Menetelmä istutuspaikkojen palauttamiseksi vierintälaakereille. Entä jos laakeri tarkistettiin kampikammiossa ja heikensi istuinten purkamisen palauttamista suurten halkaisijoiden laakereiden alla
Se tapahtuu, että kampikammion laakeri on tarkistettu, sen laskeutuminen moottorilohkoon tai jonkin verran kampikammioon (vaihteisto tai taka-akseli) heikkenee, ja on mahdotonta käyttää autoa tai moottoripyörää tällaisella toimintahäiriöllä, koska Laakerinistuin on vielä erotettu. Tällaista toimintahäiriötä voi esiintyä toistuvasta tai virheellisestä asennuksesta yläkulttumion reikään (pistorasiaan), voiteluaineen (laakerisklinitti ja se muuttuu) tai yksinkertaisesti laakerin aukon virheellisestä valmistajasta. Ja tällaisella toimintahäiriöillä usein omistajat ajoneuvotai vain jonkinlainen kone tai aggregaatti. Kuinka päästä eroon tällaisesta toimintahäiriöstä kotona, ilman galvanointia laitteita, jopa yksinkertaisimmista (päällystettä sinkkiä), harkitsemme tässä artikkelissa.
Tietenkin voit lisätä ulomman laakerin halkaisijaa, jos peität sen kromilla tai kerroksella sinkkiä, ja olen jo kirjoittanut siitä (voit lukea täällä). Mutta tästä on tarpeen tehdä erityisiä pistokkeita (niin, että päällystekerros ei osu palloihin, erotin ja sisäpinnat Me piilotamme), ja sinun täytyy tinkerin kanssa kimeaktiikoilla.
Samassa artikkelissa tarkastelemme toista, jopa yksinkertaisempi tapa rakentaa ilmaston ulkohalkaisija, joka voidaan suorittaa sekä autotallissa että kenttäolosuhteet Jokainen, jopa koulupoika.
Aloita, harkitse yleisempiä perinteiset menetelmät Rehuvan lattian restaurointi laakerilla, ehkä joku aloittelijoilta ei tiedä niistä ja he käyttävät jotakuta. Ja sen jälkeen tulee olemaan harvinaisempi tapa, josta useimmat korjaukset eivät tiedä.
1 - Carter, 2 - Sleeve, 3 - Ulkoinen laakerilevy.
Joten, jos laakeri on asennettu jonkin yksikön kampikammioon tai sen kansi, ja istuinreikä on rikki, kansi kiinnitetään tabletin läpi sorvessa ja kampikammio kardinaalisen tylsä \u200b\u200bkoneen ja halkaisijan Istutusreikää ryöstävät noin 3-4 mm ja sen jälkeen painetaan virkattuun paikkaan, jossa korjausholkki, jossa sisähalkaisija on hieman suurempi (viimeistelyn käsittelyn korvaus) ja valmistumisen jälkeen sisähalkaisija Holkki ulkokuoren halkaisijan alla on asennettu (katso kuva 1).
Tämä menetelmä on melko yleinen huolimatta siitä, että monilla päälliköille on etsittävä kardinaalinen tai sorvi Ja tee kiinnitys korjata tarkasti osa. Lisäksi tämä menetelmä ei sovi, jos kotelon metalliseinän paksuus sen jälkeen, kun tylsää se tulee hienoksi eikä anna laakerin reikää riittävää kovuutta. Ja se pysähtyy monien, ja toimivaltainen Stallollo ei ole kaikkialla löydät.
Jotkut "mestarit" yrittävät tehdä sen lainkaan vain laskeutumispinnalla, mutta tuskin kannattaa toivoa, että tällainen "korjaus" riittää pitkään, yleensä pari tuntia. Loppujen lopuksi laakeri köysi tällä menetelmällä ei ole koko istutusaukon koko pinnalla, vaan vain niukka-alueilla (pesuallas), joilla on heikko alue. Kyllä, ja tarkkuuspaikat jäädytetään nopeasti, kun asennat laakerit (erityisesti pehmeässä alumiinikampikammiossa) ja laakeripidike alkaa ripustaa ja kääntää.
Esteetön I. tehokkaat menetelmät Korjaus, tämä on silloin, kun lisääntynyt laakeri reikä ei kosketa lainkaan, mutta vain tarkkailla laakerin häkän paksuuden paksuus. Seuraavassa on useita tapoja, jotka ovat myös muutamia, tämä on metalli ruiskutus erikoisasennuksiin, jotka ovat edelleen hyvin yleisiä, se on kankaalla kromi, hyvin ja edullisempi kojelaudassa Cincationin sinkki, joka minulla on jo kirjoitettu (edellä mainittu teksti tekstissä).
Mutta on toinen vähän tunnettu, mutta erittäin yksinkertainen tapa rakentaa koko kierroksen koko metalliset tiedotJa tässä tapauksessa laakeri ei ole vaikea suorittaa kotona, autotallissa ja jopa matkalla (tien puolella). Lisäksi erityispätevyys tai jotkut salaiset käsityöläiset eivät tarvitse, ja kaikki kuljettajat, jotka voivat avata hupun autossaan, selviytyvät tästä yksinkertaisesta toiminnasta melko helposti, varsinkin jos avustaja auttaa.
Tämän metallien laajennuksen periaate yksinkertainen tapaPerustuu työn periaatteeseen ota yhteyttä hitsaukseen. Ja työtä, tarvitsemme vain pari sprief esimerkiksi siitä moskovalainen tai Volga, pari kappaletta paksu lanka (kaapelit ovat sopivia krokotiili puristimella "savuke") hyvin, hyvin ladattu akku, tai hitsausmuuntaja (Voimakas käyttöönottolaite voidaan lähestyä).
1 - Akku, 2 - jouset, 3 - laakeri, 4 - taulukko telineiden kanssa.
Ja lisätään ulkoilukidin halkaisijaa, tämä kanta on rullattava kahden jousen väliin liittämällä jouset sähkö (Katso kuva 3). Ja kuten sanoin, jouset sopivat kotimaisista koneistamme, mutta jos laakeri on paljon suurempi esimerkiksi kuorma-autosta, niin kevään leveys on valittava samasta kuorma-autosta (voit löytää vanhoja lähteitä osoitteessa romumetalli tai autoship-tuotteet).
Kevään pituus riippuu myös laakerin halkaisijasta, mutta se tavallisesti tarttuu mittarin lähellä olevien jousien pituuteen ja toinen voidaan leikata puoleen metriin (se on helpompaa työskennellä). Yhdistämme jokaisen kaapelin viitteen akun tai muuntajan napavihjeillä varmistaaksesi hyvän yhteyden.
Voit käyttää autoa koskevia terminaaleja kytkeäksesi kaapelit akkuun tiukasti, ja jouset, voit kiivetä kaapeleita pultit aluslevyillä tai voimakkaat krokotiilipidikkeet (hitsaustyyppi). Ja napaisuus, kun jouset, voi olla mikä tahansa.
a - 0,1 mm: n, b - 0,25 mm: n paksuuden paksuus 0,25 mm: n paksuus on 0,5 mm.
Valssaus suoritetaan useita kertoja, ja samanaikaisesti ulompi leikkeen pinta peitetään vähitellen suurella määrällä pienimmistä hitsatuista tubercles keväästä (katso kuva vasemmalla). Ja se riittää tekemään useita liikkuvia, ja ulkokerroksen pinta on jo kasvanut tällaiselle halkaisijalle, että leike ei enää pidä rikki reikään.
Yläjousien päissä on hyödyllistä käyttää kumikäsineitä ja kiivetä ne nauhalla tai yksinkertaisesti tuulen ikoneen. Tämä välttää oikosulkujousia ja vahingoittaa akkua, jos ylemmän jousen liikkuminen revittyy alemman jousen pohjaan.
Tämä tapahtuu usein, jos palautetun laakerin halkaisija on pieni. Ja jos laakeri on erittäin pieni halkaisija, se on hyödyllistä, kun työskentelet päinvastoin, käännä yläreunan yläpintainen jäähdytys.
Kun työskentelet akun kanssa, jotta se ei pilata sitä, ei ole hyödyllistä olla suojattava ruostetta lainkaan, koska ruosteella on ylimääräinen vastus, joka estää liiallisen nykyisen kasvun. Mutta jos haluat, voit myös yhdistää vähittäiskaupan, joka voi tarkasti valita haluamasi virran lujuuden.
Jos akun sijasta käytetään hitsausmuuntajaa, niin tietenkin on parempi käyttää sitä, jolla on nykyinen säätö. Hitsausvirta Näyttely 100 - 150 ampeeria ja virta on enemmän, sitä nopeammin metalli tapahtuu, mutta hiukkaset ovat suurempia.
Siksi on hyödyllistä valita kultainen keskimmäinen puoli, niin että metallin (sulkeumat) hiukkaset eivät ole suuria, eikä se ole pitänyt sotkea pitkään. On mahdollista venyttää ensin sopimattomaan laakeriin. Mutta pääsääntöisesti 110 millimetrin laakerin halkaisijaltaan 0,5 mm: n halkaisijalle vaaditaan 150 ampeeria ja noin viisi minuuttia liikkuvaa. Samanaikaisesti laakeria kuumennetaan vain 100 astetta, mikä tarkoittaa, että sen metallin rakenne ei muutu.
 Kun nuppi, kuten kuvissa voidaan nähdä, Clumm-pinnalla on muutama karkea ilme, jopa parempi, koska sitä ei koskaan tarkisteta hänen reikään (karkea pinta on parempi kuin sileä). Mutta jos joku haluaa palauttaa tällä tavoin ulkopinnan pinnalle tasaiselle tasaiselle tilalle, on täysin mahdollista tehdä pinnoite kahdesti paksumpi (0,5 mm: n sijasta 1 mm). Ja sen jälkeen anna laakeri turner, joka kiillottaa leikkeen sileään tilaan, irrottaen pinnalta noin 0,5 mm.
Kun nuppi, kuten kuvissa voidaan nähdä, Clumm-pinnalla on muutama karkea ilme, jopa parempi, koska sitä ei koskaan tarkisteta hänen reikään (karkea pinta on parempi kuin sileä). Mutta jos joku haluaa palauttaa tällä tavoin ulkopinnan pinnalle tasaiselle tasaiselle tilalle, on täysin mahdollista tehdä pinnoite kahdesti paksumpi (0,5 mm: n sijasta 1 mm). Ja sen jälkeen anna laakeri turner, joka kiillottaa leikkeen sileään tilaan, irrottaen pinnalta noin 0,5 mm.
Tässä artikkelissa kuvattu menetelmä palautettiin laskeutumaan laakereiden tarkistamiseen paitsi paitsi matkustajavaunut ja moottoripyörät, mutta myös kuorma-autot, ja pelastettiin pieniä rahaa, kampikammio tai takana, napa, tai moottorilohko ei enää tarvita muuttaa mitä toivot; Onnea kaikille.
Valinta oikea laskuLaakereiden koon poikkeamien vaaditun puhtauden ja arvon tarjoaminen on keskeinen tekijä, jolla varmistetaan kestävyys, mekanismien luotettavuus.
Oikea lasku on tärkein edellytys laakereiden suorituskyvyn kannalta.
Laakerin ominaisuuksien perusteella rengas, joka pyörii, on kiinnitettävä tukipinnalle, on liikkumaton, jännitys ja kiinteä rengas, joka pääsee reikään, jossa on vähimmäisvaraus, suhteellisen vapaa.
Asennus pyörivän renkaan jännityksellä ei sallita se sulkeutua, mikä voi johtaa tukipinnan kulumiseen, kosketuskorroosion, laakereiden epätasapainon, tuen romahdus, liiallinen lämmitys. Joten, lähinnä laakerin lasku suoritetaan akselilla, joka toimii kuorman alla.
Kiinteän renkaan osalta pieni puhdistuma on jopa hyödyllinen ja maku mahdollisuus ei useimmiten päivittäin, jolloin vertailupinta on yhtenäinen, minimoi sen.

Tärkeimmät
Harkitse yksityiskohtaisemmin tärkeimmät ehdot ja käsitteet, jotka määrittävät laakerin sopivan. Moderni insinööri perustuu vaurioitavuuden periaatteeseen. Yksi yksityiskohdat, jotka on tehty yhdestä piirustuksesta, tulisi asentaa mekanismiin, suorittaa sen toiminnot, vaihdettavat.
Tätä varten piirustus määrittää paitsi mitat, vaan myös suurimmat vähäiset poikkeamat, eli toleransseja. Toleranssiarvot ovat standardoituja yhtenäinen järjestelmä Toleranssien osalta ESDP jaettu tarkkuusasteisiin (pätevyys) on annettu taulukoissa.

Ne löytyvät myös Auruevan suunnittelun suunnittelijan viitekirjan ensimmäisestä määrästä ja GOST 25346-89: sta sekä 25347-82 tai 25348-82.
GOST 25346-89: n mukaan 20 tarkkuutta pätevyys määritellään, mutta koneenrakennuksessa käytetään yleensä 6 PO16: sta. Lisäksi alempi pudotusnumero, sitä korkeampi tarkkuus. Laskeutumispallon ja rullalaakereiden osalta ovat merkityksellisiä 6,7, alle 8 kvapit.

Yhdessä puitteissa toleranssin koko on sama. Mutta nimellisestä koon ylä- ja pienempi poikkeama on eri tavalla ja niiden yhdistelmät akseleilla ja reikillä muodostavat eri laskuja.
On purettuja, jotka takaavat kuilun, jännityksen ja siirtymisen takuun, joka toteuttaa sekä vähimmäisvapaus että vähimmäisjännitys. Istutus merkitsee latinalaisia \u200b\u200bpieniä kirjaimia akseleille, jotka ovat suuria reikiä ja luku, joka osoittaa pätevyyteen, toisin sanoen tarkkuusaste. Laskeutumisnimitys:
- gAP A, B, C, D, E, F, G, H;
- siirtymä JS, K, M, N;
- jännitys P, R, S, T, U, X, Z.
Kaikille pätevyydelle reikäjärjestelmästä sillä on pääsy H ja laskeutumisen luonne määräytyy akselin toleranssilla. Tällainen liuos vähentää vaadittujen ohjauskalibersin määrää, leikkaustyökalua ja on prioriteetti. Mutta joissakin tapauksissa käytetään akselijärjestelmää, jossa akselilla on Toleranssi, ja laskeutuminen saavutetaan käsittelemällä reikää. Ja tämä tapaus on kuulalaakerin ulomman renkaan pyöriminen. Esimerkki tällaisesta suunnittelusta voi toimia rullina tai rumpujen kiristyskuljettimina.

Valikoiman laakerit
Laakereiden määrittämisen pääparametreista:
- luonne, suunta, kuorman koko vaikuttaa laakeriin;
- laakerin tarkkuus;
- pyörimisnopeus;
- vastaavan renkaan kierto tai liikkumattomuus.
Keskeinen tila, joka määrittää laskeutumisen, on renkaan liikkumattomuus tai pyöriminen. Kiinteä rengas, pieni aukko ja asteittainen hidas kääntö pidetään positiivisena tekijänä, joka vähentää paikallista kulumista, joka estää paikallista kulumista. Pyörivä rengas on ehdottomasti kasvi, jossa on luotettava jännitys, joka sulkee käännökset suhteessa istutuspintaan.
Seuraava tärkeä tekijä, johon laakerin lasku olisi laskettava akseliin tai reikään on kuormituksen tyyppi. Lastaustyyppiä on kolme:
- kierrätetään, kun pyöritetään rengasta suhteellisen pysyvää yhdessä säteittäisen kuorman suunnassa;
- paikallinen kiinteä rengasta suhteessa säteittäiseen kuormitukseen;
- oskillatorinen säteittäisellä kuormituksella vaihtelee suhteessa rengasasentoon.

Laakereiden tarkkuuden mukaan niiden kasvun järjestyksessä vastaavat viisi luokkaa 0,6,5,4,2. Mekaanisen tekniikan kohdalla alhainen ja keskikokoinen, esimerkiksi vaihdelaatikoille, on tavallista luokan 0, jota ei ole määritelty laakereiden nimeämisessä. Korkeammilla tarkkuusvaatimuksilla käytetään kuudes luokkaa. Kohvoneilla nopeuksilla 5.4 ja vain poikkeustapauksissa, toinen. Esimerkki kuudennen luokan 6-205.

Todellisten suunnittelukonsementtien prosessissa akselin ja kehon laskeutuminen valitaan erityispöydissä olevien työolojen mukaisesti. Ne annetaan Tom of Engineering Builder Vasily Ivanovich Anurievan toisesta vertailukirjasta.

Paikallisen kuormituksen osalta taulukko tarjoaa seuraavat laskeutumisen.

Kiertokuormituksen olosuhteissa, kun säteittäinen voima vaikuttaa koko liikkuvan polkuun, ota huomioon lastausintensiteetti:
Pr \u003d (k1xk2xk3xfr) / bMissä:
K1 - ylikuormituskerroin dynaamista;
K2 on vaimennuskerroin ontto akseli tai ohutseinäinen;
K3 - kertoimella määritetty aksiaalisten ponnistelujen altistuminen;
FR - Radiaaliponnistus.
K1-kerroin ylikuormitusten aikana on alle puolitoista kertaa, pieni tärinä ja joltit otetaan yhtä kuin 1, ja mahdolliset ylikuormitukset yhdestä ja puoli kolmesta kertaa, voimakkaat värähtelyt, puhaltaa K1 \u003d 1.8.
K2: n ja K3: n arvot valitaan taulukossa. Lisäksi K3: lle otetaan huomioon Aksiaalikuormituksen suhde säteittäiseen, ilmaistuun parametriin Fc / FR X CTGp: hen.

Taulukossa esitetään asiaankuuluvat kertoimet ja parametrit laakerin istutuksen latausintensiteetin.

Hoito istuimet ja piirustusten laakereiden laskeutuminen.
Laskeutumistila laakerille akselilla ja siinä tapauksessa on oltava nenän viisto. Landing-huoneen karheus on:
- akselin kaulalle, jonka halkaisija on jopa 80 mm luokan 0 ra \u003d 1,25, ja halkaisijaltaan 80 ... 500 mm RA \u003d 2.5;
- akselin kaulalle, jonka halkaisija on jopa 80 mm luokan 6,5 RA \u003d 0,63 A halkaisijaltaan 80 ... 500 mm RA \u003d 1,25;
- sillä reiässä, jonka halkaisija on korkeintaan 80 mm luokan laskussa 0 Ra \u003d 1,25 ja halkaisijaltaan 80 ... 500 mm RA \u003d 2.5;
- kotelon reiässä, jonka halkaisija on korkeintaan 80 mm luokan 6,5,4 ra \u003d 0,63 ja halkaisijaltaan 80 mm Ra \u003d 1,25.
Piirustus osoittaa myös laakereiden laskeutumispaikan muodon poikkeamista, puhaltimien ohittaminen niiden painopisteeseen.
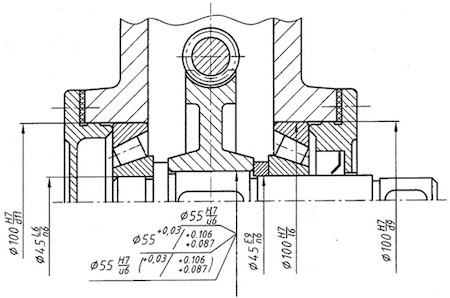
Esimerkki piirustuksesta, joka ilmaisee laakerin laskeutumisen akseliin F 50 K6 ja muodon poikkeama.

Muotopoikkeamien arvot hyväksytään taulukon varrella, halkaisijasta riippuen, jossa on laakeri istutus akselilla tai kotelossa, laakerin tarkkuus.

Piirustuksissa ilmaisee akselin halkaisija ja kotelo laskeutumisen alla, esimerkiksi F20K6, F52N7. Kokoonpanopiirustuksissa voit yksinkertaisesti määrittää koon, jossa on sisäänpääsy kirjeen nimityksessä, mutta on toivottavaa piirustuksissa aakkosellinen nimitys Myöntää tuomaan numeerisen ilmaisun työntekijöiden mukavuuteen. Piirustusten mitat on merkitty millimetreinä ja mikrometrien sisäänpääsyn arvo.
Kasveja ei useinkaan voida korjata ja sitten kysymys osan konjugaatin korvaamisesta laakerilla ja menettää nimelliset istuimet. Samankaltainen vaihtoehto Korjaus on melko taloudellisesti käsittämätön. Tilanne tässä tilanteessa on korjaus, joka käyttää Dieth-tekniikkaa.
Harkitse esimerkkejä paikkojen korjauksesta kylmän kaasun dynaamisen ruiskutuksen avulla.
Moottoripyörän navan laakeripaikka.
Laskeutumispaikan puute on, että laakerin ulkoinen rengas pyöritetään työssä, mikä antaa lisäkuormituksia sisemmän renkaan ja laakerin akselilla.

Kuva 1. Ulkoisen laakerirenkaan sijainti ristipyörällä.
Tämän ongelman poistamiseksi lisää metallikerros keskipisteen sisähalkaisijalle. Hub on valmistettu alumiiniseos. Ennen koostumuksen soveltamista esiasennuspinta on hankaava koostumus K-00-04-16. Lisäkerroksen käyttö suoritetaan Dimen-405-laitteen kolmannessa tilassa. Ruiskutus tehdään marginaalilla. Päällystyskäsittelyn loppuun saattaminen suoritetaan pienellä leikkurin pienellä syöttöllä korotetussa verenkierroksessa.


Kuva 2. Korjausvaiheet (A - Käytetään varavarastolla alumiinikerros, B - viimeistely Valmiit laskeutumispaikka)
Yksittäinen kampiakselin suunnittelu
Valuraudan sylinterin sylinterin "MERCEDES-BENZ" kampiakselin purkamispaikan korjaus suoritetaan Dieth-tekniikan avulla. Lopullinen käsittely tuotettiin erityisellä leikkurilla.


Hubin laakerin kasvi
Valuraudan keskipisteen "Ford" laskeutumispaikan korjaus tehdään käyttämällä alumiinikerrosta, jonka koko on 0,3 mm. Manipulointitiedot antoivat tarvittavat jännitykset yhteyden kannalta.


Kuva 1. Korjausvaiheet (A - Alkuperäinen, B - lopullinen)
Sähkömoottorilaakeri
Sähkömoottorin laakereiden laskeutumispaikkojen korjaus on laite, alumiinikoostumus, ruiskutustila - "3". Kuvia edustaa korjausvaiheita.
Patenttijulkaisut RU 2296660:
Keksintö koskee mekaanisen tekniikan alaa eli menetelmää valmistavien laakereiden istutuspaikkojen palauttamiseksi. Irrota laakerikokoonpano, suorita pintapaikkojen käsittely, kun käytetään pintapaikkojen sitoutumista. Käsiteltyllä liuoksella laakerinistuinten epämuodostuneita pintaa levitetään kiteyttämällä 70 ° C: n lämpötilassa ja sulaneet lämpötiloissa yli 340 ° C: n sulan pelkistävän materiaalin lämpötilassa. Palautusmateriaalilla on viskoosiset ominaisuudet ja lujuusmekaaniset ominaisuudet, jotka vastaavat laakerinistuinten materiaalia. Sitten kuumennettiin laakeri öljyssä 80-90 ° C: n lämpötilaan. Asennamme laakerikokoonpanon asentamalla esilämmitetyn laakerin istuimilleen. Tämän seurauksena kustannukset vähenevät ja monimutkaisuus vähenee korjaustyö.
Keksintö koskee mekaniikan ja muiden teollisuudenalojen alaa, jossa vierintälaakereita käytetään suurilla kuormilla, mikä johtaa valssauslaakereiden muodonmuutokseen.
On olemassa menetelmä kuluneiden kampiakselien palauttamiseksi, joka mekaanisesti käsittelee kauloja teknisellä pistokkeella pinnan rungossa, joka on palautettu koko leveydelle posken poskien välillä sarjakuvien muodostumisen ja kampiakselin myöhemmällä lämpökäsittelyllä. Kiinnitetään käsiteltyihin kaulaan, jotka kompensoivat metallivuorausta split rengas- tai puoli-colts-muodossa hitsaamalla niiden liitokset. Hitsatut saumat sijaitsevat 25-50 °: n vyöhykkeellä, joka rajoittuu 25-50 ° kampiakselin pyörimiseen kuolleesta pisteestä ja toinen sauma, kun käytät puoliperävaraa, ovat suhteessa ensimmäiseen, jonka kierto on 180 °. Jäähdytetty hitsaus lämpötilaan ympäröivä, joka antaa split-renkaan jännitystä 0,1 ... 0,15 mm. Kun käytät split-rengasta siinä, suoritetaan ristikkäisiä leikkauksia 5-7 mm: n halkaisijaltaan. Ensimmäinen kiehukaa jakson renkaan reikä, jossa on kaula-akseli, joka sijaitsee vastapäätä hitsausta, ja loput reiät kiehuvat, symmetrisesti lähestyvät hitsattu saumaTämä lisää kampiakselin väsymislujuutta uuden osan tasolle, jossa on kuluneiden kaulan samanaikaisen palauttamisen nimelliskokoon.
Tunnettu menetelmä laakerikokoonpanon korjaamiseksi, mukaan lukien purkaminen, virheelliset osat, poiminta asennuksen muodossa kahden paikallisesti diametrisen vastakkaisen levyn ja kokoonpanon ulkorengan aloituspinnalle. Levyjen paksuus määräytyy kaavan SC \u003d SR + Su, jossa SC on levyjen kokonaispaksuus; SR on säteittäinen puhdistus kuluneessa laakerissa; Su - puhdistus liittämällä kotelon reikä on laakerin ulompi rengas ottaen huomioon kulumisen. Kunkin paikallisen levyn pituus määräytyy arvioidulla polulla.
Menetelmän haitat ovat korjaustöiden korkeat kustannukset ja työvoiman voimakkuus.
On olemassa menetelmä liukuvien laakereiden akseleiden kuluneiden pintojen palauttamiseksi, joka koostuu osan kovettumisvyöhykkeen lämmityksestä sideaineeseen esisetuksille (esimerkiksi materiaalin materiaalista tahnasta ) Suurtaajuusvirtojen induktorissa ennen sideainetta ja pinnoitetaan sen kulumista, joka kompensoi sen kulumista, tunnettu siitä, että se suoritetaan lämmittämällä osan kuluneen pinnan yli 50- 100 ° C AC 3: n kriittisen pisteen lämpötilassa ja tuottaa edelleen hitsinpinnan jäähdytystä käytetyt tiedot Kannensa nopeudella ja materiaalia käytetään sideaineena sulamispisteen kanssa, joka ei ylitä tuotteen tuotteen lämpötilaa.
Menetelmän haitat ovat korjaustöiden korkeat kustannukset ja työvoiman voimakkuus.
Prototyypin lähin tekninen ratkaisu on kampiakselin restaurointimenetelmä lisäämällä liukutukien kuluneen pinnan, joka toteuttaa kampiakselin kampiakselin kampiakselin kampiakselin kampiakselin kampiakselin materiaalista suurella vastustuskykyllä \u200b\u200bhitsattuun hankaukseen pitkin niiden leikkauksia tiheässä pinnan vieressä. Sheekakseli, voideltu ennen kontakteja halkaistujen hihojen kanssa erikoisliima tai tiivisteitä.
Menetelmän haitta on korkeat kustannukset ja työnvoimakkuus.
Ehdotetun ratkaisun vertailu prototyyppiin ja vastaaviin ratkaisuihin, jotka tunnetaan nykyisestä teknologiatasosta, mahdollistaa sen noudattamisen patentoitavuuden "uutuus" ja "keksinnöllisellä tasolla".
Keksinnön teknisen tuloksen tarkoituksena on vähentää kustannuksia ja työvoiman intensiteettiä korjaustöiden säilyttämisen valssauspaikkojen palauttamisessa.
Määritetty tekninen tulos saavutetaan se, että menetelmä valssauslaakereiden palauttamiseksi, sisältää laakerikokoonpanon purkaminen, pintalevyjen käsittely ja laakerikokoonpanon kokoonpano käytettäessä keksinnön pintaa jalostetuissa liuoksissa, Laakeripaikkojen epämuodostunut pinta levitetään, kun 70 ° C lämpötila ja sulatetaan lämpötiloissa 340 ° C: n lämpötilassa, joka on sulanva materiaali viskoosilla ominaisuuksilla ja lujuusmekaaniset ominaisuudet, jotka vastaavat laakerinistuinten materiaalia, lämmitetään sitten laakeri öljyssä Lämpötila 80-90 ° C ja kokoaa laakerikokoonpanon asentamalla esilämmitetyn laakerin laskeutumispaikoistaan.
Toteutusmenetelmän ydin on seuraava.
Laakeri-istutuksen epämuodostunut pinta laakeriin levitettiin laakerin epämuodostuneisiin liuoksiin ja sitten laskeutumispaikassa on asennettu laakeri. Laakeri kuumennetaan 80-90 ° C: n lämpötilaan ja siten se vähennetään lämmittämään pelkistysmateriaalia 70 ° C: n lämpötilaan, jossa jälkimmäiset kiteytyvät ja valitsee istutuspaikan materiaalin lujuusmekaaniset ominaisuudet .
Ehdotetun menetelmän avulla voidaan vähentää laitteiden seisokkeja, kustannuksia ja työvoimaa, kun palautat varustetut laakerit.
Kirjallisuus
1. Venäjän federaation nro 94019772 patentti. Ponurovsky A.A. Ponurovsky A.A. Kannuskangas ja niiden liukuvat laakerit. IPC B23P 6/00. Nopeasti. 1994.05.26. Pudota. 1996.09.10. Reg. №94019772 / 02.
2. Venäjän federaation patentti №2235009. Laakeriyksikön korjaamismenetelmä. / USOV v.v. Seregin A.A. Tymoshenko A.N. Sergey v.v. IPC B23P 6/00. Nopeasti. 2001.02.21. Pudota. 2002.09.20. Reg. № 2001105022/02.
3. Venäjän federaation patentti № 2189298. Menetelmä laakerikokoonpanon / viikset v.v. Seregin A.A. Tymoshenko A.N. Sergey v.v. IPC B23P 6/00. Nopeasti. 2001.02.21. Pudota. 2002.09.20. Reg. № 2001105022/02.
4. Venäjän federaation nro 95117550 patentti. Menetelmä liukuvien laakereiden akseleiden kuluneiden istuinten palauttamiseksi. / Ulitovsky B.A., Skrabak B.C., Ulovsky S.B., Shkrabak R.v., Polishko G.yu. IPC B23P 6/00. Nopeasti. 1995.10.17. Pudota. 1997.10.20. Reg. №95117550 / 02.
5. RF RF № 22105650. Menetelmä liukuvien laakereiden akseleiden kuluneiden istuinpintojen palauttamiseksi. / Ulitovsky B.A., Skrabak B.C., Ulovsky S.B., Shkrabak R.v., Polishko G.yu. IPC B23R 6/00. Nopeasti. 1995.10.17. Pudota. 1998.02.27. Reg. №95117550 / 02.
Menetelmä varusteiden laakeripaikkojen palauttamiseksi, joka sisältää laakerikokoonpanon purkamisen, pintalevyjen käsittely epämuodostui, kun käytetään laskeutumispaikkojen pintaa liuoksin ja laakerikokoonpanon kokoonpanossa, tunnettu siitä, että laakeripaikkojen epämuodostunut pinta Sovelletaan kiteytymään 70 ° C: ssa ja sulaa lämpötiloissa yli 340 ° C: n lämpötilassa, joka sulanut vähentämällä materiaalia viskoosilla ominaisuuksilla ja lujuusmekanisellisilla ominaisuuksilla, jotka vastaavat laakerinistuinten materiaalia, lämmitetään öljyssä 80-90 ° C: n lämpötilaan ja kokoaa laakerikokoonpano asentamalla lämmitetty laakeri istuimiin.
Vastaavat patentit:
Keksinnön kohteena on talteenotto tai kovettuminen teräsosien kuluneiden pintojen, enimmäkseen matkustajien liikkuvan kaluston kuluneiden pintojen sähköisen kaaren.
Keksintö koskee koneen osien suunnittelua ja korjausalueita ja niitä voidaan käyttää ja lisätään "KNEVLEN-reiän luotettavuutta Autojen lähtöakseleiden palkkien" KNEVLE-reiän alla
Keksintö koskee kemiallisia fysikaalisia suojausmenetelmiä korroosiota vastaan \u200b\u200bja niitä voidaan käyttää öljy- ja kaasuteollisuudessa, nimittäin hyvin monikerroksisen fly froom -asennuksen kytkimen korjaamiseen ja palauttamiseen, korroosioon
Keksintö koskee rekisteröityjä ja kovettuneita käsittelymenetelmiä mekaanisella koneella, nimittäin teknologialle ja laitteille, joita käytetään öljypylvään ulko- tai sisäisen kartiomaisen kierteisen osan ultraäänikäsittelyn prosessissa, kuten Pumpun kompressori, pora ja kotelo Tai, kuten siirto ja kytkentä, jonka kautta putkien liitäntä öljypylvääseen suoritetaan.
Keksintö koskee kuntoutus- ja kovettumismenetelmiä mekaanisella koneella, nimittäin teknologialle ja laitteille, joita käytetään öljypylvään ulko- tai sisäisen kartiomaisen kierteitetyn osan ultraäänikäsittelyssä, kuten Pumpun kompressori, pora ja kotelo tai kuten siirto ja kytkentä, jonka kautta putkien liittäminen öljypylvääseen suoritetaan.
Keksintö koskee talteenotto- ja kovettumismenetelmiä mekaanisella koneella, nimittäin teknologialle ja laitteille, joita käytetään ulkona tai sisäisen osan osien ultraäänikäsittelyn prosessissa, lähinnä tällaiset öljyn komponenttielementit sarake pumpun kompressori, pora ja kotelo tai kuten siirto ja kytkentä, jonka kautta putkien liittäminen öljypylvääseen suoritetaan.
Keksintö koskee mekaanisen suunnittelun kenttää, nimittäin menetelmiä, jotka mahdollistavat istutuspaikkojen palauttamista