी बनाने के बजाय 1 मिमी) बनाना संभव है। और उसके बाद, टर्नर को असर दें, जो क्लिप को चिकनी स्थिति में पॉलिश करता है, सतह से 0.5 मिमी की सतह से हटा देता है।
घुंडी के बाद, तस्वीरों में देखा जा सकता है, क्लुमम सतह में कुछ मोटा दिखने वाला, और भी बेहतर होता है, क्योंकि इसे कभी भी उसके छेद में चेक नहीं किया जाएगा (किसी न किसी सतह का क्लच चिकनी से बेहतर है)। लेकिन फिर भी, अगर कोई इस तरह से कारखाने की चिकनी स्थिति में बाहरी क्लिप की सतह को पुनर्स्थापित करना चाहता है, तो एक कोटिंग को दो बार मोटा (0.5 मिमी बनाने के बजाय 1 मिमी) बनाना संभव है। और उसके बाद, टर्नर को असर दें, जो क्लिप को चिकनी स्थिति में पॉलिश करता है, सतह से 0.5 मिमी की सतह से हटा देता है।
इस लेख में वर्णित विधि को न केवल अपने स्थानों पर चेक किए गए बीयरिंग को लैंड करने के लिए बहाल किया गया था यात्री कार और मोटरसाइकिलें, लेकिन ट्रक भी, और छोटे पैसे को बचाया गया, क्योंकि क्रैंककेस या पीछे, हब, या इंजन ब्लॉक को अब आप जो चाहते हैं उसे बदलने की आवश्यकता नहीं है; भाग्य आप सभी का साथ दे।
पसंद उचित लैंडिंगआवश्यक शुद्धता और बीयरिंग के आकार की सहिष्णुता के मूल्य का प्रावधान स्थायित्व, तंत्र की विश्वसनीयता सुनिश्चित करने के लिए एक महत्वपूर्ण कारक है।
बीयरिंग के प्रदर्शन के लिए उचित लैंडिंग सबसे महत्वपूर्ण शर्त है।
असर की विशेषताओं के आधार पर, अंगूठी, जो घुमाती है उसे सहायक सतह पर तय किया जाना चाहिए, तनाव के साथ, और एक निश्चित अंगूठी न्यूनतम अंतर के साथ छेद में प्रवेश करने के लिए अपेक्षाकृत मुक्त है।
घूर्णन अंगूठी के तनाव के साथ स्थापना इसे बंद करने की अनुमति नहीं देती है, जो सहायक सतह, संपर्क संक्षारण, बीयरिंग की असंतुलन, समर्थन का पतन, अत्यधिक हीटिंग का कारण बन सकती है। तो, ज्यादातर, असर लैंडिंग शाफ्ट पर किया जाता है, जो लोड के तहत काम करता है।
एक निश्चित अंगूठी के लिए, एक छोटी मंजूरी भी उपयोगी होती है, और स्वाद की संभावना अक्सर एक दिन से अधिक नहीं होती है, संदर्भ सतह को अधिक समान पहनती है, इसे कम करती है।

प्रमुख शर्तें
अधिक विस्तार से विचार करें कि मुख्य नियम और अवधारणाएं जो असर फिट निर्धारित करती हैं। आधुनिक इंजीनियरिंग इंटरचेंजिबिलिटी के सिद्धांत पर आधारित है। एक ड्राइंग द्वारा किए गए किसी भी विवरण को तंत्र में स्थापित किया जाना चाहिए, अपने कार्यों को निष्पादित करें, विनिमेय हों।
इसके लिए, ड्राइंग न केवल आयामों को निर्धारित करता है, बल्कि उनसे अधिकतम, न्यूनतम विचलन भी करता है, जो सहनशीलता है। सहनशीलता मान मानकीकृत हैं एकीकृत प्रणाली सहनशीलता के लिए, लैंडिंग ईएसडीपी, सटीकता डिग्री (योग्यता) में विभाजित टेबल में दी जाती है।

वे ऑरुएवा डिजाइन डिजाइनर की संदर्भ पुस्तक, और गोस्ट 25346-89 के साथ-साथ 25347-82 या 25348-82 की पहली मात्रा में भी पाए जा सकते हैं।
गोस्ट 25346-89 के अनुसार, 20 सटीकता योग्यता परिभाषित की गई है, लेकिन मैकेनिकल इंजीनियरिंग में आमतौर पर 6 पीओ 16 से उपयोग किया जाता है। इसके अलावा, कम योग्यता संख्या, सटीकता जितनी अधिक होगी। लैंडिंग बॉल और रोलर बीयरिंग के लिए प्रासंगिक 6.7, 8 क्वालीताओं से कम हैं।

एक गुण के भीतर, सहिष्णुता का आकार समान है। लेकिन नाममात्र से आकार का ऊपरी और निचला विचलन अलग-अलग स्थित है और शाफ्ट और छेद पर उनके संयोजन अलग-अलग लैंडिंग बनाते हैं।
लैंडिंग हैं जो अंतराल, तनाव और संक्रमण की गारंटी सुनिश्चित करती हैं, न्यूनतम निकासी और न्यूनतम तनाव दोनों को लागू करती हैं। रोपण को शाफ्ट के लिए लैटिन लोअर केस लेटर्स, छेद के लिए बड़ा और योग्यता की ओर इशारा करते हुए अंकों के लिए लैटिन लोअर केस लेटर्स द्वारा दर्शाया गया है, यानी, सटीकता की डिग्री है। लैंडिंग पदनाम:
- एक अंतराल ए, बी, सी, डी, ई, एफ, जी, एच;
- संक्रमण जेएस, के, एम, एन;
- तनाव पी, आर, एस, टी, यू, एक्स, जेड के साथ।
सभी योग्यता के लिए छेद प्रणाली पर, इसमें प्रवेश एच है, और लैंडिंग की प्रकृति शाफ्ट सहिष्णुता द्वारा निर्धारित की जाती है। ऐसा समाधान आवश्यक नियंत्रण कैलिबर, काटने के उपकरण की संख्या को कम कर देता है और एक प्राथमिकता है। लेकिन कुछ मामलों में एक शाफ्ट सिस्टम का उपयोग किया जाता है जिसमें शाफ्ट में एच सहनशीलता होती है, और छेद के इलाज से लैंडिंग हासिल की जाती है। और यह मामला गेंद असर की बाहरी अंगूठी का घूर्णन है। इस तरह के एक डिजाइन का एक उदाहरण रोलर्स या ड्रम तनाव कन्वेयर के रूप में काम कर सकता है।

रोलिंग बीयरिंग का चयन
बीयरिंग के निर्धारित लैंडिंग के मुख्य मानकों में से:
- असर पर अभिनय चरित्र, दिशा, लोड आकार;
- असर सटीकता;
- घूर्णन गति;
- इसी अंगूठी की घूर्णन या अस्थिरता।
लैंडिंग को निर्धारित करने वाली मुख्य स्थिति अंगूठी की अस्थिरता या घूर्णन है। एक निश्चित अंगूठी के लिए, एक छोटे से अंतर के साथ एक लैंडिंग और धीरे-धीरे धीमी गति से चलने वाला एक सकारात्मक कारक माना जाता है जो आम पहनने को कम करता है जो स्थानीय पहनने को रोकता है। घूर्णन की अंगूठी निश्चित रूप से विश्वसनीय तनाव के साथ पौधे है जो रोपण सतह के सापेक्ष मुड़ता है।
अगले महत्वपूर्ण कारक जिसके लिए असर लैंडिंग को शाफ्ट या छेद में गिना जाना चाहिए, लोडिंग का प्रकार है। लोडिंग के तीन प्रमुख प्रकार हैं:
- रेडियल लोड की एक दिशा में अपेक्षाकृत स्थायी अंगूठी को घूर्णन करते समय प्रसारित करना;
- रेडियल लोडिंग के सापेक्ष एक निश्चित अंगूठी के लिए स्थानीय;
- रिंग स्थिति के सापेक्ष रेडियल लोड उतार-चढ़ाव के साथ oscillatory।

बीयरिंग की सटीकता की डिग्री के अनुसार, उनकी वृद्धि के क्रम में, 0.6,5,4,2 के पांच वर्गों के अनुरूप है। कम और मध्यम आकार के भार के तहत यांत्रिक इंजीनियरिंग के लिए, उदाहरण के लिए, गियरबॉक्स के लिए, यह कक्षा 0 के लिए आम है, जो बीयरिंग के पदनाम में निर्दिष्ट नहीं है। उच्च सटीकता आवश्यकताओं के साथ, छठी कक्षा का उपयोग किया जाता है। ऊंचा गति 5.4 पर और केवल असाधारण मामलों में, दूसरा। छठी कक्षा 6-205 का एक उदाहरण।

असली डिजाइनिंग मशीनों की प्रक्रिया में, शाफ्ट पर असर लैंडिंग और शरीर को विशेष तालिकाओं पर काम करने की स्थितियों के अनुसार चुना जाता है। वे इंजीनियरिंग बिल्डर Vasily Ivanovich Anurieva की दूसरी संदर्भ पुस्तक के टॉम में दिए गए हैं।

स्थानीय प्रकार के लोड के लिए, तालिका निम्नलिखित लैंडिंग प्रदान करती है।

परिसंचरण लोडिंग की शर्तों के तहत, जब रेडियल बल पूरे रोलिंग पथ को प्रभावित करता है, तो लोडिंग तीव्रता को ध्यान में रखते हुए:
पीआर \u003d (K1XK2XK3XFR) / Bकहा पे:
के 1 - गतिशील का अधिभार गुणांक;
के 2 खोखले शाफ्ट या पतली दीवार के मामले के लिए क्षीणन गुणांक है;
के 3 - अक्षीय प्रयासों के संपर्क में निर्धारित गुणांक;
एफआर - रेडियल प्रयास।
ओवरलोड के दौरान के 1 गुणांक का मूल्य डेढ़ गुना से कम है, एक छोटी कंपन और झटकों को 1 के बराबर लिया जाता है, और संभवतः अधिभार के साथ डेढ़ से तीन गुना, मजबूत कंपन, के 1 \u003d 1.8 को उड़ाता है।
तालिका पर के 2 और के 3 के मान चुने गए हैं। इसके अलावा, के 3 के लिए, अक्षीय लोड का अनुपात रेडियल, व्यक्त पैरामीटर एफसी / एफआर एक्स सीटीजीओ को ध्यान में रखा जाता है।

असर रोपण की लोडिंग तीव्रता के प्रासंगिक गुणांक और पैरामीटर तालिका में दिखाए जाते हैं।

इलाज बैठने की और चित्रों में बीयरिंग के लिए लैंडिंग का पदनाम।
शाफ्ट पर असर के लिए लैंडिंग स्पेस और मामले में नाक कक्ष होना चाहिए। लैंडिंग रूम की खुरदरापन है:
- कक्षा 0 आरए \u003d 1.25 के असर के तहत 80 मिमी तक के व्यास के साथ शाफ्ट की गर्दन के लिए, और 80 के व्यास के साथ ... 500 मिमी आरए \u003d 2.5;
- कक्षा 6.5 आरए \u003d 0.63 ए व्यास के तहत 80 मिमी तक के व्यास के साथ शाफ्ट की गर्दन के लिए 80 के व्यास के साथ ... 500 मिमी आरए \u003d 1.25;
- कक्षा के तहत 80 मिमी तक के व्यास के मामले में छेद के लिए 0 आरए \u003d 1.25, और 80 व्यास के साथ ... 500 मिमी आरए \u003d 2.5;
- 6,5.4 आरए \u003d 0.63 के असर के तहत 80 मिमी तक के व्यास के मामले में छेद के लिए, और 80 के व्यास के साथ ... 500 मिमी आरए \u003d 1.25।
ड्राइंग भालू की लैंडिंग साइट के आकार के विचलन को भी इंगित करता है, उनके जोर के लिए blowers की लंघन।
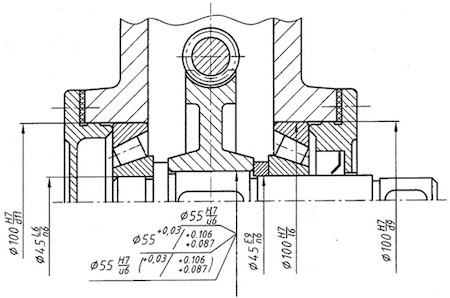
ड्राइंग का एक उदाहरण, जो शाफ्ट एफ 50 के 6 और फॉर्म के विचलन पर असर लैंडिंग को इंगित करता है।

व्यास के आधार पर प्रपत्र विचलन के मानों को सारणी के आधार पर स्वीकार किया जाता है, जिसमें शाफ्ट या आवास में असर लगाया जाता है, असर की सटीकता।

चित्रों में शाफ्ट के व्यास और लैंडिंग के तहत आवास का संकेत मिलता है, उदाहरण के लिए, F20K6, F52N7। विधानसभा चित्रों पर, आप पत्र पदनाम में प्रवेश के साथ आकार निर्दिष्ट कर सकते हैं, लेकिन यह चित्रों में वांछनीय है वर्णमाला पदनाम श्रमिकों की सुविधा के लिए अपनी संख्यात्मक अभिव्यक्ति लाने के लिए स्वीकार करने के लिए। चित्रों में आयाम मिलीमीटर में संकेत दिए जाते हैं, और माइक्रोमीटर में प्रवेश के मूल्य।
पौधों को अक्सर मरम्मत नहीं की जा सकती है और फिर भाग को असर के साथ संयुग्मित करने और नाममात्र बैठने के पैरामीटर खोने का सवाल है। समान विकल्प मरम्मत काफी आर्थिक रूप से अक्षम है। इस स्थिति में उत्पादन डीआईटीई तकनीक का उपयोग कर मरम्मत है।
ठंड गैस-गतिशील छिड़काव की विधि से सीटों की मरम्मत के उदाहरणों पर विचार करें।
मोटरसाइकिल हब असर सीट।
लैंडिंग साइट दोष यह है कि काम करने पर असर की बाहरी अंगूठी घुमाया जाता है, जो आंतरिक अंगूठी और असर के धुरी पर अतिरिक्त भार देता है।

छवि 1. एक क्रॉस मोटरसाइकिल पहिया पर बाहरी असर की अंगूठी के लिए स्थान।
इस समस्या को खत्म करने के लिए, हब के भीतरी व्यास में धातु परत जोड़ें। हब से बना है एल्यूमीनियम मिश्र धातु। संरचना को लागू करने से पहले, घर्षण संरचना के-00-04-16 के साथ सतह को पूर्व प्रक्रिया करें। एक अतिरिक्त परत का उपयोग Dimet-405 उपकरण के तीसरे मोड में किया जाता है। छिड़काव मार्जिन के साथ बनाया गया है। कोटिंग प्रसंस्करण के पूरा होने से उच्च परिसंचरण पर कटर की एक छोटी आपूर्ति के साथ किया जाता है।


छवि 2. मरम्मत के चरणों (ए - एक आरक्षित एक एल्यूमीनियम परत के साथ लागू, बी - परिष्करण लैंडिंग जगह समाप्त)
एकल क्रैंकशाफ्ट योजना
डायेथ टेक्नोलॉजी की मदद से कास्ट-आयरन सिलेंडर सिलेंडर "मर्सिडीज-बेंज" के क्रैंकशाफ्ट के रिमोट सेमिनिंग के लैंडिंग स्थान की मरम्मत की जाती है। अंतिम प्रसंस्करण एक विशेष कटर द्वारा उत्पादित किया गया था।


हब असर संयंत्र
कास्ट आयरन हब "फोर्ड" के लैंडिंग स्थान की मरम्मत एक एल्यूमीनियम परत, 0.3 मिमी का आकार लागू करके बनाई गई है। हेरफेर डेटा ने कनेक्शन में आवश्यक तनाव प्रदान किया।


छवि 1. मरम्मत चरणों (ए - प्रारंभिक, बी - अंतिम)
इलेक्ट्रिक मोटर असर संयंत्र
इलेक्ट्रिक मोटर बॉडी में बियरिंग्स के लैंडिंग स्थानों की मरम्मत डिवाइस, एल्यूमीनियम संरचना, स्प्रेइंग मोड - "3" द्वारा बनाई गई है। छवियों को मरम्मत चरणों द्वारा दर्शाया जाता है।
पेटेंट मालिक आरयू 2296660:
आविष्कार मैकेनिकल इंजीनियरिंग के क्षेत्र से संबंधित है, अर्थात् रोलिंग बीयरिंग के रोपण स्थानों को बहाल करने के तरीकों के लिए। असर असेंबली को अलग करें, सतह के स्थानों के बाध्यकारी का उपयोग करते समय सतह के स्थानों के उपचार को विकृत कर दें। समाधानों के साथ इलाज के साथ, असर सीटों की विकृत सतह को 70 डिग्री सेल्सियस के तापमान पर क्रिस्टलाइजिंग लागू किया जाता है और 340 डिग्री सेल्सियस पिघला हुआ सामग्री से ऊपर तापमान पर पिघलाया जाता है। वसूली सामग्री में असर सीटों की सामग्री के अनुरूप चिपचिपा गुण और ताकत-यांत्रिक विशेषताएं होती हैं। फिर तेल में असर को 80-90 डिग्री सेल्सियस के तापमान तक गर्म किया। हम अपनी सीटों पर पहले से गरम असर स्थापित करके असर असेंबली को इकट्ठा करते हैं। नतीजतन, लागत कम हो गई है और जटिलता घट जाती है मरम्मत का काम.
आविष्कार मैकेनिकल इंजीनियरिंग और अन्य उद्योगों के क्षेत्र से संबंधित है, जहां रोलिंग बीयरिंग का उपयोग बड़े भार के तहत किया जाता है, जिससे रोलिंग बीयरिंग की विरूपण होती है।
पहने हुए क्रैंकशाफ्ट शाफ्ट को बहाल करने के लिए एक तरीका है, जो सतह के शरीर में तकनीकी प्लग के साथ गर्दन को नियंत्रित करता है ताकि गाल के गालों के बीच पूरी चौड़ाई पर कार्टून के गठन और क्रैंकशाफ्ट के बाद के ताप उपचार के साथ बहाल किया जा सके। इलाज की गर्दन पर बन्धन एक विभाजित अंगूठी के रूप में धातु अस्तर के लिए क्षतिपूर्ति या उनके जोड़ों को वेल्डिंग करके आधा-कोल्ट्स। वेल्डेड सीम 25-50 डिग्री सेल्सियस की घूर्णन 25-50 डिग्री सेल्सियस के रोटेशन को मृत बिंदु के शीर्ष से घूर्णन करते हैं, और दूसरा सीम, आधा ट्रेलर का उपयोग करते समय, 180 के घूर्णन के साथ पहले व्यक्ति के सापेक्ष होते हैं °। तापमान के लिए ठंडा वेल्ड व्यापक, विभाजित अंगूठी 0.1 का तनाव प्रदान करना ... 0.15 मिमी। इसमें एक विभाजित अंगूठी का उपयोग करते समय, 5-7 मिमी व्यास के साथ क्रॉस-कट किया जाता है। पहले एक गर्दन शाफ्ट के साथ विभाजित अंगूठी के छेद को उबाल लें, जो वेल्ड के विपरीत स्थित है, और शेष छेद उबालते हैं, सममित रूप से आते हैं वेल्डेड सीमयह नाममात्र आकार में पहने हुए गर्दन की एक साथ बहाली के साथ नए हिस्से के स्तर पर क्रैंकशाफ्ट की थकान शक्ति को बढ़ाएगा।
असीमित असेंबली की मरम्मत की एक ज्ञात विधि, जिसमें डिस्सेप्लर, डिफेक्टिंग पार्ट्स, दो स्थानीय रूप से-व्यापी विपरीत प्लेटों और असेंबली के पहने हुए असर की बाहरी अंगूठी की बाहरी अंगूठी की लैंडिंग सतह पर एक स्थापना के रूप में पिकिंग शामिल है। प्लेटों की मोटाई फॉर्मूला एससी \u003d एसआर + सु द्वारा निर्धारित की जाती है, जहां एससी प्लेटों की कुल मोटाई है; एसआर एक पहने हुए असर में एक रेडियल क्लीयरेंस है; सु - कनेक्शन में मंजूरी आवास छेद असर की बाहरी अंगूठी है, पहनने को ध्यान में रखते हुए। प्रत्येक स्थानीय प्लेट की लंबाई अनुमानित पथ द्वारा निर्धारित की जाती है।
विधि के नुकसान उच्च लागत और मरम्मत कार्य की श्रम तीव्रता हैं।
स्लाइडिंग बीयरिंग के शाफ्ट की पहने हुए सतहों को बहाल करने के लिए एक तरीका है, जिसमें भाग के हार्डनिंग जोन के हीटिंग में एक बाइंडर के साथ पूर्व-लागू होता है (उदाहरण के लिए, सामग्री की सामग्री से पेस्ट से ) बाइंडर को पिघलने से पहले उच्च आवृत्ति धाराओं के प्रेरक में और इसे पहनने के लिए क्षतिपूर्ति के स्थान पर इसे सर्फ करने में, इसमें विशेषता है कि यह 50 से अधिक तापमान तक भाग की पहनी सतह को गर्म करके किया जाता है- एसी 3 के महत्वपूर्ण बिंदु के तापमान के साथ 100 डिग्री सेल्सियस, और आगे वेल्ड सतह की शीतलन का उत्पादन पहना हुआ विवरण इसकी सख्त गति की गति के साथ, और सामग्री को एक पिघलने बिंदु के साथ एक बाइंडर के रूप में उपयोग किया जाता है जो उत्पाद के उत्पाद के तापमान से अधिक नहीं होता है।
विधि के नुकसान उच्च लागत और मरम्मत कार्य की श्रम तीव्रता हैं।
प्रोटोटाइप के लिए अपनाया गया निकटतम तकनीकी समाधान ग्लाइडिंग समर्थन की पहने हुए सतह को बढ़ाकर क्रैंकशाफ्ट की बहाली की विधि है, जिसे क्रैंकशाफ्ट के क्रैंकशाफ्ट के क्रैंकशाफ्ट के क्रैंकशाफ्ट द्वारा क्रैंकशाफ्ट के क्रैंकशाफ्ट के क्रैंकशाफ्ट के क्रैंकशाफ्ट द्वारा लागू किया जाता है, जिसमें घर्षण के उच्च प्रतिरोध के उच्च प्रतिरोध के साथ, वेल्डेड सतह के समीप घने में उनके कटौती की रेखा के साथ। SHEEK शाफ्ट, विभाजित आस्तीन के साथ संपर्क करने से पहले स्नेहक विशेष गोंद या सीलेंट।
विधि का नुकसान उच्च लागत और काम की श्रम तीव्रता है।
मौजूदा स्तर के प्रौद्योगिकी से ज्ञात प्रोटोटाइप और समान समाधानों के साथ प्रस्तावित समाधान की तुलना, पेटेंट योग्यता "नवीनता" और "आविष्कारक स्तर" के मानदंडों के साथ अपने अनुपालन को स्थापित करना संभव बनाता है।
दावा किए गए आविष्कार का तकनीकी परिणाम रोलिंग बीयरिंग के लैंडिंग स्थानों की बहाली पर मरम्मत कार्य को बनाए रखने की लागत और श्रम तीव्रता को कम करना है।
निर्दिष्ट तकनीकी परिणाम इस तथ्य से हासिल किया जाता है कि रोलिंग बीयरिंग को बहाल करने की विधि में असर असेंबली, सतह प्लेटों का उपचार और आविष्कार की सतह का उपयोग करते समय असेंबली असेंबली की असेंबली, संसाधित समाधानों पर असीमित असेंबली शामिल है, असर सीटों की विकृत सतह को 70 डिग्री सेल्सियस के तापमान पर क्रिस्टलाइजिंग लागू किया जाता है और 340 डिग्री सेल्सियस से अधिक तापमान में पिघला हुआ चिपचिपा गुणों और असर सीटों की सामग्री से संबंधित ताकत-मैकेनिकल विशेषताओं के साथ, फिर तेल में असर को गर्म किया जाता है 80-90 डिग्री सेल्सियस का तापमान और अपने लैंडिंग स्थानों पर पहले से गरम असर स्थापित करके असर असेंबली को इकट्ठा करना।
कार्यान्वयन विधि का सार निम्नानुसार है।
असर रोपण की विकृत सतह असर के विकृत समाधानों पर लागू की गई थी, और फिर इसके लैंडिंग स्थान में पहले से गरम असर स्थापित किया गया है। असर को 80-90 डिग्री सेल्सियस के तापमान तक गरम किया जाता है और इस प्रकार, कटौती सामग्री को 70 डिग्री सेल्सियस के तापमान तक गर्म करने के लिए कम किया जाता है, जिस पर बाद में क्रिस्टलीकरण और रोपण स्थान सामग्री की ताकत-यांत्रिक विशेषताओं को डायल करता है ।
प्रस्तावित विधि रिगिंग बीयरिंग को बहाल करते समय उपकरण डाउनटाइम, लागत और प्रयोगशाला को कम करने की अनुमति देती है।
साहित्य
1. रूसी संघ संख्या 94019772 का पेटेंट। पोनुरोव्स्की एए। पोनुरोव्स्की एए। क्रैंकशाफ्ट और उनके स्लाइडिंग बीयरिंग की बहाली विधि। आईपीसी बी 23 आर 6/00। तेज। 1994.05.26। प्रकाशन। 1996.09.10। Reg। №94019772 / 02।
2. रूसी संघ के पेटेंट №2235009। असर असेंबली की मरम्मत की विधि। / Usov v.v. Seregin एए। Tymoshenko एएन। सर्गेई वी.वी. आईपीसी बी 23 आर 6/00। तेज। 2001.02.21। प्रकाशन। 2002.09.20। Reg। №2001105022 / 02।
3. रूसी संघ के पेटेंट №2189298। असर असेंबली / मूंछ v.v की मरम्मत की विधि Seregin एए। Tymoshenko एएन। सर्गेई वी.वी. आईपीसी बी 23 आर 6/00। तेज। 2001.02.21। प्रकाशन। 2002.09.20। Reg। №2001105022 / 02।
4. रूसी संघ संख्या 95117550 का पेटेंट। स्लाइडिंग बीयरिंग के लिए शाफ्ट की पहने बैठने की सतहों को बहाल करने के लिए एक विधि। / उलिटोव्स्की बीए, स्क्राबक बीसी, उलोवस्की एसबी, शराबक आर वी।, पॉलिशको जी.यूयू। आईपीसी बी 23 आर 6/00। तेज। 1995.10.17। प्रकाशन। 1997.10.20। Reg। №95117550 / 02।
5. आरएफ आरएफ №2105650। स्लाइडिंग बीयरिंग के शाफ्ट की पहनी बैठने की सतहों को बहाल करने की विधि। / उलिटोव्स्की बीए, स्क्राबक बीसी, उलोवस्की एसबी, शराबक आर वी।, पॉलिशको जी.यूयू। आईपीसी बी 23 आर 6/00। तेज। 1995.10.17। प्रकाशन। 1998.02.27। Reg। №95117550 / 02।
कठोर असर वाले स्थानों को बहाल करने के लिए विधि, जिसमें असर असेंबली को खत्म करना शामिल है, भालू असेंबली के समाधान और असेंबली के साथ लैंडिंग रिक्त स्थान की सतह का उपयोग करते समय सतह प्लेटों का उपचार विकृत हो जाता है, जिसमें असर सीटों की विकृत सतह की विशेषता होती है 70 डिग्री सेल्सियस पर क्रिस्टलाइजिंग लागू किया जाता है और 340 डिग्री सेल्सियस से ऊपर के तापमान में पिघलने वाली सामग्री को चिपचिपा गुणों और असर सीटों की सामग्री से संबंधित ताकत-यांत्रिक विशेषताओं के साथ पिघला हुआ है, फिर तेल में असर को 80-90 डिग्री सेल्सियस के तापमान तक गर्म किया जाता है और अपनी सीटों पर गर्म असर स्थापित करके असर असेंबली को इकट्ठा करें।
इसी तरह के पेटेंट:
आविष्कार इस्पात भागों की पहने हुए सतहों के इलेक्ट्रिक आर्क सर्फिंग द्वारा वसूली या सख्त प्रौद्योगिकी से संबंधित है, ज्यादातर यात्री और रेलवे रोलिंग स्टॉक की कार्गो कारें
आविष्कार इंजीनियरिंग के क्षेत्रों और मशीन भागों की मरम्मत के क्षेत्रों से संबंधित है और कारों के सामने के धुरी के बीम के "केन के तहत केन के तहत केन" नोड्स की विश्वसनीयता को बहाल करने और बढ़ाने के लिए इसका उपयोग किया जा सकता है
आविष्कार संक्षारण के खिलाफ सुरक्षा के रासायनिक-भौतिक तरीकों से संबंधित है और इसका उपयोग तेल और गैस उद्योग में किया जा सकता है, अर्थात्, अच्छी तरह से कई समूह फ्रूम स्थापना, संक्षारण के स्विच की मरम्मत और बहाली के लिए
आविष्कार यांत्रिक इंजीनियरिंग, अर्थात् प्रौद्योगिकी और उपकरणों में प्रसंस्करण के पुनर्स्थापनात्मक और सख्त तरीकों के क्षेत्र से संबंधित है, जो तेल कॉलम के ऐसे समग्र तत्वों के बाहरी या आंतरिक शंकु थ्रेडेड अनुभाग के अल्ट्रासाउंड प्रसंस्करण की प्रक्रिया में उपयोग किया जाता है, जैसा कि पंप-कंप्रेसर, ड्रिल और झलार या, जैसे कि स्थानांतरण और युग्मन, जिसके माध्यम से तेल कॉलम में पाइप का कनेक्शन किया जाता है।
आविष्कार यांत्रिक इंजीनियरिंग, अर्थात् प्रौद्योगिकी और उपकरणों में प्रसंस्करण के पुनर्वास और सख्त तरीकों के क्षेत्र से संबंधित है, जो तेल कॉलम के ऐसे समग्र तत्वों के बाहरी या आंतरिक शंकु थ्रेडेड अनुभाग के अल्ट्रासोनिक प्रसंस्करण की प्रक्रिया में उपयोग किया जाता है, जैसा कि एक पंप-कंप्रेसर, ड्रिल और आवरण, या जैसे स्थानांतरण और युग्मन, जिसके माध्यम से तेल कॉलम में पाइपों का कनेक्शन किया जाता है।
आविष्कार यांत्रिक इंजीनियरिंग, अर्थात् प्रौद्योगिकी और उपकरणों में प्रसंस्करण के वसूली और सख्त तरीकों के क्षेत्र से संबंधित है, जिसका उपयोग भागों के बाहरी या आंतरिक थ्रेडेड सेक्शन की अल्ट्रासाउंड प्रसंस्करण की प्रक्रिया में किया जाता है, मुख्य रूप से, तेल के ऐसे घटक तत्व एक पंप-कंप्रेसर, ड्रिल और आवरण या जैसे स्थानांतरण और युग्मन के रूप में कॉलम, जिसके माध्यम से तेल कॉलम में पाइप का कनेक्शन किया जाता है।
आविष्कार मैकेनिकल इंजीनियरिंग के क्षेत्र से संबंधित है, अर्थात् रोलिंग बीयरिंग के रोपण स्थानों को बहाल करने के तरीकों के लिए